1.本发明涉及微波组件盒体封装领域,更为具体的,涉及一种微波件多材料混合密封结构和工艺设计方法。
背景技术:
2.电子设备的小型化需求致使电子组件从元器件、基板、封装结构等方面全面提升集成密度。各种小型化器件、多功能基板、三维堆叠互联等新技术不断被开发出来。对于微波组件而言,还有各种不同的封装结构、封装方法也层出不穷。
3.现有微波组件的封装材料一般都是采用单一材料,如柯阀合金、紫铜、铝合金、高硅铝合金、碳化硅铝复合材料等,来满足封装盒体和封装基板材料的热膨胀系数需求。这些材料制造的封装盒体其密封处一般有两种情况,一种是封装盒体和密封盖板材料相同;一种是封装盒体和密封盖板材料不同。特别是封装盒体和密封盖板之间需要激光焊接密封时,盒体和盖板都是单一材料的。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种微波件多材料混合密封结构和工艺设计方法,该方法可确保复杂微波组件地高密度、高可靠性集成,最大限度地缩小微波件的封装体积,实现微波件的高密度封装。
5.本发明的目的是通过以下方案实现的:
6.一种微波件多材料混合密封结构,包括:
7.利用梯度材料作为微波组件封装结构基体材料来实现的激光焊接密封处结构,且所述梯度材料本体在微观上是连续的,没有微观分界面;在由所述微波组件封装结构基体材料组成的封装体上的不同功能区域的材料成分不同,从而表现为不同区域材料物理性能不同。
8.进一步地,所述微波组件封装结构基体材料包括铝合金和/或热膨胀系数梯度变化的高硅铝合金复合材料。
9.进一步地,所述不同功能区域包括封装盒体和密封盖板,所述封装盒体和密封盖板的结合结构包括搭接式结构或嵌入对接式结构。
10.进一步地,所述封装体包括一体化整体结构。
11.进一步地,所述封装盒体包括主体和局部,局部的材料热膨胀系数可调。
12.进一步地,所述封装盒体的材料包括4047、6061和6063铝合金及硅含量x%及以下的硅铝合金;所述密封盖板的材料包括4047、6061和6063铝合金或硅含量x%及以下的硅铝合金。
13.进一步地,当封装盒体激光焊接密封部位是6063或6061铝合金时,密封盖板激光焊接相应部位采用4047铝合金;当密封盖板激光焊接密封部位是6063或6061铝合金时,封装盒体激光焊接相应部位采用4047铝合金;当封装盒体激光焊接密封部位是硅含量x%及
以下的硅铝合金时,密封盖板激光焊接相应部位采用4047铝合金或硅含量(77-x)%及以下的硅铝合金;当密封盖板激光焊接密封部位是硅含量x%及以下的硅铝合金时,封装盒体激光焊接相应部位采用4047铝合金或硅含量(77-x)%及以下的硅铝合金。
14.进一步地,所述密封盖板厚度在0.5mm~1.0mm之间。
15.一种微波件多材料混合密封结构的工艺设计方法,包括步骤:
16.s1,图纸绘制:使用绘图软件绘制微波件多材料混合密封结构的工程图纸;
17.s2,材料制备:采用粉末冶金或喷射成型的方式将微波组件封装结构基体材料制备成一块整体的封装体,封装体上不同区域根据封装需求具有不同的热膨胀系数、导热率和熔焊性能;
18.s3,精密数控机加工:根据封装盒体和盖板设计要求,采用机械加工工艺方法,将制备的封装体加工成封装盒体和密封盖板,获得微波件多材料一体化混合密封结构;
19.s4,激光焊接:利用激光焊接方式将组件外盖体与一体化基体进行熔焊密封,至此,形成功能完备的微波组件。
20.进一步地,在步骤s3之后,且在步骤s4之前,包括步骤:采用电镀或化镀的方式在封装体表层需要部位沉积金属层,以及利用钎焊、粘接方式将裸芯片、微模块、封装单元连接在封装体指定区域。
21.本发明的有益效果包括:
22.本发明采用粉末冶金或喷射成型、精密数控机加和激光焊接的工艺路线,制作出一种微波件多材料一体化混合密封结构。这种密封结构最大的特点是可同时对三种及以上的材料体系同时进行激光焊接密封。突破了传统工艺只能对一种或两种材料体系同时激光焊接的限制,极大地提升了高密度集成微波组件的设计自由度,减小了微波组件封装体积,最大限度地提升了高密度集成微波组件的集成度。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
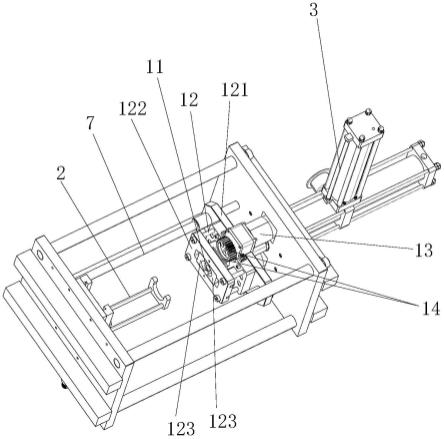
24.图1为本发明实施例中热膨胀系数局部可调的一体化微波盒体封装结构示意图;
25.图2为本发明实施例中封装盒体与盖板配合结构样式示意图。
具体实施方式
26.本说明书中所有实施例公开的所有特征,或隐含公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合和/或扩展、替换。下面根据附图1~图2,对本发明的技术构思、解决的技术问题、工作原理、工作过程和有益效果作进一步详细、充分地说明。
27.本发明实施例提供一种微波件多材料混合密封结构和工艺设计方法,采用粉末冶金或喷射成型、精密数控机加和激光焊接的工艺路线,实现多材料一体化混合密封结构的微波件密封封装结构。与传统密封方式不同,本发明在微波件封装盒体时受性能需求和结
构限制时,允许密封区域出现两种以上材料同时进行激光焊接密封的需求。具体表现为封装盒体上与盖板配合的激光焊接密封区域有两种及以上材料成分,盖板为单一成分,但盖板材料成分与盒体上需要激光焊接密封区域的材料成分均不同。本发明可以解决这种需求的工程化问题,包括结构形式、工艺设计方法和具体的密封工艺方法。
28.本发明实施例中封装材料是铝合金和热膨胀系数梯度变化的高硅铝合金复合材料,密封盖板采用4047铝合金或不同硅含量的硅铝合金。
29.基于上述封装材料,本发明实施例还提供一种微波件多材料一体化混合密封结构的工艺设计方法,该方法依靠下述工艺过程实现:图纸绘制、材料制备、精密数控机加工、激光焊接。
30.图纸绘制是指使用autocad、catia或pro/e等工具绘制封装盒体和盖板机械制造图纸。
31.材料制备是指采用粉末冶金或喷射成型的方式将不同硅含量的铝合金或铝基复合材料制备成一块整体的封装材料,封装材料上不同区域根据封装需求具有不同的热膨胀系数、导热率和熔焊性能。具体包括:
32.在实际应用过程中,封装盒体材料优选4047、6061和6063铝合金及硅含量70%及以下的硅铝合金;
33.在实际应用过程中,密封盖板材料优选4047、6061和6063铝合金或硅含量70%及以下的硅铝合金;
34.在实际应用过程中,封装盒体激光焊接密封部位是6063或6061铝合金时,密封盖板激光焊接相应部位采用4047铝合金;
35.在实际应用过程中,密封盖板激光焊接密封部位是6063或6061铝合金时,封装盒体激光焊接相应部位采用4047铝合金;
36.在实际应用过程中,封装盒体激光焊接密封部位是硅含量70%(设硅含量为x%)及以下的硅铝合金时,密封盖板激光焊接相应部位采用4047铝合金或硅含量(77-x)%及以下的硅铝合金;
37.在实际应用过程中,密封盖板激光焊接密封部位是硅含量70%(设硅含量为x%)及以下的硅铝合金时,封装盒体激光焊接相应部位采用4047铝合金或硅含量(77-x)%及以下的硅铝合金;
38.在实际应用过程中,密封盖板厚度优选0.5mm~1.0mm;
39.在实际应用过程中,封装盒体和密封盖板结合形式可为搭接式或嵌入对接式,详见附图2。
40.在实际应用过程中,精密数控机加工是指根据封装盒体和盖板设计要求(包括上述要求),采用线切割和铣削等机械加工工艺方法,将制备的材料加工成封装盒体和密封盖板,从而获得一种微波件多材料一体化混合密封结构。
41.为了使本发明实施例的内容更加清楚易懂,下面以某一热膨胀系数局部可调的一体化微波盒体封装结构为例,结合附图作进一步描述:如图1所示,在多芯连接器钎焊部位,设计成硅含量50%的硅铝合金(图1中材料3),该区域热膨胀系数11ppm,钎焊多芯连接器后,可保证多芯连接器钎焊的可靠性。在安装提耳部位,设计为6061铝合金(图1中材料4),可保证提耳的安装强度。在与芯片直接连接的部位,设计硅含量70%的硅铝合金(图1中材
料5),该区域热膨胀系数7ppm,钎焊芯片后,可保证芯片钎焊的可靠性。封装盒体主体设计为6063铝合金(图1中材料2),保证封装体整体轻量化、激光焊接密封性、机械微结构加工性和封装盒体整体韧性。密封盖板设计为4047铝合金(图1中材料1),保证与其余材料部分使用同一激光参数同时激光焊接密封时的整体工艺兼容性。
42.其制作方法是:第一,采用绘图软件绘制该结构的工程图纸。第二,采用粉末冶金或喷射成型的方式做出一体化封装体结构雏形。第三,采用精密加工的方式将一体化封装结构加工成型。第四,采用电镀或化镀的方式在一体化封装体表层需要部位沉积金属层。第五,利用钎焊、粘接等方式将裸芯片、微模块、封装单元等连接在一体化封装体指定区域。最后,再利用激光焊接等方式将组件外盖体与一体化基体进行熔焊密封。至此,形成功能完备的微波组件。
43.本发明实施例所述多材料混合密封结构和工艺设计方法的具体参数要求,如封装结构上具体材料种类、不同部位硅含量设计要求、结构要求等,可实际本发明实施例的技术构思进行细节设计。图1所示为微波件多材料一体化混合密封结构示意图,图中封装体为一体化整体结构,材料本体在微观上是连续的,没有微观分界面。基于微组装可靠性需求,封装体上不同的功能区域材料成分不同,从而表现为不同区域材料物理性能不同。传统的密封结构设计微波件盒体和盖板激光焊接影响部位均为单一材料,这种结构与传统结构的不同点包括:与密封盖板(材料1)激光焊接影响部位(盒体和盖板直接接触部位1.5mm内)的材料不止一种,根据封装可靠性需要在可选范围内可以设置多种(材料2、材料3、材料4和材料5)。这种设计结构提高了梯度硅铝微波件盒体结构设计的灵活性,突破了传统激光焊接密封处需要单一材料成分的限制,缩小了高密度集成微波件的封装体积。
44.实施例1:一种微波件多材料混合密封结构,包括利用梯度材料作为微波组件封装结构基体材料来实现的激光焊接密封处结构,且所述梯度材料本体在微观上是连续的,没有微观分界面;在由所述微波组件封装结构基体材料组成的封装体上的不同功能区域的材料成分不同,从而表现为不同区域材料物理性能不同。
45.实施例2:在实施例1的基础上,所述微波组件封装结构基体材料包括铝合金和/或热膨胀系数梯度变化的高硅铝合金复合材料。
46.实施例3:在实施例1的基础上,所述不同功能区域包括封装盒体和密封盖板,所述封装盒体和密封盖板的结合结构包括搭接式结构或嵌入对接式结构。
47.实施例4:在实施例1的基础上,所述封装体包括一体化整体结构。
48.实施例5:在实施例1的基础上,所述封装盒体包括主体和局部,局部的材料热膨胀系数可调。
49.实施例6:在实施例1的基础上,所述封装盒体的材料包括4047、6061和6063铝合金及硅含量x%及以下的硅铝合金;所述密封盖板的材料包括4047、6061和6063铝合金或硅含量x%及以下的硅铝合金。
50.实施例7:在实施例6的基础上,当封装盒体激光焊接密封部位是6063或6061铝合金时,密封盖板激光焊接相应部位采用4047铝合金;当密封盖板激光焊接密封部位是6063或6061铝合金时,封装盒体激光焊接相应部位采用4047铝合金;当封装盒体激光焊接密封部位是硅含量x%及以下的硅铝合金时,密封盖板激光焊接相应部位采用4047铝合金或硅含量(77-x)%及以下的硅铝合金;当密封盖板激光焊接密封部位是硅含量x%及以下的硅
铝合金时,封装盒体激光焊接相应部位采用4047铝合金或硅含量(77-x)%及以下的硅铝合金。
51.实施例8:在实施例3的基础上,所述密封盖板厚度在0.5mm~1.0mm之间。
52.实施例9:一种微波件多材料混合密封结构的工艺设计方法,包括步骤:
53.s1,图纸绘制:使用绘图软件绘制微波件多材料混合密封结构的工程图纸;
54.s2,材料制备:采用粉末冶金或喷射成型的方式将微波组件封装结构基体材料制备成一块整体的封装体,封装体上不同区域根据封装需求具有不同的热膨胀系数、导热率和熔焊性能;
55.s3,精密数控机加工:根据封装盒体和盖板设计要求,采用机械加工工艺方法,将制备的封装体加工成封装盒体和密封盖板,获得微波件多材料一体化混合密封结构;
56.s4,激光焊接:利用激光焊接方式将组件外盖体与一体化基体进行熔焊密封,至此,形成功能完备的微波组件。
57.实施例10:在实施例9的基础上,在步骤s3之后,且在步骤s4之前,包括以下步骤:采用电镀或化镀的方式在封装体表层需要部位沉积金属层,以及利用钎焊、粘接方式将裸芯片、微模块、封装单元连接在封装体指定区域。
58.本发明未涉及部分均与现有技术相同或可采用现有技术加以实现。
59.上述技术方案只是本发明的一种实施方式,对于本领域内的技术人员而言,在本发明公开了应用方法和原理的基础上,很容易做出各种类型的改进或变形,而不仅限于本发明上述具体实施方式所描述的方法,因此前面描述的方式只是优选的,而并不具有限制性的意义。
60.除以上实例以外,本领域技术人员根据上述公开内容获得启示或利用相关领域的知识或技术进行改动获得其他实施例,各个实施例的特征可以互换或替换,本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。