搅拌揉捏装置
1.本技术是发明专利申请“用于对产品团进行搅拌揉捏的搅拌揉捏装置和方法”(申请日:2018年2月21日,申请号:201880013211.5)的分案申请。
技术领域
2.本发明涉及一种用于对产品团进行搅拌揉捏的搅拌揉捏装置。
背景技术:
3.搅拌揉捏装置(也称为搅拌揉捏机)是用于加工食品产品团、尤其用在巧克力制造中的装置。借助这种装置可将原料,例如可可块、糖、可可脂和/或奶粉进行掺杂并且按本领域技术人员已知的方式在施加挤压力和/或剪切力的情况下进行加工。后者通常也称为搅拌揉捏并且尤其用于使湿气以及具有不期望的特性的物质,例如醋酸或醛排出。
4.搅拌揉捏是一个重要的工艺步骤,该工艺步骤可主要确定最终产品的品质和味道。此外涉及时间相对紧迫的工艺步骤,该工艺步骤通过相应很高的能量需求表征。
5.已经显示出,借助已知的装置和方法不是始终能够实现期望的产品品质,尤其在需要高效且节省能量时。
技术实现要素:
6.因此,本发明的目的是提供用于搅拌揉捏产品团的搅拌揉捏装置,其可在效率更好的情况下实现产品的高品质。
7.为了实现该目的,本发明提出具有在权利要求1中给出特征的搅拌揉捏装置。
8.根据本发明的搅拌揉捏装置包括容器,容器形成用于产品团的容纳空间。容器可构造成闭合的或至少部分打开的。换句话说,容纳空间可基本完全地包围产品团。但是对此容纳空间和/或容器也可通过输送通道或开口至少局部地被中断和打开。
9.容纳空间可由容器内壁和/或容器的内横截面包围。容器内壁以及容纳空间还可加热或冷却,例如经由布置在容器壁中的通道和/或管来进行,加热的流体通过通道和/或管引导。容器可具有与容纳空间基本同种形状。换句话说,容器的外横截面的构型可至少在其大部分轴向长度上基本相应于其内横截面的构型,其中,后者可形成容纳空间。
10.产品团可包括添加物可可块、糖、可可脂、奶粉和脂肪中的至少一种。通常可涉及基于脂肪块的用于制造嗜好品、尤其用于制造巧克力的产品团。
11.根据本发明,搅拌揉捏装置还包括至少局部地容纳在容器中的轴,轴构造成围绕其纵轴线旋转。轴还可至少局部地延伸通过容纳空间。在一种实施方式中,轴基本在中央延伸通过容器和/或容纳空间并且尤其容器和/或容纳空间基本围绕轴旋转对称地延伸。不同于旋转对称,可通过容器和/或容纳空间中的局部开口或输送通道来实现。
12.在本公开中只要没有不同的说明或明显不同术语“轴向”和“径向”涉及轴的纵轴线。此外,在本公开中通常可设置成,轴纵轴线相应于空间中的水平线,从而径向延伸可涉及在空间中的竖向。术语“之上”和“之下”可涉及沿竖向在轴纵轴线或包含纵轴线的水平面
之上或沿竖向在轴纵轴线或包含纵轴线的水平面之下的位置。例如在轴纵轴线之下的位置可涉及在轴纵轴线和搅拌揉捏装置周围的地面区域之间的位置。
13.轴可基本构造成圆柱形和/或长形延伸地构造。轴还可从容器或容纳空间的一端部延伸至相对端部并且也可选地在两侧支承在装置之内。
14.搅拌揉捏装置还包括至少一个搅拌揉捏工具,搅拌揉捏工具与轴联接以共同旋转,从而在装置的搅拌揉捏运行中搅拌揉捏工具在第一环绕方向上沿着环绕轨道运动。换句话说设置成,装置的搅拌揉捏运行通过轴的预定旋转方向以及搅拌揉捏工具的预定环绕方向来表征。搅拌揉捏工具的环绕方向可尤其涉及其下面描述的作用面的环绕方向。如下所述,还可设置用于将产品团从容纳空间中输出的装置的输出运行。在该输出运行期间轴可逆着搅拌揉捏运行的旋转方向旋转并且因此搅拌揉捏工具在与第一环绕方向相反的第二环绕方向上沿着环绕轨道运动。
15.搅拌揉捏工具运动所沿的环绕轨道可围绕轴纵轴线同心地且尤其圆形地伸延。搅拌揉捏工具还可包括定位区段和作用面。定位区段可从轴基本径向地延伸并且作用面以相对于容器的内壁期望的定向和/或期望的间距来布置。作用面也可相对于定位区段成角度地延伸。具体而言,根据本发明设置成,搅拌揉捏工具的作用面面对容器的内壁。根据一种变型方案,作用面还相对于轴纵轴线以相对平缓的角,例如在0
°
和40
°
之间的角或与其平行地延伸。
16.作用面可为搅拌揉捏工具的在搅拌揉捏运行中对产品团进行期望加工且为此与其互相作用的区段。例如作用面可构造成,为了搅拌揉捏,作用面将所需的挤压力和/或剪切力施加到产品团上。相应地,搅拌揉捏工具的环绕轨道可定义为在轴旋转时其作用面的环绕轨道。
17.一般来说,搅拌揉捏装置也可包括多个搅拌揉捏工具,搅拌揉捏工具分别与轴联接并且可以预定的方式与其一起旋转。例如可设置多于三个的搅拌揉捏工具以及尤其至少四个、至少五个或至少六个搅拌揉捏工具。在该上下文中,搅拌揉捏工具可如此相对彼此布置,使得其作用面在彼此没有明显轴向间距的情况下沿着轴彼此排列和/或有微小的轴向重叠。由此可实现基本轴向连续地覆盖容器内壁或换句话说,沿着轴在轴向几乎无间隙地加工产品团。
18.作用面还构造成,逆着第一环绕方向看,在容器内壁和作用面之间的径向间隙至少局部地减小。因此作用面可构造成,产品团至少局部被挤压和/或剪切,因为在继续朝第一环绕方向运动时在作用面和容器内壁之间的缝隙越来越窄。确切地说,首先产品团可经由尺寸相对大的径向间隙到达作用面和容器内壁之间,但是其中,在轴继续在第一环绕方向上旋转时该间隙变窄。这使得挤压力和/或剪切力可作用到产品团上。因此总体来说,在作用面和容器内壁之间的缝隙可至少局部地基本为楔形或漏斗形。
19.换句话说,在搅拌揉捏运行中作用面包括入口侧的区域,产品团经由入口侧的区域到达作用面和容器内壁之间的缝隙中。作用面也可包括出口侧的区域,逆着第一环绕方向来看,出口侧的区域置于入口侧的区域之后。在作用面和容器内壁之间的径向间距(或换句话说径向间隙)可在入口侧的区域和出口侧的区域之间至少局部地减小。
20.再换句话说,作用面如此构造,使得在略过固定不动的容器内壁的预定区段时在容器内壁和作用面之间的径向间隙至少暂时地减小,该径向间隙尤其可为点状的。
21.应理解,在作用面和容器内壁之间的径向间隙也可局部地再增大。这尤其可在逆着第一环绕方向来看布置在具有变窄的径向间隙的作用面区段之后的区域中进行。换句话说,作用面可构造成,使得在完成产品团的挤压和/或剪切之后径向间隙至少局部地再次增大。这尤其可涉及作用面的在搅拌揉捏运行中的出口侧区域。
22.一般来说,作用面可包括与容器内壁相对的弯曲区域以及尤其包括凸形弯曲的区域。因此作用面可如此成型,使得作用面朝容器内壁的方向拱曲或鼓起。一般来说,作用面可包括凹陷部、倾斜区域或导向面,以通过在作用面和容器内壁之间的缝隙实现期望的产品流。但是也可想到的是,作用面具有基本平滑的且闭合的表面。
23.本发明的一种改进方案在于,作用面具有沿着环绕轨道延伸的凹陷部。凹陷部可通过作用面的相对的边缘区域限定,边缘区域例如可相对于凹陷部倾斜伸延。换句话说,边缘区域可形成凹陷部的倾斜的侧壁区域。凹陷部可限定导向区域或换句话说限定导向通道,导向通道沿着环绕轨道延伸。由此使得产品团流能沿着作用面以及沿着环绕轨道。
24.在本文中还可设置成,沿着第一环绕方向来看,基本横向于环绕轨道伸延的凹陷部宽度逐渐增大。宽度增大可阶梯式地进行或也可连续地通过可变的或恒定的增加来实现。因此,凹陷部一般可构造成漏斗形或楔形,其中,逆着第一环绕方向来看,凹陷部可变窄。相应地,逆着第一环绕方向来看,由凹陷部限定的导向区域或导向通道变窄,这可促使产生期望的挤压力和/或剪切力。
25.搅拌揉捏工具还可包括刮除器,沿着环绕轨道看,刮除器至少部分地与作用面间隔开。尤其逆着第一环绕方向来看,刮除器可置于作用面之后和/或仅沿着环绕轨道微小重叠。在第一环绕方向来看,相比于刮除器,作用面例如可占据搅拌揉捏运行中的前部位置。换句话说,刮除器在搅拌揉捏运行中可比入口侧的区域更靠近作用面的出口侧的区域。因此,刮除器可构造成,在搅拌揉捏运行中基本与产品团相互作用,产品团在搅拌揉捏工具的当前运动或转动周期之内已经通过作用面被加工。
26.刮除器一般可构造成,除去附着在容器内壁上的产品团和/或以期望的方向输送。刮除器相对于容器内壁以小于3mm、小于2mm、约1mm或更小的间距布置。相比于搅拌揉捏工具的作用面,刮除器可构造成具有明显更小的面,刮除器以该面与容器内壁相对。该面尤其可基本为线形的并且例如小于通过搅拌揉捏工具的作用面限定的面的25%、小于10%或小于5%。
27.在本文中还可设置成,刮除器经由间隔件布置在作用面上,其中,间隔件尤其构造成,间隔件能够使产品团径向地通过。间隔件可基本平行于或沿着环绕轨道延伸并且使刮除器沿着环绕轨道与作用面以预定间距布置。间隔件可包括至少一个杆、至少一个型材或其他的合适结构。
28.产品团的通过可尤其涉及产品团体积,沿着环绕轨道来看产品团体积布置在刮除器和作用面之间。刮除器可使得产品团体积朝轴的方向通过。对此间隔件可包括开口或一般来说没有完全遮盖刮除器和作用面之间的区域。
29.不限于前面关于刮除器所述特征,刮除器也可相对于容器内壁弹性预紧。该预紧一般可实现为弹性的,尤其使得刮除器以预定的压紧力贴靠在容器内壁上。对此刮除器可铰接地与作用面和/或搅拌揉捏工具连接并且弹性地朝容器内壁的方向挤压。以这种方式可实现在刮除器和容器内壁之间的较小间距或接触,其中,基于刮除器的预紧补偿容器的
制造公差。
30.刮除器和作用面还沿着轴纵轴线的共同区段延伸。换句话说,刮除器和作用面可至少部分地轴向重叠或也可基本完全重叠,即例如构造成具有一致的轴向长度。一种实施方式设置成,刮除器以不大于作用面的轴向长度的50%、或不大于25%、或不大于10%沿轴向突出到作用面上。
31.刮除器还可如此定向,使得刮除器至少在搅拌揉捏工具朝与第一环绕方向相反的第二环绕方向旋转时产生朝容器的产品排出部的方向的产品团流。第二环绕方向可为在搅拌揉捏装置的所述输出运行中的环绕方向。在这种情况下刮除器可以优选的方式例如相对于轴纵轴线成角度并且以这种方式产生优选的产品团流。产品排出部可尤其沿轴向在中间布置在容器上及其下侧。
32.在多个搅拌揉捏工具的情况下,刮除器可分别根据搅拌揉捏工具的位置情况沿着轴纵轴线个别地定向。尤其刮除器可分别如此定向,使得可产生朝容器中间的方向的前述产品质量流。例如布置在产品排出部或容器中间的两侧的刮除器彼此相反和/或镜像地定向,以便可使产品团分别朝产品排出部的方向输送。术语“容器中间”一般可涉及容器和/或容纳空间的轴向中间区域。
33.因此根据轴的旋转方向,刮除器承担不同功能。在输出运行期间,刮除器有助于快速且有效地输出产品团,而在搅拌揉捏运行中可从容器内壁上移除产品团剩余物。
34.该装置还可包括至少一个换向工具,至少一个换向工具与轴联接以共同旋转,其中,换向工具尤其在可选地与相邻的容器内壁共同作用的情况下构造成,产生朝容器中间的方向的产品团流。产生朝容器中间方向的产品团流可至少在装置的搅拌揉捏运行中进行。相比于搅拌揉捏工具的作用面,换向工具可具有明显更小的面,其以该面与容器内壁相对(例如小于作用面的25%、小于10%、或小于5%)。该面还可基本为线形或长形延伸地构造。
35.换向工具在轴上可沿轴向与搅拌揉捏工具间隔地布置。换向工具的与产品团相互作用以进行换向的作用面又可经由换向工具的定位区段沿径向与轴间隔开。
36.根据一种实施方式设有至少两个换向工具,至少两个换向工具布置在容纳空间和/或轴的相对的轴向端部上。对此所有的搅拌揉捏工具可沿轴向布置在至少两个换向工具之间。因此换向工具可构造成,使产品团从容纳空间的轴向端部区域中再次朝容器中间的方向输送,以便在容纳空间之内产生优选的产品团流。
37.换向工具可基本仅借助为此特殊定向的作用面实现产品团流。但是根据一种实施方式,基本与相邻的容器内壁以及尤其与容纳空间的相邻轴向端部区域共同作用地产生产品团流。对此,换向工具可定向成,使得其在搅拌揉捏运行中首先继续沿轴向向外并且因此离开容器中间地挤压产品团,然后通过容器内壁使产品团朝容器中间的方向换向。尤其可在轴纵轴线附近的区域中或轴纵轴线之上使产品团流朝容器中间的方向回引。
38.更为重要地,发明人已经发现,借助换向工具可在容纳空间之内产生优选的产品流,产品流尤其可使得产品团更密集地通风。
39.本发明的一种改进方案在于,容纳空间沿着轴纵轴线的长度大于容纳空间的径向延伸。因此,在包含轴纵轴线的剖面中看(下面也称为“纵剖面”),容纳空间可构造成具有基本长形延伸的形状,例如构造成长形延伸的椭圆形。
40.额外地或可替代地设置成,容纳空间的径向延伸分别从容纳空间的轴向端部朝容纳空间的最大横截面的区域增大,其中尤其在横截面最大的区域中或其附近布置产品排出部和/或产品出口。径向延伸的增大可基本相等地、可变地或级阶式地进行。最大横截面可为包括容器的最大径向延伸的区域,例如最大直径。换句话说可为包括容纳空间的围绕轴纵轴线最大内周的区域。最大横截面还可形成容纳空间的对称平面,其中,容纳空间可构造成关于对称平面基本镜像对称。
41.根据一种变型方案,在前述纵剖面中看容纳空间基本构造成椭圆形、菱形或对顶锥,在其中锥形的基面彼此邻接。
42.对此,椭圆形、菱形或对顶锥形状的较大轴线与轴纵轴线重合。额外地或可替代地,椭圆形、菱形或对顶锥形状的较小轴线与关于轴纵轴线的径向延伸重合并且尤其限定容纳空间的最大横截面。
43.在本公开中,容器一般可构造成固定不动的,其中,在其内部轴与安装在其上的搅拌揉捏工具相对于容器运动。因此,空气出口和/或产品出口一般也可固定不动地布置在搅拌揉捏装置之内。例如产品出口一般可布置在容器的下侧,下侧可面对搅拌揉捏装置的周围环境中的地面区域。空气出口也可布置在容器的上侧,上侧背离地面区域。换句话说产品出口可布置在轴纵轴线之下和/或空气出口可布置在轴纵轴线之上。
44.在一种实施方式中空气出口和产品出口可基本相对或换句话说定位在容器的彼此相对的内壁区域上。产品出口和空气出口可提供到环境中的开口,开口也可打开和闭合,例如经由阀机构进行。可选地靠近横截面最大的区域可为不大于2m、不大于1m、不大于50cm、或不大于20cm的轴向间距。尤其可设置成,至少产品出口直接布置在横截面最大的区域中并且空气出口与其沿轴向微小地间隔开。
45.容器内壁可限定输送或导向斜面,以朝产品出口的方向引导产品团。通过在横截面最大的区域中布置空气出口还可有意地实现与在容纳空间之内的产品团的填充面的较大间距。这例如可在搅拌揉捏期间限定灰尘排出到环境中。
46.容器还可包括空气入口,空气入口如此定位,使得在搅拌揉捏运行中空气入口可布置在产品团的填充面之下,和/或其中,空气入口定位在轴纵轴线之下。
47.因此可设置成,在搅拌揉捏运行中产品团填充最大至预定的填充面。空气入口可布置在预定的填充面之下。这又可涉及布置在容器的下侧或附近,下侧面对搅拌揉捏装置的周围环境中的地面区域。
48.因此总体上能够在填充面之下为产品团输送空气,但是也可输送含脂肪的添加物,其也可经由空气入口输送。发明人已经发现,以这种方式可实现更好的混合并因此从产品团中充分排出氧化镁物质。
49.一般空气入口可构造成,使得经由其输送的空气或可能的其他添加物基本在第一环绕方向输送给产品团。为此产品入口可包括或形成输入通道。换句话说可经由空气入口将与第一环绕方向和/或搅拌揉捏工具的环绕轨道和/或邻接的容器内壁基本相切地将空气或添加物输入产品团中。术语“基本相切”可涉及,输送方向的与第一环绕方向、环绕轨道或容器内壁相切伸延的矢量分量明显高于与其横向伸延的矢量分量,尤其高至少两倍、三倍或四倍。
50.不限于前面关于空气入口所述特征还可想到的是,空气入口包括至少局部变窄的
区域和/或节流机构。该区域或该节流机构可布置在空气入口和容纳空间之间的过渡区域的附近或紧邻地布置在该过渡区域中。合适的节流机构的一种示例是使空气入口的横截面在至容纳空间的过渡区域中局部变窄的板材。一般地,该变型方案能够基于空气入口的横截面变窄而有针对性地提高空气输入的流动速度。由此例如可实现更为有效地干燥产品团。由此也可更有效地除去空气入口区域中、尤其在前述的过渡区域中的脏物。
51.搅拌揉捏装置还可包括压缩空气单元,压缩空气单元构造成经由空气入口将压缩空气输送给容器,尤其使得压缩空气输送基本在第一环绕方向上进行。压缩空气单元可包括喷嘴,经由喷嘴可将压缩空气有选择性地吹入空气入口中。喷嘴可如此定位和/或确定尺寸,使得额外地也可通过空气入口输送其他添加物,例如呈脂肪或清洁剂形式的添加物。
52.术语压缩空气也可包括与普通的环境空气不同的处于压力下的气体或气体混合物。在第一环绕方向上的输送可涉及前述的相切输出。输送的压缩空气可具有例如高于环境压力0.1至0.3bar的空气压力。
53.此外在本文中可设置成,搅拌揉捏装置包括加热单元,加热单元构造成,其加热经由空气入口输入的空气。这尤其可包括使空气在输送或吹入到容纳空间中之前被加热,例如在压缩空气储存器之内加热。
54.装置还可包括重量检测单元,重量检测单元构造成,在装置运行中检测容器以及包含在其中的产品团的重量。对此可涉及搅拌揉捏运行期间产品团的重量,例如监控产品团的湿气以及重量损耗。重量检测单元为此可包括所谓的称重单元。
55.搅拌揉捏装置还可包括控制机构,控制机构构造成,根据重量检测单元的检测信号控制和/或调节搅拌揉捏运行。例如控制机构可设置成,基于检测的重量以及尤其检测的重量减小至少控制轴的旋转速度、搅拌揉捏运行的总持续时间、空气输送的时间点或空气输送的量以及可加热的容器的温度。
56.本发明还涉及用于尤其借助根据前述方案中任一项所述的装置对产品团进行搅拌揉捏的方法,包括以下步骤:
[0057]-将产品团填充到容纳空间中,容纳空间由容器形成,
[0058]-使至少局部地容纳在容器中的轴围绕其纵轴线旋转,以及
[0059]-使搅拌揉捏工具在第一环绕方向上沿着环绕轨道运动,搅拌揉捏工具与轴联接以共同旋转,
[0060]
其中,搅拌揉捏工具包括面对容器的内壁的作用面,并且其中,作用面构造成,使得逆着第一环绕方向看在容器内壁和作用面之间的径向间隙至少局部地减小。
[0061]
因此该方法可规定,借助搅拌揉捏工具的特殊构造的作用面在第一环绕方向上的旋转将前述挤压力和/或剪切力施加到产品团上。
[0062]
一般该方法可包括任一其他步骤和任一其他特征,以实现上述所有优点和相互作用。例如该方法还可包括在搅拌揉捏运行中借助搅拌揉捏工具的作用面加工产品团的步骤和/或在输出运行中借助搅拌揉捏工具的前述刮除器输出产品团的步骤。
[0063]
根据一种改进方案,该方法包括在产品团的填充面之下输入空气和/或含脂肪的添加物的步骤。这可涉及前述的经由容器的空气入口的输入并且又基本与第一环绕方向相切地进行。
[0064]
该方法还可包括检测包含在容器中的产品团的重量,尤其确定产品团的脱水度。
对此可检测容器的总重量以及包含在其中的产品团,然后通过减去已知的空容器重量可计算出在搅拌揉捏运行期间包含在容器中的产品团的重量以及特别是其重量减小。该方法还可涉及根据检测的重量控制搅拌揉捏运行的步骤,其中,该控制可涉及前面根据控制机构讨论的参数。
[0065]
该方法还可包括使搅拌揉捏工具的环绕方向换向的步骤,以从容器中输出产品团。这可在前述输出运行中进行。环绕方向的换向可涉及搅拌揉捏工具朝与第一环绕方向相反的第二环绕方向运动。在本文中还可设置打开产品出口的步骤,从而产品团可经由产品出口排出。这可包括打开产品出口的阀机构。
[0066]
最后该方法还包括在从容器中输出产品团期间才将含脂肪的添加物的总体待输送的量中的预定部分输入。由此可实现,含脂肪的添加物承担清洁功能,以有效地从容器的容纳空间中除去产品团的剩余物。
附图说明
[0067]
下面根据示意图详细阐述本发明的优选实施方式。其中示出:
[0068]
图1示出了根据第一实施例的搅拌揉捏装置的纵剖面;
[0069]
图2示出了图1中的搅拌揉捏装置的轴的透视细节图;
[0070]
图3示出了图1中的搅拌揉捏装置的搅拌揉捏工具的单个零件透视图;
[0071]
图4示出了图1中的装置的横截面图,以用于阐述该装置的搅拌揉捏运行;
[0072]
图5示出了根据另一实施方式的搅拌揉捏工具的单个零件透视图;以及
[0073]
图6示出了根据本发明的方法的流程图。
具体实施方式
[0074]
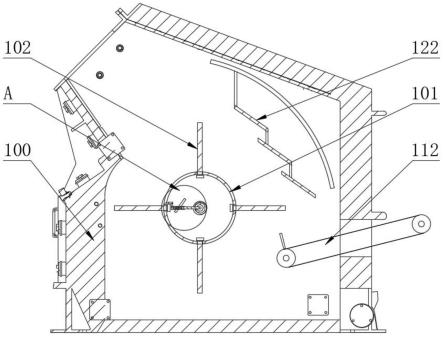
在图1中示出了根据本发明的第一实施方式的搅拌揉捏装置并且概括性地用10表示该搅拌揉捏装置。搅拌揉捏装置10在其周边经由支座12支撑在水平的地面上。搅拌揉捏装置10还包括两个侧向的框架组件14,框架组件彼此间隔开并且分别经由其中一个支座单元12支承。圆柱形的轴16在框架组件14之间延伸,轴可转动地相应支承在框架组件14中。轴16沿着轴纵轴线l伸延,框架组件14沿着该轴纵轴线彼此间隔开。
[0075]
在图1左侧的框架组件14中,轴16与驱动单元18联接。驱动单元18构造成,驱动轴16围绕其纵轴线l旋转。在图1右侧的框架组件14中,轴16可围绕其纵轴线l转动地支承在轴承单元20上。
[0076]
搅拌揉捏装置10还包括容器22,容器在框架组件14之间沿着轴纵轴线l延伸。容器22固定地与框架组件14联接并且一般构造成空心的。确切地说,容器22形成容纳空间24,容纳空间通过容器22的相应内壁限定。除了下面所述的开口以外,容器22和容纳空间24构造成闭合的。
[0077]
在图1中可看出,容器22容纳轴16的在框架组件14之间以及在驱动单元18和轴承单元20之间延伸的区段。此外,容器22的形状相应于容纳空间24的形状,或换句话说容器22的外横截面基本相应于容纳空间24的内横截面。在示出的情况下,容器22以及容纳空间24基本构造成关于轴纵轴线l旋转对称,其中,轴纵轴线l在容器22中居中地被容纳并且延伸通过容器。此外,由容器22形成的容纳空间24的轴向长度a超过容纳空间24的最大径向延伸
e。
[0078]
具体可看见,容纳空间24的径向延伸e从靠近驱动单元18的第一轴向端部区域26至横截面最大的区域28逐渐增大、换句话说,逐渐增大至最大径向延伸e。相同地,径向延伸e从容纳空间24的靠近轴承单元20的第二轴向端部区域30朝横截面最大的区域28的方向逐渐增加。换句话说,容纳空间24的径向延伸e从其相应的轴向端部26、30开始朝横截面最大的区域28逐渐增大。因此,容纳空间24构造成椭圆形,其中,较小椭圆轴线相应于在图1中示出的径向延伸e。容纳空间24的形状也可描述为具有彼此邻接的基面和在端部区域26、30中倒圆的顶端的对顶锥。顶端例如可倒圆为球形或可替代地也可构造成平的端部。最后需要指出,横截面最大的区域28形成正交于轴纵轴线l伸延的对称平面。容纳空间24基本构造成关于该对称平面镜像对称。
[0079]
可观察到,在图1中容器22包括两个容器半部23、25,但是在横截面最大的区域28中两个容器半部没有组合在一起。替代地,在图1右侧的容器半部25通过较大的轴向长度表征并且从右侧的轴向端部区域30沿轴向延伸超过横截面最大的区域28。而在图1中左侧的容器半部23从左侧的轴向端部区域26开始朝另一容纳半部25的方向延伸。容器半部23、25沿着环绕轴纵轴线l的法兰27组合在一起并且彼此连接。
[0080]
包括两个具有不同轴向长度的容器部件或容器半部23、25的容器结构本身是本发明的独立方案并且不限于与该实施例的其他特征的组合,容器部件或容器半部在轴向横截面最大的区域28之外组合在一起。
[0081]
在横截面最大的区域28中,在背离地面区域以及支座单元12的上侧处布置空气出口32。在相对的位置上、面对地面区域以及支座单元12地布置产品出口34,产品排出部具有可选择性打开和闭合的阀机构。此外,在图1中可看出填料漏斗36,经由填料漏斗可将待加工的产品团或其原料填充到容纳空间24中。
[0082]
轴16借助驱动单元18可相对于固定的容器22围绕其纵轴线l转动,在示出的情况下轴的轴纵轴线l形成空间中的水平线。轴在其容纳在容器22中的区段上具有多个搅拌揉捏和换向工具38、40。这些工具38、40的具体布置和数量从图2中的透视细节图中可看出,在其中也示出了搅拌揉捏装置10的驱动单元18和轴承单元20的位置。
[0083]
在图2中可看出,轴16在其靠近容纳空间24的端部区域26、30以及靠近驱动单元18或轴承单元20的轴向端部处分别具有换向工具40。换向工具40包括弯曲的换向区段42,换向区段经由定位区段44相对于轴16有预定径向间距地布置。换向区段42具有面对容器内壁的并且基本为线形的面47。如在图1中可看出,该面以预定的方式相对于轴纵轴线l倾斜,从而该面可在容纳空间24之内产生期望的产品团流。此外,沿着轴纵轴线l以及沿轴向在换向工具40之间总共六个搅拌揉捏工具38相对彼此以相等的轴向间距r1布置。搅拌揉捏工具38除了其沿着轴纵轴线l以及在轴16的周向方向上的定位以外彼此构造成基本相同。另一例外是例如下面阐述的相应的搅拌揉捏工具38的刮除器62的定向。为了清楚,在图1和图2中不是针对所有的搅拌揉捏工具38始终为所有下述特征设置单独的附图标记。
[0084]
搅拌揉捏工具38分别包括定位区段46,定位区段沿径向从轴纵轴线l朝相对的容器内壁的方向延伸。定位区段46在轴16的附近具有基本为圆的横截面,横截面过渡到削平的区域48中。根据搅拌揉捏工具38的位置沿着轴纵轴线l个别地选择削平的区域48的定向,以减小流动阻力(参见图2)。
[0085]
在削平的区域48的径向外端上布置相应的搅拌揉捏工具38的作业区域50的下侧。作业区域50相对于定位区段46成角度地以及沿着相对的容器内壁延伸。此外,作业区域50分别包括面对容器内壁的作用面52(也参见图1)。
[0086]
下面首先根据图4阐述作用面52的结构和功能。图4示出了图1中的搅拌揉捏装置10的横截面示意图,其中,在图1中绘出剖切平面a-a的位置。在图4中仅示意性地示出了容器22并且容器具有向上打开的横截面。
[0087]
在图4中可首先看出轴16,其中,轴纵轴线l垂直于纸面。还示出了换向工具40以及搅拌揉捏工具38。在图4中还可看出搅拌揉捏工具38的沿径向从轴16延伸的定位区段46以及布置在其上的作业区域50。最后可看出,作用面52面对容器内壁,容器内壁限定容纳空间24。
[0088]
作用面52具有第一区域54和第二区域56,第一区域和第二区域沿着容器22的内周彼此间隔开。确切地说,搅拌揉捏装置10构造成,在搅拌揉捏运行中轴16朝第一旋转方向r1旋转,因此与其联接的换向和搅拌揉捏工具38、40朝该方向运动。对此,每个搅拌揉捏工具38的作用面52相对于容器内壁朝第一环绕方向u1运动。
[0089]
对此,每个搅拌揉捏工具38的作业区域50以及尤其作用面52分别沿着围绕轴纵轴线l的圆形环绕轨道58沿着容器内壁运动。在图2中示意性地示出了这种环绕轨道58的走向,其中,环绕轨道58被分配给在附图中从左侧数第三搅拌揉捏工具38。为了完整提及,在图1中在朝第一旋转以及环绕方向r1、u1运动时下部的两个搅拌揉捏工具38朝观察者的方向运动。
[0090]
回到图4可看出,作用面52的第一区域54在第一环绕方向u1上看置于第二区域56之前。换句话说,第一区域54形成作用面52的在装置10的搅拌揉捏运行中进入侧的区域,而第二区域56形成离开侧的区域。
[0091]
因此,在图4中可看出,在作用面52和容器内壁之间的径向间隙s1、s2或换句话说径向间距s1、s2在第一环绕方向u1上看可变。确切地说,径向间隙s1、s2的大小从第一区域54至第二区域56减小,从而在作用面52和容器内壁22之间的缝隙越来越窄(图4:s1>s2)。但是在图4中同样可看出,在作用面区域60中的间隙s3再次增大,其中,反向于第一环绕方向u1来看,作用面区域60置于第二区域56之后。
[0092]
因此综上所述,作用面52构造成,至少在搅拌揉捏运行中并且在朝第一环绕方向u1运动时至少局部地减小在作用面52和容器内壁之间的径向间隙s1、s2。因此在图4中可看出,由作用面52和容器内壁限定的缝隙基本为楔形或漏斗形并且反向于第一环绕方向u1看变窄并且逐渐变尖。因此,在轴16朝方向r1继续旋转时,容器22的分别依次连续的内周区段略过作用面52。对此,由容器内壁上的固定点来看,至少暂时地减小径向间隙s1、s2。
[0093]
关于每个搅拌揉捏工具38的作用面52的结构和功能的其他细节由图3得出。在此可看出,作用面52包括沿轴向布置在中间的凹陷部53,凹陷部沿着环绕轨道58以及因此在作用面52的环绕方向u1上延伸。对此从图1中得到轴纵轴线相对于作用面52的位置。此外在图3中可看出,反向于环绕方向u1看,凹陷部53的轴向宽度b减小。换句话说,凹陷部53越来越细,这有利于产生作用到待加工的产品团上的挤压力和/或剪切力。此外,凹陷部53被作用面52的边缘区域55包围,边缘区域同样沿着环绕轨道58延伸并且在中间容纳和限定凹陷部53。边缘区域55相对于凹陷部53的平面倾斜。
[0094]
下面参考图2可看出,搅拌揉捏工具38还分别包括刮除器62。刮除器经由间隔件64与相应的搅拌揉捏工具38的作业区域50联接。确切地说,刮除器62包括面对容器内壁的线形面65和相对于容器内壁基本径向延伸的面式区域66。间隔件64在作用面52的扩宽区域60附近与作用面连接(参见图4)。
[0095]
在该情况下间隔件64包括第一区段66以及两个沿环绕方向从其中伸出的区段68(参见图2,右半部),第一区段沿轴向沿着作用面52延伸。总体上间隔件64与相对的容器内壁基本等距地延伸。沿环绕方向延伸的区段68具有不同尺寸,从而刮除器62以及尤其其面对容器内壁的面65按预定方式定向。例如在图1中的两个下部的刮除器62中可看出,两个下部的刮除器彼此相反地以及相对于轴纵轴线l倾斜。
[0096]
综上所述,间隔件64用于使刮除器62与相应的搅拌揉捏工具38的作用面52联接。此外,间隔件64在其于图2示出的区段68上构造成,使刮除器62以预定的定向以及以预定的间距相对于作用面52以及相对于容器内壁布置。可替代地或额外地,刮除器62也可相对于容器内壁弹性预紧,这例如可经由在刮除器62和作用面52之间的弹性的合适机构来实现。
[0097]
如还可从图4中看出,逆着第一环绕方向u1看,刮除器62置于作用面52之后。此外,间隔件64和刮除器62限定允许产品团径向通过的开口70。最后在图1中可看出,刮除器62和作用面52覆盖轴纵轴线l的基本相等的轴向区段a1,或换句话说沿着区段a1沿轴向重叠。
[0098]
下面基于前述附图描述搅拌揉捏装置10的搅拌揉捏运行。首先经由填充漏斗36将待加工的产品团的原料输送到容器22中。这可手动地或尤其在较大的设备中以机器来进行,例如经由单独的管道接口来进行。在该情况下原料包括可可块、糖、可可脂和奶粉,以由此获得产品团以便生产巧克力。在图4中示意性地示出了产品团在容器22中升起的产品填充面p。
[0099]
然后,借助驱动单元18在第一旋转方向r1上驱动轴16,从而搅拌揉捏工具38以及特别是其作用面52在第一环绕方向u1沿着其相应的环绕轨道58运动。在作用面52在轴纵轴线l之下运动时,一定部分的产品团到达作用面52和相对的容器壁区域之间的缝隙中。基于根据图4阐述的在这些元件之间的变窄的间隙s1、s2,该部分产品团受到增大的挤压力和/或剪切力(所谓的搅拌揉捏)。这使得产品团按期望地掺杂和混合并且尤其逐渐排出氧化镁物质。
[0100]
相应的产品团部分的可能的路径z示意性地在图4中示出。可看出,该路径z沿着作用面52延伸,然后到达刮除器62的区域中。刮除器62构造成,使得产品团的已经通过作用面52加工的部分与容器内壁脱开。已经加工的产品团部分也可沿径向通过间隔件64和刮除器62之间的开口70。
[0101]
在图1中还可看出,搅拌揉捏工具38沿着轴纵轴线定位,使得搅拌揉捏工具覆盖轴16的分别彼此紧邻的轴向区段a1。对此,在图1中没有示出所有的相应的轴向区段a1。换句话说,通过搅拌揉捏工具38可沿轴向实际上无间隙地加工产品团。根据图4中绘出的产品填充面p理解为,仅在作用面52位于轴纵轴线l之下时进行加工产品团。这涉及图1中分别定位在轴纵轴线l之下的搅拌揉捏工具38,而定位在轴纵轴线l之上的搅拌揉捏工具38布置在产品填充面p之上并因此布置在产品团之外。
[0102]
此外在图1中可看出,在搅拌揉捏运行中进行旋转时换向工具40产生产品团流u,在图1中仅可看出其中一个换向工具,产品团流将产品团挤压到容纳空间24的分别相邻的
轴向端部区域26、30上。这使得在搅拌揉捏运行中产品团根据箭头u连续地在轴向端部区域26、30上朝容器中间的方向换向。对此,容器中间是指包括横截面最大的区域28的轴向中间。具体而言,产品团从位于轴纵轴线之下的区域沿着容器内壁被引导直至大约轴纵轴线l的高度上或超过该高度,产品团从此处开始朝容器中间流动。
[0103]
容器22还包括两个刮除器滚轮33,刮除器滚轮分别布置在轴向端部区域26、30中的其中一个附近。刮除器滚轮33构造成,与轴向外部的搅拌揉捏工具38相互作用并且刮除附着在其上的产品团。
[0104]
因此,通过使轴16继续旋转几分钟或几小时可搅拌揉捏产品团。
[0105]
下面还描述在搅拌揉捏运行期间的空气输送。在图1中可看出,容器22在其轴向中间的两侧分别包括至少一个空气入口72。但是根据其他的实施方式也可各将至少两个、至少四个或至少六个空气入口72设置在轴向中间的两侧。此外,空气入口72布置在轴纵轴线l之下。这还可从图4中看出,在图4中还可看见,空气入口72也定位在产品填充面p之下。空气入口72限定输送通道,输送通道如此定向,使得空气可基本与邻接的容器内壁、第一环绕方向u1以及沿着空气入口72运动的作用面52相切地导入容纳空间24中以及容纳在其中的产品团中。
[0106]
空气的输送可经由在图4中示意性示出的压缩空气单元74来进行,压缩空气单元在输送之前可借助加热单元75将空气加热到预定的温度。通过空气入口72也可在产品填充面p之下输送含脂肪的添加物。
[0107]
此外,在图1中示出了压缩空气单元74的增压器76,增压器布置在搅拌揉捏装置10的其中一个侧向的框架组件14之内。未示出在增压器76和空气入口72之间的连接通道,但是通常可经由管、软管或流体通道来进行。
[0108]
在图4中还用虚线示出了可选的节流机构73,在示出的情况下节流机构构造成板材构件。节流机构73布置在空气入口72和容纳空间24之间的过渡区域中并且在此使空气入口72的流动横截面变窄。因此提高了输送的压缩空气的流动速度,由此可更轻松地将脏物从过渡区域中除去并且更为有效地干燥产品团。
[0109]
最后应指出,搅拌揉捏装置10可包括呈图1中示意性示出的称重单元78的形式的重量检测单元。重量检测单元可以已知的方式检测容器22以及填充在其中的产品团的重量并且由此也检测在搅拌揉捏和/或输出运行期间在容器22之内的产品团的重量变化。基于此可监控搅拌揉捏或输出的进展并且经由未示出的控制单元合适地调节装置10的运行。
[0110]
此外,在图1、2和图4之间稍有不同的地方在于,在图1和图2的情况下在搅拌揉捏工具38和轴16之间的过渡区域构造成基座形状。在图2中示例性地针对其中一个搅拌揉捏工具38,相应的过渡基座67设有单独的附图标记。在图4的情况下,这种过渡基座67为了简化而未示出,但是在此同样设有过渡基座。但是原则上可想到,搅拌揉捏装置10可选地也没有构造这种过渡基座67。
[0111]
下面根据图1和图4描述搅拌揉捏装置10的输出运行。在输出运行中,驱动轴16朝与第一旋转方向r1相反的第二旋转方向r2转动(参见图4)。因此图4中的搅拌揉捏工具38以及特别是其作用面52在与第一环绕方向u1相反的环绕方向u2上旋转。这意味着,产品团基本与刮除器62相互作用并且通过刮除器尽可能地使产品团远离作用面52。
[0112]
具体而言,在图1中可看出,搅拌揉捏工具38的刮除器62分别如此定向,在轴16朝
旋转方向r2相应旋转时刮除器朝容器中间或最大的径向横截面28的方向产生产品团流p2。这使得产品团可快速地经由布置在轴向中间的产品出口34从容器22输出。这还通过容纳空间24的前述椭圆形的纵剖面来辅助。基于该形状,容器内壁在产品出口34附近限定导向斜面,从而产品团在重力的作用下朝产品出口34的方向流动。
[0113]
在图5中示出了根据本发明的搅拌揉捏装置10的可替代的实施方式的搅拌揉捏工具38。对此,相比于第一实施方式作用相同或同类特征以相同的附图标记表示。搅拌揉捏工具38还包括定位区段46,搅拌揉捏工具38的作业区域50布置在定位区段的径向外端。作业区域与第一实施方式的不同之处在于,作用面52构造成平坦的且朝相对的容器内壁的方向凸形弯曲的作用面52。作用面52的弯曲半径和/或作业区域50相对于内壁的定向在此如此选择,使得在搅拌揉捏运行中重新出现径向间隙变窄部,如根据图4所述地。
[0114]
在图5中还可看出刮除器62,反向于第一环绕方向u1来看,刮除器置于作用面52之后。这又经由间隔件64实现,间隔件包括两个基本平行于容器内壁延伸的连接片68。刮除器62又经由间隔件64定向,使得在输出运行中所述的输送作用朝产品出口34的方向实现。
[0115]
最后,根据图6描述根据本发明的方法的流程的示例。在第一步骤s1中,容器22经由填充漏斗36被填充形成产品团的原料,在此基本为可可块、糖、可可脂和奶粉。这又可手动地或尤其在较大的设备中以机器来完成,例如经由合适的管道接口。
[0116]
然后在第二步骤s2中在第一旋转方向r1上驱动轴16,以便使各个组成成分混合成尽可能均匀的混合物并且将混合物翻松。也称为预混合的步骤s2可包括驱动轴16三至十分钟。
[0117]
然后在步骤s3中在轴继续旋转的情况下进行所谓的干燥搅拌揉捏。对此附加地使热空气经由图4中的空气入口72吹入,从而使空气在产品填充面p之下到达产品团中。这促进充分混合以及氧化镁物质排出。由于基本相切地输入空气,此外空气被预热到预定温度,也改善了空气在产品块之内的分布。根据期望的产品团产品品质和特性,该步骤可持续比根据步骤s2的预混合明显更长的时间。
[0118]
在步骤s3中可在预定的时间间隔中输入空气。同时经由容器22的空气出口32(参见图1)排出空气以及包含在其中的湿气。这导致增加了产品团的重量损失,该重量损失可借助图1中的称重单元78检测。在图3中对重量减小(或由此得到的脱水度)的检测作为单独的步骤s4示出。但是该步骤在时间上也可与步骤s3重叠或与其完全同时进行。步骤s3的搅拌揉捏运行还可持续地匹配于检测到的重量减小。在完全的干燥搅拌揉捏之后的典型重量损失例如可包括原始产品团的重量的约1%。
[0119]
在步骤s3中的干燥搅拌揉捏期间,产品团可包括最大23%以及尤其12%至15%的脂肪部分。但是这可根据产品团和待制造的最终产品来改变。在制造黑巧克力时例如可取消加入奶粉,从而提高脂肪含量。
[0120]
直到步骤s3和s4,首先没有进一步的液体或脂肪加入,从而产品团仅在所述的输入热空气的情况下进行加工。而在步骤s5中输入含脂肪的添加物,这在轴16朝第一旋转方向r1继续旋转的情况下使产品团变为液体。如所述地,该含脂肪的添加物可经由切向的空气入口72在产品填充面p之下输入。此外在经由空气入口72输入时也可使存在于其中的产品附着物松脱并因此清洁空气入口72。
[0121]
在搅拌揉捏结束时,可在步骤s6中开始搅拌揉捏装置10的输出运行。如前所述,在
此在相反的第二旋转方向r2上驱动轴16,从而刮除器62朝轴向中间的产品出口34输送产品团。在此产品出口34的阀组件打开。此外,在步骤中或该步骤不久之前才可输入总体需要输入的含脂肪的添加物的预定部分,从而避免产品团剩余部分附着在容器内壁上并且实现对容器22的尽可能完全的排空。借助该方法例如实现在容器22中留下低于总质量的0.5%以及尤其低于0.2%或低于0.1%。
[0122]
然后可在步骤s7中开始清洁运行。在前述产品清空已经进行时,该清洁运行可自动地进行,这又可经由检测容器22中的产品团的重量减小来确定。可用水、脂肪或其他的合适的清洁剂清洁容器22。对此,在步骤s8中也可在容器22之内产生低压。由此降低水的沸点并且同时促使留下的产品团排出和/或促使清洁剂从容器22中排出。清洁剂的输送又可经由切向空气入口72来进行和/或经由在图1中布置在滚轮33附近的清洁头进行。
[0123]
然后在步骤s8中使容器22的容纳空间24干燥。这又可通过产生低压、使轴16旋转、输入热空气和/或加热容器壁来完成。最后需要注意的是,尤其步骤s2和s4完全是可选的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。