1.本发明涉及一种绞线插针裁切点焊装置。
背景技术:
2.近年来,随着航空航天领域及电子产业的迅猛发展,而且航空航天领域中对连接器需求的数量快速增长,且质量要求越来越高,这就要求连接器生产企业提高生产效率和产品质量,由于传统连接器的产品尺寸太大,最新的宇航级微矩形连接器是由于重量轻、体积下,备受是航空航天产品的喜爱,而绞线插针是微矩形连接器中最关键的零件。
3.在微矩形连接器中的关键零部件绞线插针显得尤为重要,绞线插针的好坏直接影响微矩形连接器的性能,而绞线插针的两端点焊是重要的一道工序,绞线插针焊点的饱满,是否有虚焊或者焊点不居中直接影响绞线插针的产品质量,传统的绞线插针的生产都是手工作业,先将绞线插针手工裁切下来,然后再将绞线插针一根根的用镊子夹取放置到工装上,再将工装放到激光点焊机内,进行激光点焊,现有的绞线插针两端点焊存在以下不足:(1)点焊一致性较差,不能保证,由于每个都是人工点焊而成,由于工装具有一定的间隙,不能保证每个焊点都在正中心;(2)绞线插针点焊效率较低,一个人工每天只能生产2000个绞线插针两端点焊。
技术实现要素:
4.本发明所要达到的目的就是提供一种绞线插针裁切点焊装置,能实现绞线插针的自动裁切焊接,不仅能提高生产效率,而且能保证焊接质量。
5.为了解决上述技术问题,本发明是通过以下技术方案实现的:一种绞线插针裁切点焊装置,包括机架、送料模块、裁切模块和焊接模块,所述送料模块、裁切模块和焊接模块均设置在机架上,所述机架上设有缺料感应模块、搬运模块和绞线插针感应光纤模块,缺料感应模块设置在送料模块和裁切模块之间,搬运模块设置在裁切模块和焊接模块之间,所述绞线插针感应光纤模块设置在搬运模块和焊接模块之间,搬运模块包括移动机构和旋转夹紧机构,所述旋转夹紧机构设置在移动机构上,裁切模块裁切后的绞线插针丝经旋转夹紧机构夹紧后通过移动机构移动至焊接模块的下方,焊接时通过旋转夹紧机构的旋转实现绞线插针丝二端的点焊。
6.优选的,所述裁切模块包括安装底座、送绞线插针丝机构以及绞线插针丝裁切机构,所述送绞线插针丝机构设置在安装底座的一端,所述绞线插针丝裁切机构设置在安装底座的另一端,所述安装底座上设有第一送料管;
7.所述安装底座包括第一横板、第二横板和设置在第一横板和第二横板之间的竖板,所述第一横板固定连接在机架上,所述第二横板上设有固定第一送料管的固定架;
8.所述送绞线插针丝机构包括安装底板、第一安装基座、第一滚轮、第二滚轮和第一滑动块,所述第一安装基座固定连接在安装底板上,所述安装底板上设有与第一滚轮相连的第一电机,所述第一滑动块活动连接在第一安装基座上,所述第二滚轮设置在第一滑动
块上,所述第一安装基座上设有第一夹肘,通过第一夹肘调节第二滚轮和第一滚轮之间的压紧度。
9.优选的,所述绞线插针丝裁切机构包括裁切底板、裁切基座、裁刀、气缸、定位裁刀、压紧块和限位块,所述裁切底板的底端设有与安装底座相连的垫高块,所述定位裁刀固定连接在裁切基座上,所述裁刀活动连接在裁切基座上,所述限位板固定连接在裁刀上,所述限位板上设有导柱,所述压紧块活动连接在导柱上,所述导柱上设有第一弹簧,所述第一弹簧设置在压紧块和限位块之间,所述裁刀下方设有实现裁刀复位的第二弹簧,所述裁切底板上设有与第二弹簧相连的弹簧安装块,所述裁切基座的顶端设有固定气缸的法兰盘,所述法兰盘上设有第二送料管。
10.优选的,所述移动机构包括安装板、直线电机和坦克链,所述直线电机固定连接在机架上,所述安装板设置在直线电机上,所述坦克链的一端固定连接在安装板上,所述坦克链的另一端固定连接在机架上;所述旋转夹紧机构包括旋转组件和夹紧组件,所述旋转组件固定连接在安装板上,所述夹紧组件设置在旋转组件上。
11.优选的,所述旋转组件包括第一底板、旋转平台和旋转电机,所述旋转电机通过联轴器与旋转平台相连,所述旋转电机设置在第一底板上;所述夹紧机构设置在旋转平台内,所述夹紧组件上设有检测片,所述第一底板上设有第一光电传感器,通过检测片和第一光电传感器的配合来控制夹紧机构的旋转角度。
12.优选的,所述焊接模块包括第二底板、支撑板、上下微动平台和激光头,所述底板设置在机架上,所述支撑板的底端设置在第二底板上,所述上下微动平台设置在支撑板的顶端,所述上下微动平台上设有固定激光头的安装块,在焊接模块下方的所述机架上设有收纳盒,所述绞线插针感应光纤模块包括激光感应光纤和固定板,固定板固定连接在机架上,所述激光感应光纤设置在固定板上。
13.优选的,所述缺料感应模块包括支架、旋转块、感应棒和第二光电传感器,所述旋转块转动连接在支架上,所述第二光电传感器设置在支架上,所述感应棒的一端固定连接在旋转块上,所述感应棒的另一端与第二光电传感器相抵。
14.优选的,所述送料模块包括第三底板、第二安装基座、第三滚轮、第四滚轮和第二滑动块,所述第三底板固定连接在机架上,所述第二安装基座固定连接在第三底板上,所述第三底板上设有与第三滚轮相连的第二电机,所述第二滑动块活动连接在第二安装基座上,所述第四滚轮设置在第二滑动块上,所述第二安装基座上设有第二夹肘,通过第二夹肘调节第三滚轮和第四滚轮之间的压紧度。
15.优选的,所述机架上设有绞线插针丝下料模块,所述绞线插针丝下料块包括安装支架、调速电机、料盘和感应送料垫板,所述安装支架固定连接在机架上,所述调速电机和感应送料垫板均设置在安装支架上,所述料盘设置在调速电机上,所述感应送料垫板设置在料盘的下方,当绞线插针丝离开感应送料垫板上,就会缺少电流感应,调速电机就会转动将绞线插针丝料盘进行落料。
16.优选的,所述机架上设有绞线插针丝感应模块,所述绞线插针丝感应模块设置在绞线插针丝下料模块和送料模块之间,绞线插针丝感应模块包括第四底板、限位杆、立板、光纤安装支架、滑动圆柱、第三弹簧、直线轴承、第三送料管和光纤传感器,所述第四底板固定连接在机架上,所述立板固定连接在第四底板的一端,所述限位杆固定连接在第四底板
的另一端,所述滑动圆柱的一端通过直线轴承安装在立板上,所述滑动圆柱的另一端与光纤安装支架相连,所述第三弹簧设置在滑动圆柱上,且位于光纤安装支架与立板之间,所述第三送料管和光纤传感器设置在光纤安装支架上,且光纤传感器设置在第三送料管的下方。
17.综上所述,本发明的优点:通过送料模块将绞线插针丝送入裁切模块进行裁切处理,由于裁切模块和焊接模块之间设有搬运模块,因此,能将裁切模块裁切后的绞线插针丝从裁切模块送出,使焊接过程与裁切过程形成两个相互独立的工序,两者不形成干涉,从而提高了整体的生产效率,其次,搬运模块包括旋转夹紧机构,通过旋转夹紧机构对夹取的绞线插针丝进行旋转处理,从而使焊接模块能快速的对绞线插针丝的两端进行点焊处理,因此在点焊时,旋转夹紧机构夹持的绞线插针丝由移动机构移动至焊接模块的下方,从而能保证点焊时的质量,其次,绞线插针感应光纤模块的设置,能有效的检测绞线插针丝送料检测是否到位,如果没有检测到就回夹取位置继续夹取绞线插针丝,如感应到旋转夹紧机构有料,绞线插针丝就移动至焊接模块下方而进行点焊处理,能进一步提高焊接质量,最近,送料模块的设置,能实现绞线插针丝的自动送料,从而实现了裁切模块不间断的裁切,从而提高了生产效率,而且,在送料模块和裁切模块之间的机架上设置缺料感应模块,能保证连续性送料,当缺料后能及时的发出告警,能及时的提现操作人员及时的补料。
附图说明
18.下面结合附图对本发明作进一步说明:
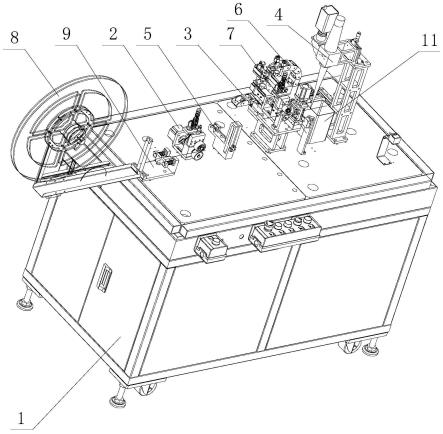
19.图1为本发明一种绞线插针裁切点焊装置的结构示意图;
20.图2为本发明中裁切模块的结构示意图;
21.图3为本发明中安装底板的结构示意图;
22.图4为本发明中送绞线插针丝机构的结构示意图;
23.图5为本发明中绞线插针丝裁切机构的结构示意图;
24.图6为本发明中绞线插针丝裁切机构的后视图;
25.图7为本发明中搬运模块的结构示意图;
26.图8为本发明中旋转夹紧机构的结构示意图;
27.图9为本发明中旋转组件的结构示意图;
28.图10为本发明中夹紧组件的结构示意图;
29.图11为本发明中焊接模块的结构示意图;
30.图12为本发明中送料模块的结构示意图;
31.图13为本发明中缺料感应模块的结构示意图;
32.图14为本发明中绞线插针感应光纤模块的结构示意图;
33.图15为本发明中绞线插针丝下料模块的结构示意图;
34.图16为本发明中绞线插针丝感应模块的结构示意图。
35.附图标记:
36.1机架、11收纳盒、2送料模块、21第三底板、22第二安装基座、23第三滚轮、24第四滚轮、25第二滑动块、26第二电机、27第二夹肘、3裁切模块、31安装底座、311第一横板、312第二横板、313竖板、314固定架、32送绞线插针丝机构、321安装底板、322第一安装基座、323
第一滚轮、324第二滚轮、325第一滑动块、326第一电机、327第一夹肘、33绞线插针丝裁切机构、330裁切底板、331裁切基座、332裁刀、333气缸、334定位裁刀、335压紧块、336限位块、337垫高块、338导柱、339第一弹簧、3310第二弹簧、3311弹簧安装块、3312法兰盘、3313第二送料管、34第一送料管、4焊接模块、41第二底板、42支撑板、43上下微动平台、44激光头、45安装块、5缺料感应模块、51支架、52旋转块、53感应棒、54第二光电传感器、6搬运模块、61移动机构、611安装板、612直线电机、613坦克链、62旋转夹紧机构、63旋转组件、631第一底板、632旋转平台、633旋转电机、634联轴器、64夹紧组件、641检测片、642第一光电传感器、7绞线插针感应光纤模块、71激光感应光纤、72固定板、8绞线插针丝下料模块、81安装支架、82调速电机、83料盘、84感应送料垫板、9绞线插针丝感应模块、91第四底板、92限位杆、93立板、94光纤安装支架、95滑动圆柱、96第三弹簧、97直线轴承、98第三送料管、99光纤传感器、100绞线插针丝。
具体实施方式
37.如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15和图16所示,一种绞线插针裁切点焊装置,包括机架1、送料模块2、裁切模块3和焊接模块4,所述送料模块2、裁切模块3和焊接模块4均设置在机架1上,所述机架1上设有缺料感应模块5、搬运模块6和绞线插针感应光纤模块7,缺料感应模块5设置在送料模块2和裁切模块3之间,搬运模块6设置在裁切模块3和焊接模块4之间,所述绞线插针感应光纤模块7设置在搬运模块6和焊接模块4之间,搬运模块6包括移动机构61和旋转夹紧机构62,所述旋转夹紧机构62设置在移动机构61上,裁切模块3裁切后的绞线插针丝100经旋转夹紧机构62夹紧后通过移动机构61移动至焊接模块4的下方,焊接时通过旋转夹紧机构62的旋转实现绞线插针丝二端的点焊。
38.通过送料模块2将绞线插针丝送入裁切模块3进行裁切处理,由于裁切模块3和焊接模块4之间设有搬运模块6,因此,能将裁切模块3裁切后的绞线插针丝从裁切模块3送出,使焊接过程与裁切过程形成两个相互独立的工序,两者不形成干涉,从而提高了整体的生产效率,其次,搬运模块6包括旋转夹紧机构62,通过旋转夹紧机构62对夹取的绞线插针丝进行旋转处理,从而使焊接模块4能快速的对绞线插针丝的两端进行点焊处理,因此在点焊时,旋转夹紧机构62夹持的绞线插针丝由移动机构61移动至焊接模块4的下方,从而能保证点焊时的质量,其次,绞线插针感应光纤模块7的设置,能有效的检测绞线插针丝送料检测是否到位,如果没有检测到就回夹取位置继续夹取绞线插针丝,如感应到旋转夹紧机构62有料,绞线插针丝就移动至焊接模块4下方而进行点焊处理,能进一步提高焊接质量,最近,送料模块2的设置,能实现绞线插针丝的自动送料,从而实现了裁切模块3不间断的裁切,从而提高了生产效率,而且,在送料模块2和裁切模块3之间的机架1上设置缺料感应模块5,能保证连续性送料,当缺料后能及时的发出告警,能及时的提现操作人员及时的补料。
39.所述裁切模块3包括安装底座31、送绞线插针丝机构32以及绞线插针丝裁切机构33,所述送绞线插针丝机构32设置在安装底座31的一端,所述绞线插针丝裁切机构33设置在安装底座31的另一端,所述安装底座31上设有第一送料管34;所述安装底座31包括第一横板311、第二横板312和设置在第一横板311和第二横板312之间的竖板313,所述第一横板311固定连接在机架1上,所述第二横板312上设有固定第一送料管34的固定架314;所述送
绞线插针丝机构32包括安装底板321、第一安装基座322、第一滚轮323、第二滚轮324和第一滑动块325,所述第一安装基座322固定连接在安装底板321上,所述安装底板321上设有与第一滚轮323相连的第一电机326,所述第一滑动块325活动连接在第一安装基座322上,所述第二滚轮324设置在第一滑动块325上,所述第一安装基座322上设有第一夹肘327,通过第一夹肘327调节第二滚轮324和第一滚轮323之间的压紧度,安装底座31的实现送绞线插针丝机构32以及绞线插针丝裁切机构33的安装,简化了整个裁切模块3的整体结构,送绞线插针丝机构32能有效的控制绞线插针丝裁切的长度,通过第一电机326带动第一滚轮323转动,并带动第二滚轮324转动,第一滚轮323带动绞线插针丝向后运动,由于第二滚轮324设置在第一滑动块325上,因此能实现第二滚轮324在第一滑动块325上的高度可调,满足不同型号的绞线插针丝送料,本实施例中的第一安装基座322上设有第一竖直导向块,所述第一滑动块325设置在第一竖直导向块上,保证了第一滑动块325活动时的直线度。
40.所述绞线插针丝裁切机构33包括裁切底板330、裁切基座331、裁刀332、气缸333、定位裁刀334、压紧块335和限位块336,所述裁切底板330的底端设有与安装底座31相连的垫高块337,所述定位裁刀334固定连接在裁切基座331上,所述裁刀332活动连接在裁切基座331上,所述限位板固定连接在裁刀332上,所述限位板上设有导柱338,所述压紧块335活动连接在导柱338上,所述导柱338上设有第一弹簧339,所述第一弹簧339设置在压紧块335和限位块336之间,所述裁刀332下方设有实现裁刀332复位的第二弹簧3310,所述裁切底板330上设有与第二弹簧3310相连的弹簧安装块3311,所述裁切基座331的顶端设有固定气缸333的法兰盘3312,所述法兰盘3312上设有第二送料管3313,本实施例中,通过第二送料管3313将绞线插针丝运动至定位裁刀334处,此时,气缸333向下运动,压紧块335会压紧绞线插针丝,裁刀332继续向下运动后,绞线插针丝就会被裁断,每次裁切的长度有第一电机326旋转角度控制长度,绞线插针丝切断后,气缸333上升,裁刀332在第二弹簧3310的作用下升起。
41.所述移动机构61包括安装板611、直线电机612和坦克链613,所述直线电机612固定连接在机架1上,所述安装板611设置在直线电机612上,所述坦克链613的一端固定连接在安装板611上,所述坦克链613的另一端固定连接在机架1上;所述旋转夹紧机构62包括旋转组件63和夹紧组件64,所述旋转组件63固定连接在安装板611上,所述夹紧组件64设置在旋转组件63上,本实施例中的夹紧组件为现有技术,本实施例不做详细的说明,将移动机构61设置成安装板611、直线电机612和坦克链613的结构,通过直线电机612的直线运动带动安装板611运动,本实施例中的直线电机612有x轴和y轴两个方向的运动,可保证每次焊接位置的准确性,将夹紧机构设置在旋转组件63上,能使夹紧组件64随旋转组件63同步旋转,有利于夹紧组件64夹取的绞线插针丝的旋转焊接。
42.所述旋转组件63包括第一底板631、旋转平台632和旋转电机633,所述旋转电机633通过联轴器634与旋转平台632相连,所述旋转电机633设置在第一底板631上;所述夹紧组件设置在旋转平台632内,所述夹紧组件上设有检测片641,所述第一底板631上设有第一光电传感器642,通过检测片641和第一光电传感器642的配合来控制夹紧组件的旋转角度,将旋转组件63设置成第一底板631、旋转平台632和旋转电机633的结构,通过第一底板631实现整个旋转组件63的固定,提高了固定质量,通过旋转电机633实现旋转平台632的旋转,并通过检测片641和第一光电传感器642来控制夹紧组件的旋转角度,能保证旋转角度的精
确度,具体的,由于检测片641设置在夹紧组件上,能随夹紧机构同步转动,通过检测片641旋转时对第一光电传感器642进行阻挡来实现旋转角度的控制,本实施例中,检测片641旋转把光挡住就相当于旋转电机633转动一圈。
43.所述焊接模块4包括第二底板41、支撑板42、上下微动平台43和激光头44,所述第二底板41设置在机架1上,所述支撑板42的底端设置在底板上,所述上下微动平台43设置在支撑板42的顶端,所述上下微动平台43上设有固定激光头44的安装块45,在焊接模块4下方的所述机架1上设有收纳盒11,所述绞线插针感应光纤71模块7包括激光感应光纤71和固定板72,固定板72固定连接在机架1上,所述激光感应光纤71设置在固定板72上,将焊接模块4设置成激光头44焊接,能实现绞线插针丝的两端激光焊接,上下微动平台43能有效的调节激光头44的高度位置,满足不同的焊接需求,本实施例中的上下微动平台43为现有技术,本实施例不做详细的说明,第二底板41和支撑板42能实现上下微动平台43的支撑固定,简化了整个焊接模块4在机架1上的安装结果,其次,收纳盒11的设置,能实现焊接后的绞线插针丝的自动收集,焊接后只需松开夹紧机构,绞线插针丝受到的重力的影响而自动的掉落至收纳盒11进行收纳,进一步提高了整体的生产效率,将绞线插针感应光纤模块7设置成激光感应光纤71和固定板72,固定板72能将激光感应光纤71固定在机架1上,通过激光感应光纤71感应绞线插针丝送料检测是否到位,如果没有检测到就回夹取位置继续夹取绞线插针,如果感应到夹紧机构有料,绞线插针丝就送料进行焊接。
44.所述缺料感应模块5包括支架51、旋转块52、感应棒53和第二光电传感器54,所述旋转块52转动连接在支架51上,所述第二光电传感器54设置在支架51上,所述感应棒53的一端固定连接在旋转块52上,所述感应棒53的另一端与第二光电传感器54相抵,由于缺料感应模块5设置在送料模块2和裁切模块3之间,当裁切模块3上的送绞线插针丝机构32的第一滚轮323转动时,将绞线插针丝向后进行裁切,当绞线送完时,第二送线管与第三滚轮23拉成一条直线,从而带动感应棒53向上运动,第二光电传感器54就会得到信号,使第二电机26带动第三滚轮23进行向后送线,感应棒53就会自动落下,感应棒53还能起到送绞线插针丝的作用。
45.所述送料模块2包括第三底板21、第二安装基座22、第三滚轮23、第四滚轮24和第二滑动块25,所述第三底板21固定连接在机架1上,所述第二安装基座22固定连接在第三底板21上,所述第三底板21上设有与第三滚轮23相连的第二电机26,所述第二滑动块25活动连接在第二安装基座22上,所述第四滚轮24设置在第二滑动块25上,所述第二安装基座22上设有第二夹肘27,通过第二夹肘27调节第三滚轮23和第四滚轮24之间的压紧度,本实施例中,通过第二电机26带动第三滚轮23转动,从而带动第四滚轮24转动,从而实现了绞线插针丝的向后运动,由于第四滚轮24通过第二滑动块25活动连接在第二安装基座22上,因此能根据不同型号的绞线插针丝进行调节,满足不同的送料需求,本实施例中的第二安装基座22上设有第二竖直导向块,所述第二滑块设置在第二竖直导向块上,能保证第二滑块活动时的直线度,其次,通过第二夹肘27调节第三滚轮23和第四滚轮24之间的压紧度,能保证绞线插针丝送料时的稳定性,减少绞线插针丝的晃动,第三底板21能将整个送料模块2集成化处理,简化了整个送料模块2与机架1的安装工艺。
46.所述机架1上设有绞线插针丝下料模块8,所述绞线插针丝下料块包括安装支架81、调速电机82、料盘83和感应送料垫板84,所述安装支架81固定连接在机架1上,所述调速
电机82和感应送料垫板84均设置在安装支架81上,所述料盘83设置在调速电机82上,所述感应送料垫板84设置在料盘83的下方,当绞线插针丝离开感应送料垫板84上,就会缺少电流感应,调速电机82就会转动将绞线插针丝料盘83进行落料,通过绞线插针丝下料模块8实现绞线插针丝的落料,具体的,当当绞线插针丝离开感应送料垫板84上,就会缺少电流感应,调速电机82就会转动将绞线插针丝料盘83进行落料,绞线插针丝进行送料。
47.所述机架1上设有绞线插针丝感应模块9,所述绞线插针丝感应模块9设置在绞线插针丝下料模块8和送料模块2之间,绞线插针丝感应模块9包括第四底板91、限位杆92、立板93、光纤安装支架94、滑动圆柱95、第三弹簧96、直线轴承97、第三送料管98和光纤传感器99,所述第四底板91固定连接在机架1上,所述立板93固定连接在第四底板91的一端,所述限位杆92固定连接在第四底板91的另一端,所述滑动圆柱95的一端通过直线轴承97安装在立板93上,所述滑动圆柱95的另一端与光纤安装支架94相连,所述第三弹簧96设置在滑动圆柱95上,且位于光纤安装支架94与立板93之间,所述第三送料管98和光纤传感器99设置在光纤安装支架94上,且光纤传感器99设置在第三送料管98的下方,本实施例中,正常送线时,绞线插针丝经第三送料管98后向送料模块2运动,当绞线插针丝出现打结、褶皱或者鼓包时,绞线插针丝会堵住第三送料管98,导致绞线插针丝无法向后运动,光纤安装支架94就会沿着滑动圆柱95向后运动并压缩第三弹簧96,光纤传感器99当感应到信号,设备就会停止工作并报警,直线轴承97能保证滑动圆柱95安装的直线度,保证光纤安装支架94运动的直线度,而且限位杆92的设置,能保证绞线插针丝能平稳的进行送线。
48.以上所述仅为本发明的具体实施例,但本发明的技术特征并不局限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的专利范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。