技术特征:
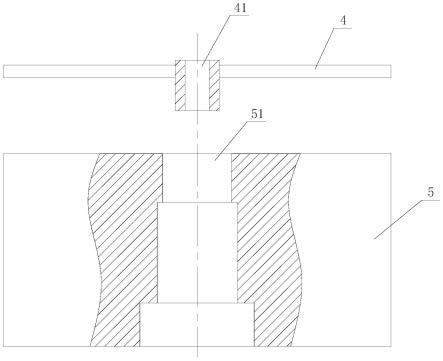
1.针对主燃油调节器k支架综合形位公差的修理方法,其特征是,包括以下步骤:步骤一、设计修正装置,包括具有标准精度的研磨导套(1)和检查芯轴(2),所述研磨导套(1)的外部轮廓与计算机构壳体(5)上的计算机构壳体孔(51)的内部轮廓一致,研磨导套(1)的中部设有内径与k支架(4)上的k支架孔(41)相同的通孔(11);所述检查芯轴(2)的外部轮廓包括多个与计算机构壳体孔(51)和k支架孔(41)相同的台阶面;步骤二、形位公差检测,采用检查芯轴(2)对装配好的k支架孔(41)和计算机构壳体孔(51)进行检测,将检查芯轴(2)依次穿过计算机构壳体孔(51)和k支架孔(41),通过人工手动放入并转动检查芯轴(2),同时感觉放入和转动过程中是否有卡滞情况,如果有则需要对k支架孔(41)进行研磨;步骤三、研磨k支架孔,先将研磨导套(1)从计算机构壳体孔(51)一侧放入,直到研磨导套(1)抵接在k支架(4)上,然后用研磨杆从计算机构壳体孔(51)一侧插入到研磨导套(1)的通孔(11)中,利用通孔(11)对研磨杆进行导向,同时对k支架孔(41)进行研磨;步骤四、再次检测行为公差,研磨一定量后,采用步骤二的方式再次对k支架孔(41)和计算机构壳体孔(51)的行为公差进行检测,如果仍然存在卡滞现象,再重复进行步骤三,直到检查芯轴(2)能顺利放入并且转动顺畅为止。2.如权利要求1所述的针对主燃油调节器k支架综合形位公差的修理方法,其特征是:所述修正装置还包括修复支撑座(3),所述修复支撑座(3)的中部设有容纳腔(31),容纳腔(31)底部中心设有导孔(32),修复支撑座(3)的边缘设有与k支架(4)上的安装孔相对应的螺纹孔(33),当k支架(4)通过螺纹孔(33)安装在修复支撑座(3)的边缘上时,k支架孔(41)的端部正好抵在容纳腔(31)底部且与导孔(32)对齐。3.如权利要求2所述的针对主燃油调节器k支架综合形位公差的修理方法,其特征是:所述修复支撑座(3)的外部轮廓为一个圆台形,并在其圆周面上设有防滑网纹。4.如权利要求1所述的针对主燃油调节器k支架综合形位公差的修理方法,其特征是:所述研磨导套(1)的外部轮廓包括多个台阶面,其中外径最大的台阶面上靠近计算机构壳体孔最小端的边缘为90
°
的尖边。5.如权利要求1所述的针对主燃油调节器k支架综合形位公差的修理方法,其特征是:所述检查芯轴(2)包括手柄段(21)和检查段(22),其中检查段(22)的外部轮廓与计算机构壳体孔(51)和k支架孔(41)的内部轮廓一致,所述手柄段(21)的外周壁上设有防滑网纹。6.如权利要求5所述的针对主燃油调节器k支架综合形位公差的修理方法,其特征是:所述检查芯轴(2)的检查段的外部轮廓包括多个台阶面,其中检查芯轴的最小端的边缘以及外径最大的台阶面上靠近最小端的边缘均为90
°
的尖边。
技术总结
本发明公开的是航空发动机零部件修理领域的一种针对主燃油调节器K支架综合形位公差的修理方法。通过新的修理方法配合新研制的专用工装,对存在缺陷的K支架孔进行研磨修复的同时能够保证与下端孔的同心度的要求,确保K支架形位公差满足工艺要求,进而修正因为K支架形位公差不合格导致的发动机转速摆动的问题。该方法可以对孔的同心度进行实时监测和控制,若修理研磨量较大,可适度增加研磨力度和速度,无需担心因偏磨导致同心度不合格而报废。同时采用新方法修理K支架,可以同时保证所研磨孔的直径和同心度精度,减少了修理过程对同心度的频繁测量,提高修理效率,也避免了因为测量不及时导致研磨同心度超差增加修理时间或者报废的问题。间或者报废的问题。间或者报废的问题。
技术研发人员:金忠凯 李剑平 刘兴智 杨震 易海荣 杨金鱼 张恕森 王成 谢军
受保护的技术使用者:中国人民解放军第五七一九工厂
技术研发日:2022.04.24
技术公布日:2022/7/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。