1.本发明涉及光学设备制造领域,具体涉及一种平板透镜的加工方法。
背景技术:
2.平板透镜是一种利用两层周期性分布的阵列光波导相互正交,使光线在两层阵列光波导中各发生一次全反射,由于是相互正交的矩形结构,所以会使第一次全反射时的入射角和第二次全反射时的出射角相同。在光源光线发散角内的所有光线在经过平板透镜后会相应的收敛到光源的与平板切面相对称的空间位置,从而得到一个1:1的浮空实像。但是这种成像结构对加工工艺要求较高,如果反射面不平行或者不垂直,产生的浮空实像容易变形。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种平板透镜的加工方法,以提高间隔子的加工效率,且提高间隔子加工精度,以提高成像效果。
4.根据本发明实施例的一种平板透镜的加工方法,所述平板透镜由两个光波导叠层沿z方向叠置而成,每个所述光波导叠层均由单列多排且横截面为矩形的子波导构成,所述两个光波导叠层包括:第一光波导叠层和第二光波导叠层,所述第一光波导叠层的所述子波导沿x方向延伸且沿y方向形成多排,所述第二光波导叠层的所述子波导沿y方向延伸且沿x方向形成多排,所述x方向、所述y方向、所述z方向两两垂直;每个所述光波导叠层由双面镀有反射膜的透明平行平板叠置而成,所述透明平行平板为第一基板;两个所述光波导叠层在叠置成所述平板透镜时,所述光波层叠层为第二基板;所述第一基板和所述第二基板均为基板;
5.所述基板通过丝网印刷形成所述间隔子包括如下步骤:
6.s1:将所述基板固定在固定底座上;
7.s2:将带有多个网孔的印刷母板覆盖在所述基板的上表面,并使所述印刷母板与所述基板紧密贴合;
8.s3:在所述印刷母板上倒入油墨;
9.s4:使用印刷刮板刮过所述印刷母板的上表面,使所述油墨均匀地刮到每个所述网孔中;
10.s5:从所述基板上方移除所述印刷刮板和所述印刷母板,使所述基板上留下对应每个所述网孔的油墨体,所述油墨体固化形成所述间隔子;其中,在固化前所述油墨的粘度为5000-30000cps,在固化后所述间隔子的邵氏硬度为70a—90d。
11.根据本发明实施例的平板透镜的加工方法,通过将间隔子以丝网印刷的方式加工到基板上,大幅度提高了间隔子的成型效率,而且通过印刷母板上网孔的尺寸设置,就能保持间隔子的高度、形状及间距等参数。通过将油墨设置成固化前粘度为5000-30000cps,间隔子能够排布出合适的密度,固化后间隔子的邵氏硬度能够达到70a—90d,保证间隔子足
够的支撑性。这种间隔子在受力后不易坍塌变形,保证胶水粘附面积充足且粘合牢固,使基板不易断裂。
12.在一些实施例中,在步骤s5中所述油墨体通过自然固化形成所述间隔子,自然固化的条件为:固化时间10s-5min,固化环境温度19℃-25℃,固化环境湿度20%-80%,避阳光直射,通风,风力大小0.1-2m/s。通风可排除由油墨固化产生的气体挥发物。
13.在一些实施例中,在步骤s5中所述油墨体在紫外光照射下固化,所述紫外光的波长为200-450nm,固化条件为:固化环境温度19℃-25℃,固化环境湿度低于50%,通风,风力大小0.1-2m/s。由此,有利于固化时散热及排除由油墨固化产生的气体挥发物。
14.具体地,当步骤s5中所述油墨体在紫外光照射下固化,所述紫外光的波长为365nm或395nm,或者所述紫外光为由365nm和395nm组成的混合光,所述紫外光的辐照度为20m-1500mw/cm2,所述紫外光的总能量要求达2000-5000mj/cm2。
15.在一些实施例中,所述油墨选自环氧树脂、丙烯酸树脂、氯化丙烯酸树脂、氯乙烯—醋酸乙烯共聚树脂、聚氨酯以及聚酰胺脂中的一种或者多种。
16.在一些实施例中,在相邻所述第一基板之间的所述间隔子,当采用油墨的粘度为5000-20000cps,在固化后所述间隔子的邵氏硬度为25d—40d,则所述间隔子的高度在10~100μm,相邻所述间隔子之间的距离为2~3mm;
17.在相邻所述第一基板之间的所述间隔子,当采用油墨的粘度为5000-20000cps,在固化后所述间隔子的邵氏硬度为70a—25d,则所述间隔子的高度在10~100μm,相邻所述间隔子之间的距离为0.5~1mm;
18.在相邻所述第二基板之间的所述间隔子,当采用油墨的粘度为10000-30000cps,在固化后所述间隔子的邵氏硬度为30d—90d,则所述间隔子的高度在50~500μm,相邻所述间隔子之间的距离为10~50mm。
19.在一些实施例中,所述固定底座上设有多个卡扣件,所述多个卡扣件卡在所述基板上。由此可以非常方便地将基板固定在固定底座上,基板拆装容易,可以加快基板上加工间隔子的效率。
20.在一些实施例中,所述固定底座连接活动支架,所述印刷母板安装在所述活动支架上,且所述印刷母板沿所述活动支架可上下移动。由此,活动支架相当于限定了印刷母板的活动路径,在活动支架的约束下印刷母板向下时可以快速与基板定位。
21.具体地,所述活动支架上设有限位体,在步骤s2中所述印刷母板下移并与所述基板贴合时,通过所述限位体限位。这样可以防止基板与印刷母板过度压紧而导致基板变形、破裂。
22.在一些实施例中,在至少两个所述基板通过所述间隔子叠置后,连接胶池,所述胶池中胶水通过压差或者重力填充至相邻所述基板之间。这样在灌胶时,间隔子与两侧基板位置是相对固定的,灌胶过程中间隔子不易移位,可以灌胶后间隔子还是保持印刷母板所设计的网孔间距。
23.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
24.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
25.图1是本技术一实施例的平板透镜的结构总图。
26.图2是图1中k处在侧视方向的局部放大图。
27.图3是本技术一实施例的平板透镜的分解图。
28.图4是本技术一实施例的两层正交的光波导叠层沿z方向的结构示意图。
29.图5是本技术一实施例的两层正交的光波导叠层的成像示意图。
30.图6是本技术一实施例的光源影像经单层光波导叠层时在x方向的成像示意图。
31.图7是图6所示的光源影像经单层光波导叠层时在立体方向的成像示意图。
32.图8是本技术一实施例的光源影像经两层正交的光波导叠层时成像光路原理图。
33.图9是一实施例中光波导叠层的加工方式示意图(图中省略了胶层)。
34.图10是另一实施例中光波导叠层的加工方式示意图(图中省略了胶层)。
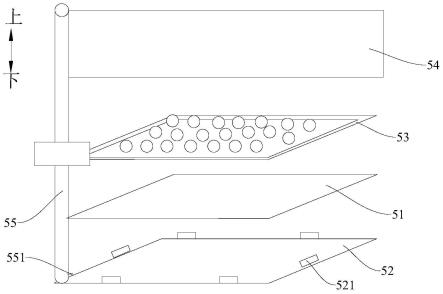
35.图11是本技术一实施例基板上丝网印刷形成间隔子采用的装置图。
36.图12是本技术一实施例的基板的示意图。
37.图13是本技术一实施例的印刷母板的示意图。
38.附图标记:
39.1、平板透镜;
40.10、光波导叠层;11、第一光波导叠层;12、第二光波导叠层;
41.101、子波导;102、间隔子;103、胶层;
42.30、保护盖板;31、第一盖板;32、第二盖板;
43.l1、中心法线;
44.p1、影像;p2、浮空实像;
45.51、基板;511、第一基板;512、第二基板;
46.52、固定底座;521、卡扣件;53、印刷母板;531、网孔;54、印刷刮板;55、活动支架;551、限位体。
具体实施方式
47.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
48.下面参考附图描述根据本发明实施例的平板透镜1的加工方法。
49.在讲述平板透镜1的加工方法之前,这里先简单介绍一下平板透镜1的结构。
50.平板透镜1的相对两侧分别为像源侧和观影侧,即影像p1的光源位于像源侧,影像p1通过该平板透镜1,可以在观影侧形成浮空实像p2,浮空实像p2为悬浮在空中的实像。这里如图1-图3所示,平板透镜1是一种利用两层周期性分布的光波导叠层10相互正交,使光线在两层光波导叠层10中各发生一次全反射的光学结构。由于两层光波导叠层10是相互正交的矩形结构,所以会使第一次全反射时的入射角和第二次全反射时的出射角相同。光源光线发散角内的光线在经过平板透镜1后,会相应的收敛到观影侧,得到一个与影像p1大小
呈1:1的浮空实像p2。
51.为加深对本技术技术方案的理解,下面结合图1-图8,在描述平板透镜1的基本结构的同时说明其成像原理。
52.参阅图1-图3,平板透镜1包括两个光波导叠层10。每个光波导叠层10均由单列多排的子波导101构成,每个子波导101的横截面为矩形。这里子波导101的横截面,指的是子波导101的与其长度方向相垂直方向上的截面。
53.参阅图2-图4,两个光波导叠层10包括:第一光波导叠层11和第二光波导叠层12,第一光波导叠层11的子波导101沿x方向延伸且沿y方向形成多排,第二光波导叠层12的子波导101沿y方向延伸且沿x方向形成多排,第一光波导叠层11和第二光波导叠层12沿z方向排布,x方向、y方向、z方向两两垂直。这里,子波导101的延伸方向就是该子波导101的长度方向,第一光波导叠层11的单个子波导101的长度方向是x方向,第一光波导叠层11的多个子波导101沿y方向紧密贴合叠加排布,单个子波导101的宽度方向是y方向;第二光波导叠层12的单个子波导101的长度方向是y方向,第二光波导叠层12的多个子波导101沿x方向紧密贴合叠加排布,单个子波导101的宽度方向是x方向。两个光波导叠层10分别呈平板状,第一光波导叠层11至第二光波导叠层12的排布方向为z方向,z方向也为平板透镜1的厚度方向。需注意,第一光波导叠层11和第二光波导叠层12中,可以由第一光波导叠层11临近像源侧,也可以由第二光波导叠层12临近像源侧,这里不作限制。两层子波导101的长度方向是相垂直的,因此称两层光波导叠层10是相互正交的关系。
54.可选地,每个子波导101在宽度方向上两个侧面分别设置有反射膜,用于对光线进行全反射。例如将第一光波导叠层11的子波导101,其y方向上两个侧面分别设有反射膜,由于第一光波导叠层11包括多个子波导101,因此第一光波导叠层11会沿y方向排布多个反射膜。将第二光波导叠层12的子波导101,其x方向上两个侧面分别设有反射膜,由于第二光波导叠层12包括多个子波导101,因此第二光波导叠层12会沿x方向排布多个反射膜。
55.有的实施例中,如图1和图3所示,平板透镜1还可以包括保护盖板30,保护盖板30用于支撑和保护光波导叠层10。保护盖板30可以仅设置在平板透镜1的一侧,也可以在平板透镜1的两侧均设置保护盖板30。具体地,保护盖板30为透明盖板,可选地,保护盖板30为玻璃板。
56.图1-图3为一实施例中平板透镜1的结构示意图。该平板透镜1包括一对保护盖板30,且分别为第一盖板31和第二盖板32。平板透镜1还包括位于两个保护盖板30之间的两个光波导叠层10,且分别为第一光波导叠层11和第二光波导叠层12。x方向为第一光波导叠层11中的子波导101的延伸方向,y方向为第二光波导叠层12中的子波导101延伸方向,z方向为平板透镜1的厚度方向。当然有的方案里也可以取消保护盖板30,可采用其他方式保护光波导叠层10。
57.可选地,如图4所示,成型的光波导叠层10的外轮廓形状为矩形,每个子波导101的延伸方向与光波导叠层10的外轮廓的至少两条边之间的夹角为θ。进一步可选地,θ满足:30
°
≤θ≤60
°
,优选的θ=45
°
,在该角度下浮空实像p2较清晰,残像不明显。
58.这里,平板透镜1的核心成像元件为第一光波导叠层11和第二光波导叠层12,第一光波导叠层11和第二光波导叠层12包括相互正交的单列多排子波导101,平板透镜1整体呈平板,如图5所示,其可实现对影像p1点对点的无像差成像。
59.具体成像原理如下:这里将两个光波导叠层10进行拆分。如图6和图7所示,以第一光波导叠层11为例。单层光波导叠层10中,像源侧单点光线经单侧光波导叠层10后,被各排的子波导101分割进行镜像调制,然后重新汇聚在与x方向平行的一条直线p1’上,形成点对线一维成像效果。图6中示出了,像源侧单点光线经某个子波导101的入射角为δ,经子波导101反射后其出射角为δ’,入射角为δ与出射角δ’相等。
60.如图8所示,为了实现两个方向(x方向、y方向)均交于一点,需要两个光波导叠层10联合使用,使两层的子波导101排布方向相互垂直,可对目标光源影像p1进行点对点调制。因此任意方向的光线经过此相互正交的双层光波导叠层10,均可实现在光波导叠层10对称位置重新汇聚成浮空实像p2。浮空实像p2的成像距离m2与到原像距离m1相同,为等距离成像,且浮空实像p2的位置在空中,不需要投屏等载体,可直接把实像呈现在空中。
61.因此这种平板透镜1可以使二维或者三维光源直接在空中成实像,且实现真正的全息影像。在实现大视场、大孔径、高解像、无畸变、无色散的同时,实现裸眼三维立体显示特性。
62.在本技术的附图中平板透镜1均为矩形,但是本技术的其他方案中,平板透镜1也可以根据需要调整形状,例如可以为圆形、梯形等,这里不作限制。
63.如图2所示,在同一个光波导叠层10中相邻两个子波导101之间通过多个间隔子102相间隔。相邻子波导101之间的空隙,除间隔子102外其他都填充有由胶水固化形成的胶层103。
64.可以理解的是,胶层103的设置目的在于将相邻子波导101结合成一体。由胶水形成胶层103,可以利用胶水的流动性将空隙内空气(或者氮气等)挤出,避免空气残留过多导致粘结不牢。
65.而由于胶层103是由胶水固化而成的,胶水的流动性使胶层103的厚度很难控制的非常精细,极可能导致相邻子波导101的平行度降低。而本技术方案中在相邻子波导101之间通过多个间隔子102间隔开,利用间隔子102可以保持相邻两个子波导101的平行,还能使相邻子波导101之间的空隙宽度限制成等于间隔子102的高度,这样胶水固化时不易推动子波导101移位。
66.具体地,每个光波导叠层10的加工可以有至少两种方式。一种方式如图9所示,光波导叠层10需多个双面镀有反射膜的透明平行平板相叠置,叠置后相邻透明平行平板之间由间隔子102和胶层103相连。单个透明平行平板较宽,叠置后整体呈块状结构,然后将此块状结构分割成多个板状的光波导叠层10。图9中块状结构经三刀切割后,加工出四个光波导叠层10,大块的透明平行平板经切割后成了四个子波导101。在图9中,分割前的单个双面镀有反射膜的透明平行平板可视为一种基板51,为方便与另一种基板51区分,将双面镀有反射膜的透明平行平板称为第一基板511。多个基板51在加工完间隔子102并层叠后,填充胶水、固化,然后切割。
67.另一种方式如图10所示,光波导叠层10需多个双面镀有反射膜的透明平行平板相叠置,叠置后相邻透明平行平板之间由间隔子102和胶层103相连。单个透明平行平板的宽度与子波导101的宽度一致,叠置后整体呈板状结构,因此不需要分割就能直接加工出一光波导叠层10,图10采用的透明平行平板就是一子波导101。在图10中,单个双面镀有反射膜的透明平行平板可视为一种基板51,多个基板51在加工完间隔子102并层叠后,填充胶水、
固化。这种基板51也可以称为第一基板511。
68.如图3和图2所示,加工完成的两个光波导叠层10需要相正交并叠置。两个光波导叠层10之间通过多个间隔子102相间隔,两个光波导叠层10之间的空隙除间隔子102外其他都填充有由胶水固化形成的胶层103,这样可以保证两个光波导叠层10连接牢固而且相互平行。由于两个光波导叠层10叠置需要加工间隔子102,因此单个光波导叠层10可视为另一种基板51,这种基板51同样需要在加工完间隔子102并层叠后,填充胶水、固化。为便于区分,将光波层叠层10称为第二基板512。
69.综上,无论哪一种基板51,都需要加工间隔子102后才填充胶水。在本技术的方案中,至少一层间隔子102通过丝网印刷形成在基板51上。也就是说,在光波导叠层10加工时,可以是其中一个透明平行平板上间隔子102通过丝网印刷形成,也可以是在两个光波导叠层10叠置时间隔子102通过丝网印刷形成在光波导叠层10上。通过将间隔子102以丝网印刷的方式加工到基板51上,大幅度提高了间隔子102的成型效率,不需要采用机械手将间隔子102一个一个地置于基板51上。
70.具体地,如图11所示,基板51通过丝网印刷形成间隔子102,包括如下步骤:
71.s1:将基板51固定在固定底座52上;
72.s2:将带有多个网孔531的印刷母板53覆盖在基板51的上表面,并使印刷母板53与基板51紧密贴合;
73.s3:在印刷母板53上倒入油墨;
74.s4:使用印刷刮板54刮过印刷母板53的上表面,使油墨均匀地刮到每个网孔531中;
75.s5:从基板51上方移除印刷刮板54和印刷母板53,使基板51上留下对应每个网孔531的油墨体,油墨体固化形成间隔子102。
76.图12中显示了一种矩形的基板51,图13中显示了带网孔531的印刷母板53,通常情况下印刷母板53的形状与基板51的形状大体一致,印刷母板53的尺寸略大于基板51,使印刷母板53完全覆盖基板51。当然有的方案中,印刷母板53也可以不用完全覆盖基板51。油墨通过流动性和重力作用,可以透过网孔531渗透到基板51的上表面。
77.通过印刷母板53上网孔531的尺寸设置,网孔531内的油墨体大体与网孔531的形状一致,油墨体固化形成的间隔子102形状也就是网孔531相一致,因此间隔子102的形状、尺寸通过网孔531的形状、尺寸控制。当印刷母板53上换成不同的网孔531,就能形成不同形状、尺寸的间隔子102。而网孔531的间距,同样也决定了间隔子102的间距。相对于其他加工方式而言,利用印刷母板53上网孔531的设置,一次性解决了间隔子102的形状及设置参数等诸多问题,不仅加工效率高,而且间隔子102设置精度高,减少了机械抖动、配合误差等因素导致的诸多间隔子102间距不均的问题。
78.需要说明的是,为保证平板透镜1加工质量及成像效果,发明人团队对平板透镜1生产的各个生产环节均进行了深入研究。平板透镜1的成像质量与透明平行平板本身的品质有关,也与透明平行平板叠置成光波导叠层10时透明平行平板的平行度有关,还与两光波导叠层10叠置的平行度有关。
79.这里,透明平行平板(第一基板511)叠置后通过胶水粘成光波导叠层10,两光波导叠层10(第二基板512)通过胶水粘成平板透镜1。相邻两第一基板511的平行度,两第二基板
512的平行度,其关键影响因素在于胶水固化后形成的胶层103厚度的均匀一致性。但是胶层103在固化收缩时会产生应力,如何让胶层103各处的收缩应力保持一致是个难题。
80.本技术的方案为解决上述技术问题,从间隔子102着手,利用间隔子102保证胶层103厚度的均匀一致性。在间隔子102加工时将其直接加工在基板51上,利用带网孔531的印刷母板53,保证间隔子102的形状、高度和间距。
81.其中,为保证间隔子102的支撑效果,在本技术中,限定固化前油墨的粘度为5000-30000cps,在固化后间隔子102的邵氏硬度为70a—90d。
82.可以理解的是,如果用于制作间隔子102的油墨粘度不合适,会有诸多不利后果。
83.如果油墨粘度过低,油墨流动性大,成型困难,高度/面积值过大,可制作的间隔子密度降低,间隔子102的支撑性降低。在后续将基板51与基板51相粘合时,需要用胶水填充在基板51与基板51之间。如果间隔子102的支撑性不足,胶水固化收缩产生的应力容易造成基板51变形,最终造成平板透镜1的成像扭曲。
84.而且如果高度/面积值过大,整个镀膜油墨所占面积过高,后续胶水填充后胶水所能粘附面积减小,会产生粘合不牢,基板51断裂的现象。
85.反之,如果油墨粘度过高,油墨每次喷量难以准确控制,造成间隔子102不够均匀,间隔子102的支撑作用同样也会变差,最终也易造成基板51变形,制成的平板透镜1成像扭曲。
86.基于上述理由,发明人团队经分析和反复试验后,将油墨设置成固化前粘度为5000-30000cps,使油墨固化后容易成型。且间隔子102能够排布出合适的密度,固化后间隔子102的邵氏硬度能够达到70a—90d,保证间隔子102足够的支撑性。这种间隔子102在受力后不易坍塌变形,保证胶水粘附面积充足且粘合牢固,使基板51不易断裂。
87.下面以第一基板511和第二基板512上通过丝网印刷形成间隔子102、利用胶水填充固化粘连的多个实施例,比较各实施例中间隔子102的设置要求及不足该要求可能产生的影响,如下方表1所示。
88.表1
89.[0090][0091]
上述各实施例中,填充的胶水参数及其影响,如下方表2所示。
[0092]
表2
[0093][0094]
根据本发明的一些实施例,油墨体的固化方式并不受特别限制,本领域的技术人员可以根据实际需要进行选择。
[0095]
在本技术的方案中,油墨体可以自然固化,也可以在紫外光照射下固化。若采用uv光固化,对应选择的是uv油墨。uv油墨是一种不使用溶剂、干燥速度快、光泽好、色彩鲜艳、耐水、耐溶剂、耐磨性好的油墨,能在uv光(波长范围在200-450nm内)照射下,发生交联聚合反应,瞬间固化成膜。且uv油墨已成为一种较为成熟的油墨技术,其污染排放几乎为零。
[0096]
根据本发明的一些具体实施例,在步骤s5中油墨体通过自然固化形成间隔子102,自然固化的条件为:固化时间10s-5min,固化环境温度19℃-25℃,固化环境湿度20%-80%,避免阳光直射,通风,风力大小0.1-2m/s。通风可排除由油墨固化产生的气体挥发物。由此可使间隔子102固化均匀,避免环境因素对间隔子102固化过程产生影响,保证间隔子
102形状稳定,高度均匀。
[0097]
根据本发明的另一些具体实施例,在步骤s5中油墨体在紫外光照射下固化,紫外光的波长为200-450nm,固化条件为:固化环境温度19℃-25℃,固化环境湿度低于50%,通风,风力大小0.1-2m/s。由此,有利于固化时散热及排除由油墨固化产生的气体挥发物。而且,可以避免环境因素对间隔子102固化过程产生影响,保证间隔子102具有合格的高度均匀性。
[0098]
具体地,当步骤s5中油墨体在紫外光照射下固化,紫外光的波长为365nm或395nm,或者所述紫外光为由365nm和395nm组成的混合光,紫外光的辐照度为20-1500mw/cm2,紫外光的总能量要求达2000-5000mj/cm2。由此,可以使油墨在紫外光照下快速硬化,形成坚固的间隔子102,可使间隔子固化均匀。
[0099]
根据本发明的一些实施例,步骤s3和s4中的环境参数并不受特别限制,本领域的技术人员可以根据实际需要进行选择。在一些具体实施例中,在步骤s3和s4中的环境参数为:温度19℃-25℃,避免阳光照射,通风,风力大小0.1-2m/s,由此可使间隔子102成型均匀,高度均匀。通风可排除由油墨固化产生的气体挥发物。
[0100]
根据本发明的一些实施例,油墨的材料的具体类型并不受特别限制,本领域的技术人员可以根据实际需要进行选择。根据本发明的一些具体实施例,油墨选自:油墨主体成分可以是环氧树脂、丙烯酸树脂、氯化丙烯酸树脂、氯乙烯—醋酸乙烯共聚树脂、聚氨酯以及聚酰胺脂中的一种或者多种。由此,保证间隔子102的硬度,粘结强度,耐水性等。
[0101]
在一些实施例中,间隔子102的高度误差≤10%。限制间隔子102的高度误差不超过10%,这样不同位置处基板51的间距相差不会超过10%,避免部分间隔子102过矮导致无法在两个基板51之间形成有效支撑,这样也能避免这些间隔子102在灌胶时移位。
[0102]
在一些实施例中,如图11所示,固定底座52上设有多个卡扣件521,多个卡扣件521卡在基板51上。由此可以非常方便地将基板51固定在固定底座52上,基板51拆装容易,可以加快基板51上加工间隔子102的效率。当然本技术的方案可以不限于此,在其他实施例中,还可以在基板51固定在固定底座52时,利用夹块夹在基板51的水平至少两侧。
[0103]
在一些实施例中,固定底座52连接活动支架55,印刷母板53安装在活动支架55上,且印刷母板53沿活动支架55可上下移动。由此,活动支架55相当于限定了印刷母板53的活动路径,在活动支架55的约束下印刷母板53向下时可以快速与基板51定位。
[0104]
可选地,活动支架55竖向设置,这样可以保证印刷母板53没有紧贴基板51时,印刷母板53上的网孔531没有偏位,这样避免在印刷母板53从基板51拉开时,带移油墨体或者间隔孔102。
[0105]
有的方案中,油墨体是在印刷母板53未拉开时已经固化,有的方案中油墨体在从印刷母板53上拉开后固化,这里不作限制。
[0106]
在一些实施例中,如图11所示,活动支架55上设有限位体551,在步骤s2中印刷母板53下移并与基板51贴合时,通过限位体551限位。这样可以防止基板51与印刷母板53过度压紧而导致基板51变形、破裂。
[0107]
具体地,限位体551可以是螺钉,这样方便拆装。
[0108]
当然本技术的方案不限于此,也可以是采用销轴等,也有的方案中通过在基板51或者在固定底座52上设置限位体551,甚至不设置限位体551。
[0109]
在一些可选实施例中,印刷母板53的边缘设置有边框(图未示出),边框围住印刷母板53的内侧后,在向印刷母板53倾倒油墨后,可以防止油墨外溢。
[0110]
在一些可选实施例中,在多次使用后对印刷母板53进行清洗,防止剩余油墨固化堵塞网孔531。这里可以将印刷母板53拆下后清洗,也可以直接将整个加工装置进行清洗。
[0111]
在本技术的方案中,印刷母板53的材料可任选,根据基板51的种类,可选择与其硬度和贴合程度较好的材料,如树脂等。
[0112]
在一些实施例中,在至少两个基板51通过间隔子102叠置后,连接胶池,胶池中胶水通过压差或者重力填充至相邻基板51之间。这样在灌胶时,间隔子102与两侧基板51位置是相对固定的,灌胶过程中间隔子102不易移位,可以灌胶后间隔子102还是保持印刷母板53所设计的网孔531间距。
[0113]
具体地,在基板51上印刷形成间隔子102后,由机械手臂进行层叠堆积,然后将层叠结构夹好,放入胶池中。放入胶池后,可以抽真空形成负压,使胶水注入层叠空隙中,温度达到一定时胶水产生热固化反应后实现胶合。也有的方案里,胶池与层叠结构的相对位置发生了变化,此时可以利用重力使胶水自动流入层叠间隙中。还有的方案中,虽然也是利用压差驱动胶水填充,但是可以对胶池加压,将胶水压进层叠间隙中。
[0114]
由于间隔子102硬度以及附着力相当,且层叠堆积时未进行重力压合后错位,故在胶合过程中间隔子102不会发生位移。油墨固化后黏附在基板51表面,黏附力足以保证层叠时间隔子102不移动。
[0115]
在本说明书的描述中,参考术语“实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一些实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一些或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0116]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
