1.本发明涉及废水处理领域,具体涉及一种煤化工废水减量化处理的装置和方法。
背景技术:
2.在我国的煤炭资源构成中,褐煤和长焰煤等低阶煤占50%以上。由于低阶煤具有高水份、高挥发份和高活性等特性,就地转化是较适宜的利用方式。在国家政策鼓励下,一大批以低阶煤为原料的大型煤化工项目纷纷投资建设,这些项目对优化能源的综合利用,促进经济发展都具有重要意义,并能有效提升国家能源安全保障能力。
3.由于低阶煤成煤时间短,具有水分高、挥发分含量高等特点,在干燥、干馏、气化转化过程中会产生大量的含酚废水。根据低阶煤性质、转化工艺和产品的不同,每转化一吨煤,会产生0.4-1.4吨含酚废水,当前我国在建项目投产后每年会产生含酚废水2亿吨以上。这部分废水污染负荷很高且组成复杂,cod高达20000-80000mg/l,可检出污染物种类超过400种,其中含酚类5000-25000mg/l、含氨5000-15000mg/l,还有大量长链烷烃和脂肪酸、多环芳烃类及喹啉类、吲哚、吡啶等杂环化合物等,生物毒性强烈,可生化性极差,该类废水的处理一直是世界级难题。
4.对于该类废水,当前多数是采用酚氨回收-生化处理-深度处理三个环节串联的方式来处理。即利用化工分离装置将废水中的大部分酚类等有机物、氨类和酸性气体等污染物分离出来,以降低废水的污染负荷后,才能进入后续生化处理装置进行生化处理,最后对出生化装置的废水再利用臭氧氧化、吸附等工艺进行深度处理。整个处理系统存在流程长、投资大、运行费用高等问题,且运行的稳定性仍不理想,生化出水经常超标严重,导致最终出水指标波动,环境风险没有完全消除。
5.为了对处理流程进行简化,理论上将该类高浓含酚废水作为水煤浆的制浆水使用或者配煤后焚烧,可简单且彻底地解决含酚废水的污染问题。但这一方案面临含酚废水量大,无法实现水平衡、且整体能耗过高等问题。为了配合该方案的实现,亟待提供一种煤化工废水减量化处理的装置和方法。
技术实现要素:
6.本发明的目的是为了克服现有技术存在的煤化工废水处理系统流程长、投资大、运行费用高,含酚废水量大,无法实现水平衡、且整体能耗过高等问题,提供一种煤化工废水减量化处理的装置和方法,该装置和方法能简化煤化工废水的整体处理方案,以较少的投资较彻底地解决该类废水的处理难题。
7.为了实现上述目的,本发明第一方面提供一种煤化工废水减量化处理的装置,包括脱酸脱氨塔、浓缩塔和碱洗塔,其中,所述脱酸脱氨塔分别连通浓缩塔和碱洗塔,所述浓缩塔连通碱洗塔;
8.所述脱酸脱氨塔用于将煤化工废水进行脱酸脱氨处理,得到酸性气体、含氨水蒸汽和和釜液;
9.所述浓缩塔用于将所述釜液进行蒸馏浓缩,得到气态产物和浓酚液;
10.所述碱洗塔用于将所述气态产物进行脱酚处理,得到脱酚气体和洗液,所述洗液返回所述脱酸脱氨塔,所述脱酚气体冷凝后得到低污染水。
11.本发明第二方面提供一种煤化工废水减量化处理的方法,包括以下步骤:
12.(1)将煤化工废水进行脱酸脱氨处理,得到酸性气体、含氨水蒸汽和釜液;
13.(2)将所述釜液进行蒸馏浓缩,得到气态产物和浓酚液;
14.(3)使用碱液对所述气态产物进行脱酚处理,得到脱酚气体和洗液,将所述脱酚气体进行冷凝,得到低污染水。
15.通过上述技术方案,本发明能够获得如下有益效果:
16.(1)本发明可将煤化工含酚废水分成浓酚液和低污染水两部分。浓酚液可采取制水煤浆、焚烧等工艺处理,低污染水可简单生化或者做冷却水补水。与传统的煤化工含酚废水的处理方法相比,本发明提供的方法整体流程简单,且解决废水的污染问题更彻底。
17.(2)本发明通过利用碱洗塔来洗脱气态产物中的酚类等有机物,可以保证低污染水的cod在2000mg/l以下,降低了低污染水的处理负荷。而且,吸收了酚类等有机物的洗液进入脱酸脱氨塔,不会产生二次污染。
18.(3)本发明可根据需求将废水减量至原水量的5-70wt%,有利于实现各类工艺系统的水平衡。
附图说明
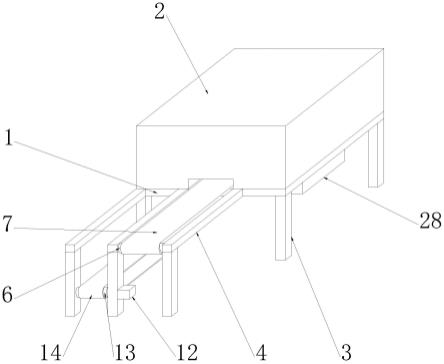
19.图1是本发明提供的煤化工废水减量化处理的装置示意图。
20.附图标记说明
21.1、脱酸脱氨塔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、浓缩塔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、碱洗塔
22.4、贮槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、内置分凝器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、废水进料管道
23.7、第一冷却器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8、换热器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9、酸性气体出口管道
24.10、第一再沸器
ꢀꢀꢀꢀꢀꢀꢀꢀ
11、第二再沸器
ꢀꢀꢀꢀꢀꢀꢀꢀ
12、浓酚液出口管道
25.13、碱液添加管道
ꢀꢀꢀꢀꢀꢀ
14、低污染水出口管道
ꢀꢀ
15、第二冷却器
具体实施方式
26.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
27.本发明第一方面提供一种煤化工废水减量化处理的装置,包括脱酸脱氨塔、浓缩塔和碱洗塔,其中,所述脱酸脱氨塔分别连通浓缩塔和碱洗塔,所述浓缩塔连通碱洗塔;
28.所述脱酸脱氨塔用于将煤化工废水进行脱酸脱氨处理,得到酸性气体、含氨水蒸汽和釜液;
29.所述浓缩塔用于将所述釜液进行蒸馏浓缩,得到气态产物和浓酚液;
30.所述碱洗塔用于将所述气态产物进行脱酚处理,得到脱酚气体和洗液,所述洗液返回所述脱酸脱氨塔,所述脱酚气体冷凝后得到低污染水。
31.在本发明的一些实施方式中,煤化工废水减量化处理的装置示意图如图1所示。该装置包括脱酸脱氨塔1、浓缩塔2、碱洗塔3和贮槽4,其中,所述脱酸脱氨塔1分别连通浓缩塔2和碱洗塔3,所述浓缩塔2连通碱洗塔3,所述碱洗塔3连通贮槽4。
32.在本发明的一些实施方式中,煤化工废水进料管道6通过第一冷却器7连接所述脱酸脱氨塔1的上部,煤化工废水进料管道6通过换热器8连接所述脱酸脱氨塔1的中上部。
33.在本发明的一些实施方式中,所述脱酸脱氨塔1的塔顶连接酸性气体出口管道9,所述脱酸脱氨塔1的塔底连接浓缩塔2;所述脱酸脱氨塔1设置侧线,用于采出含氨水蒸汽,用作所述浓缩塔2的热源,并能够继续精制成氨产品。
34.本发明中,从脱酸脱氨塔1侧线采出的含氨水蒸汽与浓缩塔2的塔釜釜液通过第一再沸器10换热后,含氨水蒸汽自身被冷凝至80-120℃,冷凝后的含氨水蒸汽进入后续分凝和吸收装置加工成氨产品销售。
35.在本发明的一些实施方式中,所述脱酸脱氨塔1用于将煤化工废水进行脱酸脱氨处理,塔顶得到酸性气体,塔底得到釜液。所述酸性气体进入焚烧装置,所述釜液由泵送入浓缩塔2。
36.在本发明的一些实施方式中,所述浓缩塔2的顶部设置有内置分凝器;
37.所述浓缩塔2设置有进料口,所述脱酸脱氨塔1的塔底连接所述进料口;
38.优选地,所述进料口设置在所述浓缩塔2的下部,在所述进料口之上的所述浓缩塔2内部设置塔盘或填料使得理论级数满足3-5级,在所述进料口之下的所述浓缩塔2内部不设置塔盘或填料。
39.在本发明的一些实施方式中,所述浓缩塔2可以设置成单效或双效,本发明对此没有特别的限定。
40.在本发明的一些实施方式中,优选地,所述浓缩塔的塔底设置有3个出口;其中,第一出口通过第一再沸器10连接所述浓缩塔2一侧的底部;第二出口通过第二再沸器11连接所述浓缩塔2另一侧的底部,第三出口连接浓酚液出口管道12。其中,第一再沸器10利用所述含氨水蒸汽作为热源,第二再沸器11可用新鲜热源以补足热量且实现灵活调节。
41.在本发明的一些实施方式中,所述浓缩塔2用于将脱酸脱氨塔1产生的釜液进行蒸馏浓缩,所述浓缩塔2的塔顶得到气态产物,所述浓缩塔2的塔底得到浓酚液;所述浓缩液送出界区,可用于水煤浆制浆或者掺入煤中焚烧。
42.在本发明的一些实施方式中,所述碱洗塔3设有上、下两个循环洗涤段,两个循环洗涤段都设置填料,两个循环洗涤段的理论级数均为1-3级;
43.所述碱洗塔3的塔底通过泵分别连接碱洗塔3的下部循环返回口和脱酸脱氨塔1,碱洗塔3的中部侧线通过泵连接碱洗塔3的上部循环返回口;碱液添加管道13连接碱洗塔3的顶部。
44.在本发明的一些实施方式中,所述碱洗塔3用于将浓缩塔2得到的气态产物进行脱酚处理,所述碱洗塔3的塔顶得到脱酚气体,所述碱洗塔3的塔底得到洗液。所述洗液返回所述脱酸脱氨塔1,不会产生二次污染,同时可以改进脱氨效果。
45.本发明中,通过将碱洗塔设置成上、下两个循环洗涤段,可以保证气态产物与碱液充分接触,洗脱掉气态产物中的酚类等有机物质。
46.在本发明的一些实施方式中,所述碱洗塔3的塔顶通过第二冷却器15连接贮槽4;
所述贮槽4的出口与低污染水出口管道14连接。
47.在本发明的一些实施方式中,从所述碱洗塔3的塔顶采出的脱酚气体通过第二冷却器15冷凝后,得到低污染水,进入贮槽4。从贮槽4中采出的低污染水可以进入生化装置继续处理或者作为循环水的补水使用。
48.本发明第二方面提供一种煤化工废水减量化处理的方法,包括以下步骤:
49.(1)将煤化工废水进行脱酸脱氨处理,得到酸性气体、含氨水蒸汽和釜液;
50.(2)将所述釜液进行蒸馏浓缩,得到气态产物和浓酚液;
51.(3)使用碱液对所述气态产物进行脱酚处理,得到脱酚气体和洗液,将所述脱酚气体进行冷凝,得到低污染水。
52.本发明中,通过脱酸脱氨、蒸馏浓缩和脱酚处理,将煤化工废水分成浓酚液和低污染水两部分。与传统的煤化工含酚废水的处理方法相比,本发明提供的方法整体流程简单,且解决废水的污染问题更彻底。
53.在本发明的一些实施方式中,所述脱酸脱氨处理在脱酸脱氨塔中进行。优选地,所述脱酸脱氨处理的过程包括:将煤化工废水分冷、热两股从脱酸脱氨塔的上部和中上部进入塔内,控制脱酸脱氨塔的塔顶表压为0-0.4mpa,塔顶温度为35-65℃,塔底表压为0.02-0.42mpa,塔底温度为99-145℃,从脱酸脱氨塔的塔顶汽提出的酸性气体进入焚烧装置。从侧线采出的含氨水蒸气用作浓缩塔的热源,自身被冷凝至80-120℃后进入后续分凝和吸收装置加工成氨产品销售。脱酸脱氨塔的塔釜釜液由泵送至浓缩塔。
54.在本发明的一些实施方式中,所述蒸馏浓缩在浓缩塔中进行,所述蒸馏浓缩的过程包括:将所述脱酸脱氨的釜液送入浓缩塔中进行减压蒸馏,塔顶采出气态产物,塔釜得到的浓缩液配入煤中焚烧。
55.在本发明的一些实施方式中,所述蒸馏浓缩的条件包括:浓缩塔的回流比为0.05-0.2,浓缩塔塔顶的采出率为0.3-0.95,浓缩塔的操作绝压为0.05-0.1mpa。
56.本发明中,所述浓缩塔塔顶的采出率是指浓缩塔塔顶采出的气态产物的流量与进浓缩塔的物料的流量的比。所述浓缩塔的回流比是指由内置分凝器返回塔内的回流液流量与塔顶采出的气态产物的流量的比。
57.在本发明的一些实施方式中,所述脱酚处理在碱洗塔中进行,所述脱酚处理的过程包括:将所述浓缩塔塔顶得到的气态产物通入碱洗塔底部,与碱液逆流接触,碱洗后的气态产物从碱洗塔上部采出,冷凝后得到低污染水(或称为馏出液),作为循环水的补水使用。
58.在本发明的一些实施方式中,所述碱液从碱洗塔顶部定量补充,在保持塔釜液位稳定的情况下,多余碱液由泵送入脱酸脱氨塔,以改进脱氨效果。
59.在本发明的一些实施方式中,所述脱酚处理的条件包括:碱洗塔上段循环洗涤段的液气质量比为5-20,下段循环洗涤段的液气质量比为5-15;碱洗塔的操作绝压为0.05-0.1mpa。其中,所述液气质量比是指碱洗塔中的碱液和气态产物的质量比。
60.在本发明的一些实施方式中,优选地,所述碱洗塔的压力与所述浓缩塔的压力相同。
61.在本发明的一些实施方式中,步骤(3)中,所述碱液选自naoh溶液,浓度为30-50wt%;所述碱液的添加量为0.3-1kg/t废水(折算成100wt%naoh计算)。
62.本发明中,步骤(3)中,所述碱液需要提前预热,所述碱液的温度应与所述气态产
物的温度保持一致,以保证气态产物不会被过多地冷凝在碱液中。
63.以下将通过实施例对本发明进行详细描述。
64.实施例1
65.某煤热解工厂,煤化工含酚废水量为100t/h,含酚约7500mg/l,含氨5000mg/l,二氧化碳3200mg/l,硫化氢20mg/l,cod为38000mg/l。按照图1的工艺设备流程图进行煤化工废水处理,步骤如下:
66.(1)脱酸脱氨:使煤化工废水分冷、热两股从脱酸脱氨塔上部和中上部进入塔内,使塔顶表压为0.4mpa,塔顶温度为65℃,塔底表压为0.42mpa,塔底温度为144-145℃,从塔顶汽提出的酸性气体进入焚烧装置。从侧线采出的含氨水蒸汽用作浓缩塔的热源,自身被冷凝至120℃后,进入后续分凝和吸收装置加工成氨产品销售。脱酸脱氨塔的塔釜釜液由泵送至浓缩塔。
67.(2)蒸馏浓缩:将所述脱酸脱氨塔的釜液送入浓缩塔中进行减压蒸馏。浓缩塔进料口之上设置6块塔板(理论级数为3级),操作绝压为0.05mpa,浓缩塔顶部设有内置分凝器,控制回流比为0.05。塔顶采出气态产物,采出率为0.95,塔釜得到的浓缩液配入煤中焚烧。
68.(3)碱洗脱酚:将所述浓缩塔塔顶得到的气态产物通入碱洗塔底部,与碱液逆流接触,碱洗后的气态产物从碱洗塔上部采出,冷凝后得到馏出液,作为循环水的补水使用。其中,碱洗塔压力与浓缩塔压力相同。碱液从碱洗塔顶部定量补充,在保持塔釜液位稳定的情况下,多余碱液由泵送入脱酸脱氨塔,以改进脱氨效果。碱液为40%的氢氧化钠溶液,补加量为100kg/h。碱洗塔上、下两个循环洗涤段的理论级数都为1级。上段循环洗涤段的液气质量比为5,下段循环洗涤段的液气质量比为5。
69.经统计,在处理量为100t/h的情况下,馏出液量约95t/h,浓缩液约5t/h;馏出液含酚约350mg/l,含氨95mg/l,cod为1400mg/l。废水减量至原水量的5wt%。浓缩液配煤焚烧,锅炉的脱硫脱硝负荷未见明显升高,无二次污染产生。
70.实施例2
71.按照实施例1的方法处理煤化工含酚废水,不同的是,步骤(1)中,脱酸脱氨塔的塔顶表压为0mpa,塔顶温度为35℃,塔底表压为0.02mpa,塔底温度为99℃;
72.步骤(2)中,浓缩塔进料口之上的理论级数为5级,操作压力为绝对压力0.1mpa,回流比为0.2,塔顶采出率为0.3;
73.步骤(3)中,碱液为30%的氢氧化钠溶液,补加量为30kg/h。碱洗塔上、下两个循环洗涤段的理论级数都为3级。上段循环洗涤段的液气质量比为15,下段循环洗涤段的液气质量比为15。
74.经统计,在处理量为100t/h的情况下,馏出液量约30t/h,浓缩液约70t/h;馏出液含酚约120mg/l,含氨50mg/l,cod为760mg/l。废水减量至原水量的70wt%。
75.实施例3
76.按照实施例1的方法处理煤化工含酚废水,不同的是,步骤(1)中,脱酸脱氨塔的塔顶表压为0.18mpa,塔顶温度为50℃,塔底表压为0.2mpa,塔底温度为120℃;
77.步骤(2)中,浓缩塔进料口之上的理论级数为4级,操作绝压为0.08mpa,回流比为0.1,塔顶采出率为0.6;
78.步骤(3)中,碱液为50%的氢氧化钠溶液,补加量为50kg/h。碱洗塔上、下两个循环
洗涤段的理论级数都为2级。上段循环洗涤段的液气质量比为7,下段循环洗涤段的液气质量比为8。
79.经统计,在处理量为100t/h的情况下,馏出液量约60t/h,浓缩液约40t/h;馏出液含酚约260mg/l,含氨75mg/l,cod为950mg/l。废水减量至原水量的40wt%。
80.综上所述,采用本发明提供的装置和方法进行煤化工废水处理,可以保证低污染水的cod在2000mg/l以下,降低了低污染水的处理负荷。而且,可根据需求将废水减量至原水量的5-70wt%,有利于实现各类工艺系统的水平衡。现有技术一般采用酚氨回收-生化处理-深度处理三个环节串联的方式来处理煤化工废水,经统计,在处理量为100t/h的情况下,利用现有方案,酚氨回收出水的cod比本方案要高1500-3000mg/l,且cod构成中大部分是难降解污染物,可生化性很差,因而生化规模和投资大,出水还需利用深度处理装置进一步处理。酚氨回收-生化处理-深度处理三个环节的总投资在2.5亿元以上,而利用本发明提供的技术方案,生化装置规模可大幅度缩减,深度处理装置可以取消,预计总体投资可以缩减40%以上。
81.以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。