1.本发明涉及热交换技术领域,尤其涉及一种空调用换热器及其制备方法。
背景技术:
2.空调用换热器是应用比较广泛的一种典型的热交换技术产品。空调的热交换或者是制冷制热效果,除去冷却介质、功率设置外,换热器的换热效率是最重要的因素。随着经济的发展,越来越多的人对生活品质、舒适度有了更多的追求,比如居住环境适宜的温度,就使得不管是终端空调还是中央空调的市场需求越来越多,而众多的空调生产厂商间的竞争也越来越激烈。厂家们为了提高竞争力,除了不断开发新品、开拓市场,在保证或提高产品质量、使用效果的同时也在不断地想办法降低生产成本,提高空调产品的使用寿命。作为空调产品主要的关键零部件,换热器在整个空调产品部件成本中占据了相当大的比例,所以各厂家均会花大量精力降低换热器的成本,而现有技术中,换热器中的换热管就由铝合金管代替了原来贵重的铜管,且铜管换成铝合金管后并未对换热效率从而对空调整机的使用性能产生较大影响,因为现有技术中铝合金材质的换热管其导热效率同样出色,所以当前市场上的空调器的换热器的换热管已基本被铝合金材质替代。
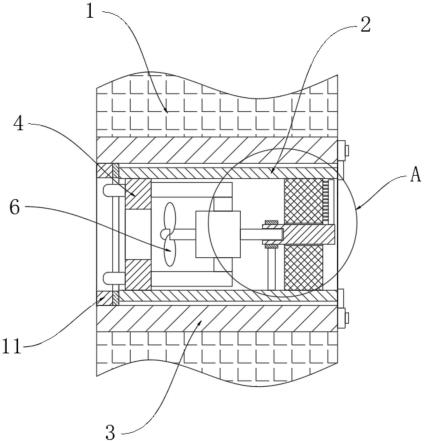
3.空调用换热器主要是由容纳冷却介质的换热管和设置其上的多层翅片构成,冷却介质通过换热管壁传导至与其接触的翅片与翅片所处的外界空气进行热交换,再通过电机带动的贯流风叶将经过热交换的空气吹出至室内,达到室内空气温度调节的目的。现有技术中的空调用换热器主要是如图1、图2所示的结构,图中标记1为换热管,2为翅片,3为通孔凸台,4为通孔凸台与换热管外壁间形成的空隙腔,5为换热管内壁设置的齿状凸台,相邻齿状凸台间形成导流凹槽51,换热管内壁的导流凹槽、齿状凸台可大大增加冷却介质通过换热管与外界(翅片)热交换的面积,从而提高换热效率;另外,现有技术生产空调用换热器的方式如下:首先将换热管原料管制成按要求的尺寸,然后将其折弯成u形管13,将翅片原料板2冲出翅片通孔21,翅片通孔21一般会被冲成翅片原料板底部孔径大、上端孔径小的圆锥状的通孔凸台3,将u形管的两侧直管穿过翅片2上冲的翅片通孔21,然后采用涨管工艺对换热管1尤其是换热管与翅片通孔接触处的内壁处进行涨管,增加了此处换热管管径,使得换热管与翅片通孔紧密接触固定。
4.但前述现有技术中的空调用换热器的结构及生产方式却有如下缺陷:1、为使得换热管与翅片充分紧密接触,在换热管穿过翅片通孔后对换热管内壁进行涨管处理,此处理过程或多或少地会对换热管内壁的齿状凸台有所破坏,同时也破坏了齿状凸台间的导游凹槽,一方面在一定程度上减少了换热面积,另一方面不均匀的齿状凸台亦降低了换热效果,另外,变形的导流凹槽会使换热管内流动的冷却介质流动不平稳,尤其是因导流凹槽存在而使流动的冷却介质形成的湍流不稳定,从而降低了换热效率;2、现有技术在涨管后,翅片的通孔凸台3与换热管外壁间会形成空隙腔4,且通孔凸台在远离翅片底部分的端口处会因涨管而可能产生如图3所示的通孔凸台缺口31,空隙腔4和通孔凸台缺口31都会使得换热管与翅片结合不紧密,从而影响换热效率;3、在空调运行时,外界空气中的水蒸气会在翅片和
换热管外壁凝结成液态水,而水中会含有带有电荷的离子,这些含有带电离子的水集聚在前述的空隙腔4、因通孔凸台缺口31的不规则和不平整与换热管外壁间形成的大小形状不一的类似空隙腔的空间内,时间一长,则会对翅片和换热管产生电化学腐蚀,影响换热效果和换热器使用寿命,尤其是在沿海地区空气中水分、盐分含量较大,此种电化学腐蚀会更严重,长时间甚至会将换热管腐蚀穿孔,那空调也就不能使用了,所以近年来空调厂家尤其是知名空调厂商都在研究空调换热器抗腐蚀技术,以延长空调尤其是在沿海地区使用寿命,目前,国内知名的空调厂家对于换热器抗腐蚀有了具体的要求,即在5%盐雾(氯化钠)环境下换热管不穿孔的时间要达到1800小时;4、实际的空调换热器有很多组u形换热管穿过非常多层的翅片,排列非常紧密,以保证有足够多的换热、散热面积,所以在涨管时容易造成对换热器内壁齿状凸台更多更严重的损坏,也容易造成翅片通孔产生更多的翅片通孔缺口,从而影响换热效率。
技术实现要素:
5.本发明的主要目的之一是提供一种能解决现有技术中上述缺陷的空调换热器,另一主要目的是提供一种制备达到前一目的的空调换热器的方式。实现本发明目的的技术方案如下:
6.一种空调用换热器,包括多层平行设置的翅片及穿透前述多层翅片设置的若干组u形管,相邻两组u形管的相邻侧管通过连接管连通,换热管的内壁轴向设置有间隔排列的齿状凸台,相邻齿状凸台间形成导流凹槽,换热管由不同熔点的内层基材层和外层复合层构成,所述基材层的熔点大于复合层的熔点,所述换热管通过穿透翅片上对应开设的翅片通孔与翅片连接,并通过加热使换热管外层复合层熔化后将换热管与翅片在翅片通孔处的连接部位密封形成熔化密封层使换热管与翅片密封固定。复合层熔点小于基材层,换热管加热到一定温度时,复合层熔化而基材层不熔化,复合层熔化后成为具备流动性的熔融金属液并在换热管外壁表面流动,在换热管与翅片连接处形成集聚,并填充满连接处存在的空隙,在连接处形成熔化密封层使换热管与翅片间完全接触,大大提高了换热管内冷却介质通过换热管与翅片热交换的换热效率,同时因为熔化密封层填充了可能存在的空隙,在空调运行时换热管尤其是换热管与翅片连接处的冷凝水不能长期集聚驻留且液态水量较少,其电化学腐蚀较现有技术中大大降低,延长了换热管进而空调的使用寿命。
7.所述的翅片冲出翅片通孔且形成两端开口并周向包覆u形管侧管的翅片通孔凸台,所述熔化密封层充满翅片通孔凸台与u形管外壁间的空隙。翅片冲孔后如果通孔处形成了翅片通孔凸台,那么翅片和的换热管外壁间形成的空隙腔会更大,其在空调运行后会有集聚更多冷凝水的可能,而本方案的技术特征中这些空隙腔均为熔化密封层充满,不会集聚冷凝水,跟现有技术相比,抗电化学腐蚀效果更显著,进一步地延长了空调换热器使用寿命。
8.所述的复合层与基材层间为冶金结合层。冶金结合层是换热管原料管材生产时拉拔工艺中产生的,它使得复合层与基材层结合更紧密。
9.前述换热管内壁的齿状凸台为螺旋状。此技术特征使得相应的导流凹槽也呈螺旋状,类似于枪膛来福线形状,这样冷却介质在换热管内流动时形成的湍流更稳定、更有序,使得冷却介质与外界换热更均匀、高效。
10.前述换热管的复合层的体积占整个换热管的8—12%。复合层的体积如此占比,能在保证本发明产品加热时复合层熔化后有足够熔融液填充换热管与翅片连接处的接缝、空隙、空腔以提高冷却介质通过换热管与翅片间换热效率,同时也能保证换热管的主要部分为基材层,一方面能使基材层有足够厚度开设导流凹槽,另一方面通过基材层能保证整个换热管的强度。
11.根据前述的空调用换热器的制备方法,包括如下步骤:
12.s1、将换热管原料管加工成要求的尺寸,并折弯成u形管;
13.s2、将翅片原料板冲压成带有翅片通孔的翅片;
14.s3、将u形管穿透对应的翅片通孔使换热管与翅片连接制成半成品换热器;
15.s4、将半成品换热器加热至换热管复合层熔化,但基材不熔化,使复合层熔化后沿换热管外壁表面扩散,并向换热管与翅片的连接处集聚,填充满翅片通孔处换热管与翅片连接部位的空隙形成熔化密封层,熔化密封层使翅片与换热管外壁完全贴合密封固定;
16.s5、密封固定后的半成品换热器,在相邻的u形换热管的侧管开口端部安装连接管,使换热管内腔形成密闭的通路,即制成空调用换热器成品。
17.因为换热管由熔点不同的外层复合层和内层基材层构成,所以本方案中为保证换热管与翅片的紧密结合以保证冷却介质与外界空气间的热传导,就无需如现有技术一样要对换热管进行涨管处理而使得连接处的换热管与翅片能紧密结合。本方案采用加热使复合层熔化后流动扩散并集聚形成熔化密封层充满换热器外壁与翅片连接处存在的接缝、空隙乃至空腔,使得冷却介质通过换热管与翅片连接部分进行热交换的面积较现有技术大大增加从而提高换热效率;熔化密封层充满换热器与翅片连接处后,使得空调运行时冷凝水不会集聚,电化学腐蚀大大降低,延长了换热器使用寿命;另外本方案不会产生如现有技术采用涨管处理后对换热管内壁的齿状凸台、导流凹槽的破坏而影响换热效率。
18.前述的换热管的复合层和基材层均为铝合金材料,翅片、换热管的复合层与基材层的熔点不相同,翅片和基材层的熔点比复合层的熔点高,基材层的熔点为640—670℃,复合层的熔点为595—630℃,其中,复合层由如下组分组成,按质量百分比为:
19.硅:11—13%;
20.铁:0.7—0.85%;
21.铜:0.25—0.35%;
22.锰:0.10—0.2%;
23.镁:0.05—0.15%;
24.锌:0.8—1.4%;
25.铝:余量。
26.现有技术中用于换热器换热管的铝合金材料中不含锌,本方案将锌加入复合层材料中,在空调运行时少量冷凝水存在的对连接部分轻微电化学腐蚀时,会先损耗锌元素,进样就进一步地延长接热器的使用寿命。
27.进一步地,所述步骤s1中的换热管原料管采用包覆拉拔方式制备,即将管状基材层原料管置于板状复合层材料板上,通过若干次包覆,将板状复合层材料板逐次包覆在基材层原料管外壁,将包覆后的复合层材料板在基材层原料管外壁接驳处焊接成密封的紧贴基材层的管状复合层原料层,最后对包覆后的整体原料管按照要求进行拉拔,拉拔至复合
层与基材层间形成冶金结合层,且符合管壁、管径尺寸要求。换热管原料管采用包覆拉拔工艺生产,使得复合层与基材层间形成稳定的相互融合过渡的冶金结合层,保证了换热管的强度和稳定性。
28.前述的步骤s4中的加热温度为600—620℃,保温时间为5—15分钟。在此温度、保温时间范围内,可以保证复合层满足熔化后在换热管和翅片连接部分生成合适的熔化密封层而不过度熔化,防止因过度熔化而使附近翅片弯曲变形而影响换热效率,也防止基材层在长时间高温下产生变形而影响其强度。
29.所述的步骤s3后还有步骤s3a,对插入翅片的u形管进行涨管处理,使得u形管侧管内径扩大,进而使得u形管外壁与翅片间的空隙变小,更有利于步骤s4中复合层熔化后填充满翅片通孔处换热管与翅片连接部位的空隙形成熔化密封层。有些空调换热器的换热管较大或者为了便于装配,换热管与翅片通孔间的间隙较大,在这种情况下,复合层熔化的量不足以保证充满翅片与换热管间的空隙、空腔,不足以使得翅片和换热管外壁间形成熔化密封层,因此增加s3a这个涨管的工序,虽然换热管内的齿状凸台、导流凹槽会因涨管而造成一定程度的损伤从而影响换热效率,但这种影响的程度远不如使得换热管外壁与翅片间形成熔化密封层后对换热效率的提高。
30.前述的步骤s4中的加热方式为钎焊,将步骤s3中的半成品换热器通过传送带进入钎焊炉加热,钎焊炉的温度控制在600—620℃,传送带的速度保持在使得换热器在钎焊炉中的保温时间为5—10分钟。本技术措施相对适合大批量换热器的生产。
31.前述的步骤s4中的加热方式为电阻焊,将步骤s3中的半成品换热器作为电阻接入电路中,通过电流后电阻发热,控制电路电流和电压使得换热器发热后加热至600—620℃,保温5—10分钟。此方式适合试制、小批量换热器的生产。
32.本发明的有益效果总结如下:
33.1、因为无需对换热器管进行涨管处理,不会破坏换热器内管壁上的齿状凸台和导流凹槽,所以本发明相对现有技术冷却介质的换热面积更大,冷却介质在内管中流动时产生的湍流更稳定,因而换热效率更高。
34.2、复合层熔化后扩散集聚产生的熔化密封层,填充满了换热管与翅片连接处存在的接缝、缺口、空隙、空腔,使得换热管与翅片连接部位有效换热面积大大增加,相应提高了换热效率;另外复合层的熔化密封层,相当于在换热管与翅片间增加了焊料并使两者焊接,在两者间形成焊接层,使得换热管与翅片间的形成一体化的热传导,大大提高了换热效率。
35.3、熔化密封层使得冷凝水不会在换热管与翅片连接处大量集聚(相对于现有技术),加上复合层材料中存在的锌,使得本发明产品抗电化学腐蚀能力大大提高,寿命大大延长。
36.4、主要效果:首先是换热效率相对于现有技术中主流空调厂商采用的换热器,换热效果提升15—30%,其中不采用对换热管进行涨管处理的本发明,换热效果提高20—30%,如果采用涨管处理换热管,则换热效率提高得相对低,在15—20%;其次使用寿命,相较于前述中当前知名空调厂商1800小时不穿孔的较长使用寿命的要求,在当前此使用寿命已是非常高的,本发明产品在同等条件也即5%盐雾环境下,可以达到3450小时以上不穿孔,足以满足更潮湿、盐分更高的沿海环境对空调使用寿命的要求。
附图说明
37.图1为现有技术中换热器(主要体现换热管与翅片连接部分)的示意图;
38.图2为图1的a-a剖视图;
39.图3为现有技术中涨管工艺后换热管与翅片连接部分的示意图;
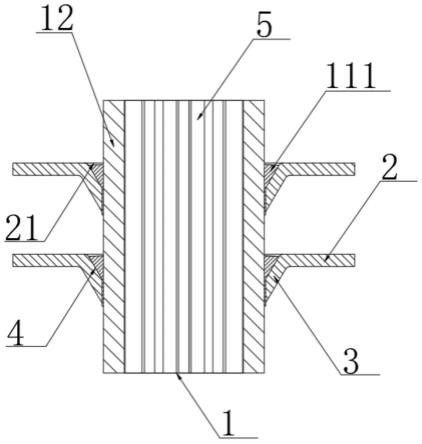
40.图4为本发明中换热管的横截面示意图;
41.图5为图4中的b-b剖视图,图中的齿状凸台表述为螺纹状;
42.图6为本发明中换热器(主要体现换热管与翅片连接部分)的实施方式示意图;
43.图7为本发明中采用钎焊加热方式的示意图;
44.图8为本发明中采用电阻焊加热方式的示意图;
45.图9为本发明中换热管原料管采用包覆拉拔工艺制备的示意图。
46.图中,1为换热管,11为复合层,111为熔化密封层,12为基材层,13为u形管,14为连接管,2为翅片,21为翅片通孔,3为翅片通孔凸台,31为通孔凸台缺口,4为空隙腔,5为齿状凸台,51为导流凹槽,6为冶金结合层,7为钎焊炉,8为电阻焊装置。
具体实施方式
47.以下结合附图详述本发明的具体实施方式:
48.一、实施方式一
49.参见附图4—6,空调用换热器,包括多层平行设置的翅片2及穿透前述多层翅片2设置的换热管1,换热管由多组u形管13构成,相邻两组u形管13的相邻侧管通过连接管14连通,换热管1的内壁轴向设置有间隔排列且呈螺旋状的齿状凸台5,相邻齿状凸台间形成导流凹槽51,换热管1由不同熔点的内层基材层12和外层复合层11构成,复合层11与基材层12间为冶金结合层6。复合层11的体积占整个换热管的10%。
50.基材层的熔点大于复合层的熔点,换热管1通过穿透翅片2上对应开设的翅片通孔21与翅片2连接,并通过加热使换热管外层复合层11熔化后将换热管1与翅片2在翅片通孔21处的连接部位密封形成熔化密封层111使换热管与翅片密封固定。翅片2冲出翅片通孔21且形成两端开口并周向包覆u形管侧管的翅片通孔凸台3,熔化密封层111充满翅片通孔凸台3与u形管13外壁间的空隙腔4及其它空隙。
51.制备本实施方式换热器产品的方法步骤如下:
52.首先换热管的原材料选择为:基材层采用3系铝合金,其熔点为645℃;复合层材料属于4系铝合金,其按重量百分比各组分组成如下:硅12%,铁0.75%,铜0.25%,锰0.15%,镁0.08%,锌1.0%,其余为铝。按此配比的复合层的熔点为625℃。
53.s1、换热管原料管采用包覆拉拔方式制备,如图9所示,即将管状基材层原料管置于板状复合层材料板上,通过若干次包覆,将板状复合层材料板逐次包覆在基材层原料管外壁,将包覆后的复合层材料板在基材层原料管外壁接驳处焊接成密封的紧贴基材层的管状复合层原料层,最后对包覆后的整体原料管按照要求进行拉拔,拉拔至复合层与基材层间形成冶金结合层,且符合管壁、管径尺寸要求;将换热管原料管加工成要求的尺寸,并折弯成u形管;
54.s2、将翅片原料板冲压成带有翅片通孔的翅片,翅片通孔处形成翅片通孔凸台;
55.s3、将u形管穿透对应的翅片通孔使换热管与翅片连接制成半成品换热器,换热管
外壁与翅片通孔凸台抵靠;
56.s4、将半成品换热器通过输送带送入钎焊炉7中,见图8所示,此例为规模化生产方式,炉内温度610℃,此温度使换热管复合层熔化,基材不熔化,保温时间为10分钟(此例中因为输送带方式,实际即为输送带在炉内停留时间10分钟)。使复合层熔化后沿换热管外壁表面扩散,并向换热管与翅片的连接处集聚,填充满翅片通孔处换热管与翅片连接部位的空隙形成熔化密封层,熔化密封层使翅片与换热管外壁完全贴合密封固定;
57.s5、密封固定后的半成品换热器,在相邻的u形换热管的侧管开口端部安装连接管14,使换热管内腔形成密闭的通路,即制成空调用换热器成品。
58.选取按本实施方式的成品作测试,其换热效率较现有技术提高25%以上,在5%盐雾环境下使用寿命测试,可以达到4000小时以上不穿孔。
59.实施方式二
60.与实施方式一的不同在于,本例是在为了便于装配,翅片通孔冲得较大,使得换热管外壁与翅片通孔凸台间的间隙较大,复合层熔化的量不足以保证充满翅片与换热管间的空隙、空腔,所以在实施方式一的步骤s3后还有步骤s3a,即对插入翅片的u形管进行涨管处理,使得u形管侧管内径扩大,进而使得u形管外壁与翅片间的空隙变小,更有利于步骤s4中复合层熔化后填充满翅片通孔处换热管与翅片连接部位的空隙形成熔化密封层。因为有涨管工序,所以翅片通孔凸台与换热管外壁接触处可能会产生如图3所示的通孔凸台缺口31,但因复合层熔化后形成的熔化密封层亦会将通孔凸台缺口31填补使翅片与换热管外壁形成一体。
61.另外,本例中的复合层材料组分含量略有不同,基材层仍采用3系铝合金,其熔点为660℃;复合层材料其按重量百分比各组分组成如下:硅11%,铁0.8%,铜0.25%,锰0.15%,镁0.08%,锌1.2%,其余为铝,按此配比的复合层的熔点为600℃。此例中基材层和复合层的熔点差距较实施方式一大,主要是考虑到增加涨管工序后翅片凸台的破损处会增多增大,另外此例中翅片与换热管间的空隙、空腔较实施方式一大,所以增加复合层熔化后流动性以保证形成较好的熔化密封层。复合层体积占换热器体积的12%。
62.另外,此例用于较大换热器产品、较少数量的生产,所以加热采用如图7所示的电阻焊方式,其中8为电阻焊装置,其加热温度为605℃,保温时间15分钟。等保温结束后为半成品,再将相邻的u形换热管的侧管开口端部安装连接管14,使换热管内腔形成密闭的通路,即制成空调用换热器成品。
63.选取按本实施方式的成品作测试,其换热效率较现有技术提高18%以上,在5%盐雾环境下使用寿命测试,可以达到3500小时以上不穿孔。
64.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。