用于吸收性制品的膜以及层压件
1.相关申请的交叉引用
2.本技术要求于2019年11月14日提交的美国临时专利申请第62/935,468号以及于2020年2月14日提交的美国临时专利申请第62/976,911号的优先权的权益,所述两个申请的内容通过引用全文并入本文中。
技术领域
3.本发明涉及可以用于吸收性制品中的膜和层压件,以及包含这样的膜和层压件的吸收性制品。
背景技术:
4.各种众所周知的吸收性制品被构造成吸收体液。这样的吸收性制品的示例包含但不限于比如卫生棉或护垫的女性卫生产品、婴儿尿布、成人失禁产品、以及绷带。典型的吸收性制品通常由流体可渗透的面朝使用者的顶片、吸收芯、以及流体不可渗透的衣服或面朝外的底片构建而成,所述顶片可以为开孔的聚合物膜、或非织造物幅材、或膜/非织造物层压件,所述底片可以为例如固体聚合物膜。
5.通常,与由非织造物材料制成的顶片相比,由聚合物膜制成的顶片在用于制成品中时具有更好的性能特征。然而,由聚合物膜制成的顶片可能具有光泽度更高的视觉外观,因此与非织造物顶片相比可能“看起来更像塑料”,并且与非织造物顶片相比,聚合物膜顶片对穿戴者来说可能感觉更“粘”或“发粘”且更不柔软。
6.需要制造一种顶片,所述顶片给使用者提供非常柔软的感觉,并确保至少与传统的膜相当的性能。
技术实现要素:
7.根据本发明的一个方面,提供一种用于吸收性制品的膜。所述膜具有第一侧和与所述第一侧相对的第二侧、以及以沿至少一个方向具有每线性英寸60至120个突起的图案进行布置的多个开孔的突起。所述突起中的每一个包含从所述第一侧延伸的连续侧壁。所述第二侧具有与所述多个开孔的突起对准的多个开孔以及在所述开孔之间的接合区域。所述膜具有为至少大约8g/10min的熔流指数以及为至少大约80m3/m2/min的透气率。
8.在一个实施例中,所述膜具有介于大约10gsm与大约30gsm之间的基重。
9.根据本发明的一个方面,提供一种用于吸收性制品的层压件。所述层压件包含具有第一侧以及与所述第一侧相对的第二侧的膜层。所述膜层包含以沿至少一个方向具有每线性英寸60至120个突起的图案进行布置的多个开孔的突起。所述突起中的每一个包含从所述第一侧延伸的连续侧壁。所述第二侧具有与所述多个开孔的突起对准的多个开孔以及在所述开孔之间的接合区域。所述膜层具有为至少大约8g/10min的熔流指数以及为至少大约80m3/m2/min的透气率。所述层压件包含层压至所述膜层的第二侧的非织造物层。所述非织造物层包含在所述膜层的接合区域处附着至成形的膜的多根纤维。
10.在一个实施例中,所述非织造物层具有介于大约8gsm与大约60gsm之间的基重。
11.在一个实施例中,所述非织造物层包含纺粘非织造物。
12.在一个实施例中,所述非织造物层包含粗梳非织造物。
13.在一个实施例中,所述非织造物层包括水刺非织造物。
14.在一个实施例中,所述膜层具有介于大约4gsm与大约20gsm之间的基重。
15.在一个实施例中,所述层压件包含延伸穿过所述膜层和所述非织造物层的多个开孔。所述多个开孔具有这样的图案:该图案沿至少一个方向具有每线性英寸大约3至大约40个开孔的网目数。
16.在一个实施例中,所述层压件具有压花的图案。
17.在一个实施例中,所述压花的图案包含多个窄的脊。在一个实施例中,所述多个窄的脊包含窄的波状脊。
18.根据本发明的一个方面,提供一种用于吸收性制品的层压件。所述层压件包含具有第一侧以及与所述第一侧相对的第二侧的第一膜层。所述第一膜层包含以沿至少一个方向具有每线性英寸60至120个突起的图案进行布置的第一多个开孔的突起。所述第一多个开孔的突起中的每一个包含从所述第一侧延伸的连续侧壁。所述第二侧具有与所述第一多个开孔的突起对准的第一多个开孔以及在所述第一多个开孔的每一个之间的第一接合区域。所述第一膜层具有为至少大约8g/10min的熔流指数以及为至少大约80m3/m2/min的透气率。所述层压件还包含具有第一侧以及与所述第一侧相对的第二侧的第二膜层。所述第二膜层包含以沿至少一个方向具有每线性英寸3至40个突起的图案进行布置的第二多个开孔的突起。所述第二多个开孔的突起中的每一个包含从所述第二膜层的第一侧延伸的连续侧壁。所述第二膜层的第二侧具有与所述第二多个开孔的突起对准的第二多个开孔以及在所述第二多个开孔的每一个之间的第二接合区域。所述第一膜层的第二侧附着至所述第二膜层的第二侧。
19.在一个实施例中,所述第一膜层具有介于大约4gsm至大约20gsm之间的基重。
20.在一个实施例中,所述第二膜层具有介于大约10gsm至大约40gsm之间的基重。
21.根据本发明的一个方面,提供一种制造用于吸收性制品的材料的方法。所述方法包含使用成形结构将多个开孔的突起真空形成至聚合物幅材中以产生第一膜,所述成形结构包括沿至少一个方向具有每线性英寸60至120个开孔的图案。所述第一膜具有为至少大约8g/10min的熔流指数以及为至少大约80m3/m2/min的空气孔隙率。
22.在一个实施例中,所述方法包含将非织造物层压至所述第一膜以形成膜/非织造物层压件。
23.在一个实施例中,所述方法包含对所述膜/非织造物层压件进行开孔以产生多个开孔,所述多个开孔沿至少一个方向具有每线性英寸大约3至大约40个开孔的网目数。
24.在一个实施例中,所述方法包含对所述膜/非织造物层压件进行压花以在所述膜/非织造物层压件中产生压花的图案。
25.在一个实施例中,所述压花的图案包含多个窄的脊。在一个实施例中,所述多个窄的脊包含窄的波状脊。
26.在一个实施例中,所述方法包含将第二膜层压至所述第一膜以形成膜/膜层压件。
27.在一个实施例中,所述第二膜包含多个开孔,所述多个开孔以沿至少一个方向具
有每线性英寸3至40个开孔的图案布置。
28.通过参考附图考虑以下描述和所附的权利要求,本发明的这些和其它方面、特征和特性、以及结构的相关元件的操作方法和功能、部件的组合、以及制造的经济性将变得更明显,所有附图构成本说明书的一部分。然而,应当清楚地理解的是,附图仅仅用于示出和描述的目的,而不旨在作为对本发明的限制的定义。当在说明书和权利要求中使用时,单数形式“一个”、“一”以及“所述”包含复数所指物,除非上下文另外明确规定。
附图说明
29.示出以下附图的构件以强调本公开的一般原理并且以下附图的构件不一定是按比例绘制的。为了一致性和清楚起见,在所有附图中根据需要重复使用指示对应的构件的附图标记。
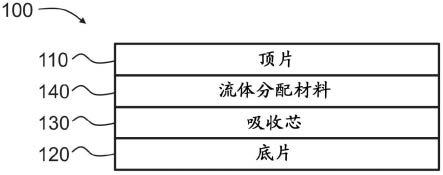
30.图1为根据本发明的实施例的吸收性制品的示意图;
31.图2a为可以用作图1的吸收性制品的一部分的膜的实施例的顶视图的显微照片;
32.图2b为沿着图2a中的线2b-2b取得的示意性放大横截面;
33.图3为用于制造图2a和图2b的根据本发明的实施例的膜的设备的示意图;
34.图4a为可以用作图1的吸收性制品的一部分的膜/非织造物层压件的实施例的一侧的显微照片;
35.图4b为图4a的膜/非织造物层压件的相对一侧的放大显微照片;
36.图4c为沿着图4b中的线4c-4c取得的示意性放大横截面;
37.图5为用于制造图4a、图4b和图4c的根据本发明的实施例的膜/非织造物层压件的设备的示意图;
38.图6为根据本发明的实施例的开孔的膜/非织造物层压件的一侧的显微照片;
39.图7为用于制造图6的开孔的膜/非织造物层压件的设备的示意图;
40.图8a为根据本发明的一个实施例的压花的膜/非织造物层压件的一侧的显微照片;
41.图8b为图8a的压花的膜/非织造物层压件的相对一侧的放大显微照片;
42.图9为用于制造图8a和图8b的压花的膜/非织造物层压件的设备的示意图;
43.图10a为根据本发明的实施例的压花的膜/非织造物层压件的一侧的照片;
44.图10b为图10a的压花的膜/非织造物层压件的放大照片;
45.图11为根据本发明的实施例的膜/膜层压件的示意性放大横截面,所述膜/膜层压件可以用于图1的吸收性制品中;以及
46.图12为用于制造图11的膜/膜层压件的设备的示意图。
具体实施方式
47.当在本文中使用时,表述“吸收性制品”表示吸收并且容纳体液和其它身体渗出物的制品。更具体地,吸收性制品/吸收装置包含紧靠或接近穿戴者的身体放置以吸收并且容纳从身体排出的各种渗出物的衣服。吸收性制品的非限制性示例包含但不限于女性卫生产品、婴儿尿布、成人失禁产品、以及绷带。
48.在整个说明书中,术语“幅材”指的是能够卷绕成卷的材料。幅材可以为膜幅材、非
织造物幅材、层压件幅材、开孔的层压件幅材等等。幅材的面指的是它的二维表面中的一个,而不是它的边缘中的一个。
49.术语“层压件幅材”或“层压件”指的是这样的幅材:该幅材包括以面对面的关系附着至彼此的两个或更多个单独的幅材。所述两个或更多个单独的幅材可以包含一个或多个膜幅材和/或非织造物幅材。附着部可以处于组成幅材上的特定的点位置处,或者附着部可以在组成幅材上为连续的。
50.在本说明书中,术语“膜”或“聚合物膜”指的是这样的幅材:通过由浇铸工艺或吹制挤压工艺挤压热塑性聚合物材料的熔融帘或片材并且接着冷却所述片材以形成固体聚合物幅材而制造所述幅材。膜可以为单层膜、共挤压膜、涂层膜、和/或复合膜。
51.在整个说明书中,表述“开孔的膜”以及“开孔的层压件”指示具有多个开孔的膜和层压件,所述多个开孔从所述膜或层压件的第一表面延伸至所述膜或层压件的相对的第二表面。
[0052]“二维开孔的膜”为这样的膜:在该膜中,在开孔中不存在三维结构,因此所述开孔将平坦的膜的第二表面连接至所述膜的第一表面。
[0053]“成形的膜”或“三维膜”为这样的膜:该膜带有从其至少一侧延伸的突起、凸起、或延伸单元,而“开孔的成形的膜”或“三维开孔的膜”为这样的膜:在该膜中,在开孔中存在三维结构(例如,开孔具有比膜的厚度更厚的深度),或者突起或凸起或延伸单元具有贯穿其中的开孔。
[0054]
当在本文中使用时,术语“突起”指的是三维构件,所述三维构件包括位于所述膜的第一表面的平面中的开孔的基座部分以及通常沿所述膜的第二表面的方向延伸的侧壁部分。每个基座部分具有相关联的侧壁部分。侧壁部分终止于位于所述膜的第二表面的平面中的“远侧端”中。所述突起的远侧端可以为开孔的或无孔的。
[0055]
当在本文中使用时,“开孔的突起”指的是这样的突起:该突起在第一表面的平面中在它的基座部分或近侧端处以及在它的远侧端或突出端处具有开孔。所述突起的基座部分中的开孔(也被称为“初级开孔”)可以以规则的或随机的图案呈多边形形状,例如正方形、六边形、五边形、椭圆形、圆形、卵形、或狭狭槽形。在一个实施例中,开孔可以呈船形形状,如例如在美国专利第7,198,836号中所描述的,所述美国专利通过引用全文并入本文中。
[0056]
开孔的远侧端或突出端被称为“次级开孔”,并且可以呈多边形形状,例如正方形、六边形、五边形、椭圆形、圆形、卵形、狭槽形、或船形形状。开孔的突起的侧壁部分从初级开孔延伸至次级开孔。
[0057]
术语“非织造物”指包括多根纤维的幅材。所述纤维可以彼此粘合或者可以不粘合。所述纤维可以为人造短纤维或连续纤维或长丝。所述纤维可以包括单种材料或者可以包括多种材料,作为不同纤维的组合、或者作为各自由不同材料组成的相似的纤维的组合。
[0058]
当在本文中使用时,“非织造物幅材”以它的一般意义用来限定相对平坦的、柔性的以及多孔的大致平面结构,并且所述非织造物幅材包含人造短纤维或连续纤维或长丝。所述非织造物幅材可以为用于形成非织造物幅材的任何工艺的产品,比如非织造纺粘幅材和熔喷非织造物幅材。非织造物幅材可以包含幅材的复合物或组合物。非织造物幅材可以包括可用来生产纤维的任何聚合物材料,和/或可以包括棉或其它天然纤维。在一个实施例
中,非织造物幅材可以为由聚丙烯纤维制成的纺粘材料。也可以混合包括不同聚合物的纤维。在一个实施例中,纤维可以为所谓的双组分(“bi-co”)纤维,所述双组分纤维包括由一种材料制成的芯以及由另一种材料制成的护套。
[0059]
当在本文中使用时,术语“成形结构”或“网”指的是三维模制设备,所述三维模制设备包括用来在膜中形成突起和/或开孔或者在非织造物幅材中形成突起的凹痕。在一个实施例中,成形结构包括具有宽度和直径的管状构件。在替代实施例中,成形结构可以包括具有宽度和长度的带。横向方向为平行于所述成形结构的宽度的方向。机器方向为平行于所述成形结构的旋转方向的方向,并且所述机器方向垂直于所述横向方向。
[0060]
当在本文中使用时,术语“透气率”为根据astm d737使用textest fx3300透气率测试仪所获得的通过材料的空气流量的量度。以立方米每平方米每分钟(m3/m2/min)为单位记录。
[0061]
当在本文中使用时,术语“熔流指数”为根据astm d1238,当材料被加热至190℃并且承受2.16千克的质量时,材料流量的量度。单位是克每10分钟(g/10min)。
[0062]
现在将描述本发明的各种实施例。对任何一个实施例的讨论不旨在限制本发明的范围。相反,本发明的各方面旨在强调本发明的广度,而无论是否被权利要求所涵盖。此外,现在已知的或将来开发的实施例的任何和所有变体方案也落入本发明的范围内。
[0063]
图1示意性地示出根据本发明的实施例的吸收性制品100。如所示出的,吸收性制品100包含顶片110、底片120、以及定位于顶片110与底片120之间的吸收芯130。吸收性制品100还可以包含定位于顶片110与吸收芯130之间的流体分配材料140。
[0064]
顶片110(其可以呈二维或三维开孔的膜、非织造物幅材、或开孔的膜与非织造物幅材的层压件的形式)可渗透流体并且被构造成面朝穿戴吸收性制品100的使用者且接触使用者的皮肤。顶片110接收来自使用者的流体排泄物,并且流体穿过顶片110到达流体分配材料140。流体分配材料140(如果使用的话)也是可渗透的,并且被构造成接收来自顶片110的流体并且将流体分配至吸收芯130。包含吸收性材料的吸收芯130接收来自流体分配材料140的流体并且储存流体,直至吸收性制品100被丢弃。底片120(其不可渗透液体并且可以呈聚合物膜或聚合物膜与非织造物幅材的层压件的形式)防止液体和其它身体渗出物从吸收芯130的底侧漏出。底片120可以为透气的,以使得空气而非液体可以通过。
[0065]
图2a为根据本发明的实施例的膜200的一部分的显微照片,所述膜可以用作图1的顶片材料110,图2b示意性地示出顶片材料200的沿着图2a的线2b-2b取得的横截面。如所示出的,膜200具有第一侧212以及与第一侧212相对的第二侧214。膜200包含多个开孔的突起216。如所示出的,开孔的突起216中的每一个包含从膜200的第一侧212延伸至远侧端220的连续侧壁218,所述远侧端包含次级开孔222。膜200的第一侧212还包含在开孔的突起216之间的接合区域224。
[0066]
膜200的第二侧214具有与多个突起216对准的多个初级开孔226。这样,膜200的第二侧214中的初级开孔226还被认为是开孔的突起216的近侧开孔226,而开孔的突起216的远侧端220处的次级开孔222还被认为是开孔的突起216的远侧开孔222。膜200的第二侧214还包含在近侧开孔226之间的接合区域228。
[0067]
在一个实施例中,开孔的突起216可以以这样的图案布置:该图案沿至少一个方向具有每线性英寸大约60至大约120个突起或“网目”、亦即大约60网目至大约120网目。所述
图案可以为六边形图案、正方形图案、交错图案、或任何其它类型的图案或设计。在一个实施例中,近侧开孔226可以为六边形形状并且具有大约相同的尺寸。
[0068]
膜200的聚合物可以包含一种或多种聚烯烃,包含但不限于聚乙烯、超低密度聚乙烯、低密度聚乙烯、线性低密度聚乙烯、线性中密度聚乙烯、高密度聚乙烯、聚丙烯、乙烯-醋酸乙烯酯、茂金属、以及其它聚合物,比如由植物(包含但不限于甘蔗)生产的生物基聚合物,或聚乳酸(“pla”)。其它聚合物还包含但不限于弹性体聚合物,包含但不限于聚丙烯基弹性体、乙烯基弹性体、共聚多酯基弹性体、烯烃嵌段共聚物、苯乙烯嵌段共聚物等等、或它们的组合。还可以在膜200中使用添加剂,比如表面活性剂、填料、着色剂、遮光剂和/或本领域中已知的其它添加剂。
[0069]
在一个实施例中,膜200可以具有介于大约10克每平方米(“gsm”)至大约30gsm之间的基重。在一个实施例中,膜200可以具有介于大约15gsm至大约25gsm之间的基重。
[0070]
图3示意性地示出可以用来制造本文中所描述的本发明的实施例的膜200的设备300。如所示出的,挤压模具302将聚合物熔体帘304挤压至成形结构306上,所述成形结构围绕具有真空狭槽310的圆柱体308旋转,通过所述真空狭槽抽真空。聚合物熔体帘304可以包含例如一种或多种聚烯烃材料和表面活性剂、以及一种或多种添加剂,比如着色剂。
[0071]
当对聚合物幅材(其固化以形成例如图2a和图2b的膜200)开孔时,空气流开始通过开孔的突起(例如,216),这使开孔的突起(例如,216)冷却并固化。聚合物幅材也被成形结构306冷却。所得到的真空成形的膜200由剥离辊322从成形结构306拉下,并且行进至随后的一个或多个辊324,直至所述膜可以由卷绕机330卷绕成卷332。在设备300中可以使用额外的辊和/或其它装备。所示出的实施例不旨在以任何方式进行限制。
[0072]
示例
[0073]
使用上述设备300生产一系列膜200。成形结构306具有沿至少一个方向以每线性英寸100个开孔(亦即100网目)布置的开孔的图案。使用不同的共混物来生产具有不同的熔流指数值但是具有为18克每平方米(gsm)的相同的目标基重的膜。比较示例为聚乙烯和母料的典型的共混物,所述母料包含用来制造真空成形的膜的表面活性剂和白色颜料。测量结果表明,针对比较示例形成的所得到的膜具有3.0m3/m2/min的透气率,这表明使用100网目成形结构产生非常少的开孔。难以测量实际的材料共混物的熔流指数,所以替代地测量所得到的膜的熔流指数,发现所述熔流指数为4.0g/10min。
[0074]
不受理论的束缚,假设增加所使用的材料的共混物的熔流指数可以使熔体帘更好地流动至100网目成形结构306的开孔中,并且使得在膜中形成更多的开孔,并因此产生更高的透气率。为了增加用于膜200的共混物的熔流指数,研究三种不同系列的共混物(示例1-示例5;示例6-示例8;示例9-示例11),其中每种共混物包含相同的母料,所述母料包含用来制造比较示例的表面活性剂和白色颜料。测量每种膜的膜熔流指数和透气率。在下面的表i中列出对测试结果的汇总:
[0075]
表i:膜熔流指数和孔隙率
[0076][0077]
结果表明,对于每一系列的共混物,通过增加共混物的熔流指数来增加膜的熔流指数产生具有增加的透气率的膜,这改善了膜的流体处理性能和柔软度。
[0078]
示例3、5和7的以及比较示例的膜样本被用作顶片,其中开孔的突起416面朝外,并且被组装成女性卫生护垫以用于评价小组测试来确定样本的相对柔软度。总共10名评价小组成员按照所感知的柔软度对每组4个样本进行排名,其中1为最不柔软的,4为最柔软的。在下面的表ii中列出对结果的汇总:
[0079]
表ii:针对柔软度的小组结果
[0080][0081][0082]
评价小组结果表明,具有最低的膜熔流指数的比较示例被10个评价小组成员中的每一个排名为最不柔软的,而具有最高的膜熔流指数的示例7平均被排名为最柔软的。
[0083]
图4a为根据本发明的一个实施例的膜/非织造物层压件400的一侧的一部分的显微照片,所述膜/非织造物层压件可以用作图1的吸收性制品的顶片110,其中膜/非织造物层压件400的非织造物层430位于顶部。图4b为在顶部具有膜层410的膜/非织造物层压件400的一部分的放大显微照片,并且图4c为膜/非织造物层压件400的沿着线4c-4c取得的横截面的示意图。
[0084]
如图4c中所示出的,膜层410具有第一侧412以及与第一侧412相对的第二侧414。膜层410包含多个开孔的突起416。如所示出的,开孔的突起416中的每一个包含从膜层410的第一侧412延伸至远侧端420的连续侧壁418,所述远侧端包含次级开孔422。膜层410的第一侧412还包含在开孔的突起416之间的接合区域424。
[0085]
膜层410的第二侧414具有与多个突起416对准的多个初级开孔426。这样,在膜层410的第二侧414中的初级开孔426还被认为是开孔的突起416的近侧开孔426,而开孔的突起416的远侧端420处的次级开孔422还可以被认为是开孔的突起416的远侧开孔422。膜层410的第二侧414还包含在近侧开孔426之间的接合区域428。膜层410可以包含关于膜200所列出的聚合物中的一种或多种,并且可以具有介于大约4gsm至大约20gsm之间的基重。
[0086]
在一个实施例中,开孔的突起416可以以这样的图案布置:该图案沿至少一个方向具有每线性英寸大约60至大约120个突起或者“网目”、亦即大约60网目至大约120网目。所述图案可以为六边形图案、正方形图案、交错图案、或任何其它类型的图案或设计。在一个实施例中,近侧开孔426可以为六边形形状并且具有大约相同的尺寸。
[0087]
非织造物层430具有第一侧432以及与第一侧432相对的第二侧434。在所示出的示例中,非织造物层430的第一侧432接触膜层410的第二侧414。非织造物层430包含多根纤维436。
[0088]
可以用于非织造物层430的非织造物幅材可以由许多工艺形成,包含但不限于纺粘工艺、熔喷工艺、水刺缠结(hydroentangling)工艺、水刺(spunlacing)工艺、气流成网法、以及粘合粗梳成网工艺、或它们的组合,如非织造物领域中已知的那样。在一个实施例中,非织造物层430可以为纺粘非织造物幅材。在一个实施例中,非织造物层430中的纤维436可以为聚丙烯纤维。在一个实施例中,非织造物层430可以包含天然纤维,比如棉。在一个实施例中,非织造物层430可以包含生物基纤维,所述生物基纤维包含由植物(包含但不限于甘蔗)生产的聚合物,或聚乳酸(“pla”)。非织造物层430可以具有介于大约8gsm至大约60gsm之间的基重。
[0089]
膜层410在粘合部位440处附着至非织造物层430,在所述粘合部位处,非织造物层430的第一侧432接触膜层410的第二表面414的接合区域428。在一个实施例中,粘合部位440处的纤维436嵌入膜层410的接合区域428中,这可以通过真空成形层压工艺来实现,如下面进一步详细描述的。预期粘合部位440以与一些或所有的接合区域428相称的图案分布。
[0090]
图5示出可以用来制造图4a-图4c的膜/非织造物层压件400的设备500的实施例。设备500包含许多与图3的设备300相同的部件。非织造物幅材512在层压辊516上从卷514退绕并且被引导至熔体帘304,同时熔体帘304在旋转的成形结构306与层压辊516之间的冲击点518处仍然处于熔融状态。在一个实施例中,层压辊516可以为点粘合辊,所述点粘合辊包含从辊516的圆柱形表面延伸的多个凸起。
[0091]
当两个层一起跨过真空狭槽310时,非织造物幅材512的与熔体帘304相邻的纤维嵌入熔体帘304的表面中,其中在聚合物幅材(亦即,固化的熔体帘304)中以与成形结构306所提供的图案大致上相同的图案形成开孔的突起。当聚合物幅材(其固化以形成例如图4c的膜层410)被开孔时,空气流开始通过开孔的突起(例如,416),这使开孔的突起(例如,416)冷却并且固化。当非织造物的纤维(例如,436)嵌入开孔的突起(例如,416)之间的接合区域(例如,428)中以使得非织造物在接合区域(例如,428)处粘合至膜层(例如,410)时,聚合物幅材也被成形结构306冷却。所得到的真空成形的膜/非织造物层压件400由剥离辊322从成形结构306拉下,并且行进至随后的一个或多个辊324,直至它可以由卷绕机330卷绕成卷532。在设备500中可以使用额外的辊和/或其它装备。
[0092]
所示出的实施例不旨在以任何方式进行限制。例如,可以使用其它层压技术来生产膜/非织造物层压件400。在一个实施例中,可以使用图3的设备300来制造膜层,随后使用已知技术将所述膜层附着至非织造物幅材,比如将粘合剂施加至膜和/或非织造物并且接着对两层材料施加压力、或者使用声波或超声波粘合技术。
[0093]
在一个实施例中,如果期望的话,设备300、500还可以包含额外的装备,比如可以用来沿机器方向或横向方向使膜200或膜/非织造物层压件400活化的相互啮合的齿轮。可以包含于设备300、500中的其它装备包含但不限于电晕处理设备、打印机、浮花装备、络筒装备、以及可以对膜200或膜/非织造物层压件400压花或提供额外的开孔的另外的处理装备,如下面进一步详细描述的。
[0094]
图6示出膜/非织造物层压件600的一个实施例,所述膜/非织造物层压件以图4a-图4c的膜/非织造物层压件400开始,然后被进一步处理以按一定图案形成多个大开孔610。大开孔610可以以具有每线性英寸3个开孔至每线性英寸40个开孔(亦即,3网目-40网目)的图案布置、理想地以具有每线性英寸不到20个开孔(亦即,20网目)的图案布置。
[0095]
图7示出可以用来产生大开孔610的设备700。如所示出的,设备700包含具有一定样式的销712的销辊710以及具有匹配样式的空腔722的反向辊720,所述空腔被构造成接收销712。销辊710和反向辊720可以沿相反方向旋转以形成辊隙730,膜/非织造物层压件400可以被进给通过所述辊隙。销712从销辊710的表面凸出,并且空腔722凹入至反向辊710的表面中。销辊710和反向辊720可以对准,以使得销712与空腔722配合,以使得当辊710、720旋转时,销712在辊隙730处插入空腔722中并且辊710、720之间的层压件被销712穿孔,从而形成大开孔610。所得到的层压件600可以卷绕成卷732,以用于随后转变成例如吸收性制品中的顶片或其它层。在一个实施例中,设备700可以与图5的设备“联机(in-line)”,比如在辊324与卷绕器330之间。
[0096]
图8a为压花的层压件800的一个实施例的照片,所述压花的层压件以图4a-图4c的膜/非织造物层压件400开始,并且被压花有图案。如图8b中所示出的,可以以所述图案形成大开孔810,但是所示出的实施例不旨在以任何方式进行限制。在一个实施例中,压花的层压件800仅包含多个微开孔,所述多个微开孔在压花之前形成于原始层压件中。在一个实施例中,可以使用压花工艺在膜/非织造物层压件400中形成额外的大开孔810。
[0097]
图9示出可以用来生产图8a和图8b的压花的层压件800的设备900。如所示出的,设备900包含匹配的压花辊910、920,所述匹配的压花辊被构造成提供图8a和图8b中所示出的图案。在膜/非织造物层压件400在压花辊910、920之间通过之后,压花的层压件800可以卷
绕成卷932,以用于进一步的处理。在其中期望形成大开孔的实施例中,压花辊910、920中的至少一个可以具有合适的结构以刺穿层压件400并形成大开孔810。在一个实施例中,设备900可以与图5的设备“联机”,比如在辊324与卷绕器330之间。
[0098]
图10a和图10b为示出使用图5中所示出的设备500制造并且利用图9的设备进行压花的膜/非织造物层压件1000的一个实施例的照片。在所示出的实施例中,膜/非织造物层压件1000的非织造物层为顶层,并且膜层在非织造物层下面。如所示出的,压花辊910、920被设计成在膜/非织造物层压件1000的一侧上产生多个窄的波状脊1010、以及勾勒出各个心形部1020的多个窄的脊。可以在膜/非织造物层压件1000中产生其它形状。所示出的实施例不旨在以任何方式进行限制。
[0099]
图11示意性地示出膜/膜层压件1100的一部分的横截面,所述膜/膜层压件1100可以用作图1的吸收性制品100的顶片110,或者用作图1的吸收性制品100的顶片110与流体分配材料140的组合。如图11中所示出的,膜/膜层压件1100包含附着至第二膜层1130的第一膜层1110。第一膜层1110具有第一侧1112以及与第一侧1112相对的第二侧1114。第一膜层1110包含多个开孔的突起1116。如所示出的,开孔的突起1116中的每一个包含从第一膜层1110的第一侧1112延伸至远侧端1120的连续侧壁1118,所述远侧端包含次级开孔1122。第一膜层1110的第一侧1112还包含在开孔的突起1116之间的接合区域1124。
[0100]
第一膜层1110的第二侧1114具有与多个突起1116对准的多个初级开孔1126。这样,第一膜层1110的第二侧1114中的初级开孔1126还被认为是开孔的突起1116的近侧开孔1126,而开孔的突起1116的远侧端1120处的次级开孔1122还可以被认为是开孔的突起1116的远侧开孔1122。第一膜层1110的第二侧1114还包含在近侧开孔1126之间的接合区域1128。第一膜层1110可以包含关于膜200所列出的聚合物中的一种或多种,并且可以具有介于大约4gsm至大约20gsm之间的基重。
[0101]
在一个实施例中,开孔的突起1116可以以沿至少一个方向(例如,沿膜/膜层压件1100的机器方向和/或膜/膜层压件1100的横向方向,所述横向方向与所述机器方向正交)具有每线性英寸大约60至大约120个突起或“网目”、亦即大约60网目至大约120网目的图案进行布置。所述图案可以为六边形图案、正方形图案、交错图案、或任何其它类型的图案或设计。在一个实施例中,近侧开孔1126可以为六边形形状并且具有大约相同的尺寸。
[0102]
第二膜层1130具有第一侧1132以及与第一侧1132相对的第二侧1134。第二膜层1130包含多个开孔的突起1136。如所示出的,开孔的突起1136中的每一个包含从第二膜层1130的第一侧1132延伸至远侧端1140的连续侧壁1138,所述远侧端包含次级开孔1142。第二膜层1130的第一侧1132还包含在开孔的突起1136之间的接合区域1144。
[0103]
第二膜层1130的第二侧1134具有与多个突起1136对准的多个初级开孔1146。这样,第二膜层1130的第二侧1134中的初级开孔1146还被认为是开孔的突起1136的近侧开孔1146,而开孔的突起1136的远侧端1140处的次级开孔1142还可以被认为是开孔的突起1136的远侧开孔1142。第二膜层1130的第二侧1134还包含在近侧开孔1146之间的接合区域1148。第二膜层1130可以包含关于膜200所列出的聚合物中的一种或多种,并且可以具有介于大约10gsm至大约40gsm之间的基重。
[0104]
在一个实施例中,开孔的突起1136可以以沿至少一个方向(例如,沿膜/膜层压件1100的机器方向和/或膜/膜层压件1100的横向方向,所述横向方向与所述纵向方向正交)
具有每线性英寸大约3至大约40个突起或“网目”、亦即大约3网目至大约40网目的图案进行布置。所述图案可以为六边形图案、正方形图案、交错图案、或任何其它类型的图案或设计。在一个实施例中,近侧开孔1146可以为六边形形状并且具有大约相同的尺寸。
[0105]
第一膜层1110在粘合部位1150处附着至第二膜层1130,在所述粘合部位处,第二膜层1130的第二侧1134的接合区域1148接触第一膜层1110的第二侧1114的接合区域1128。在一个实施例中,第一膜层1110和第二膜层1130可以通过真空成形层压工艺附着,如下面进一步详细描述的。
[0106]
图12示出可以用来制造图11的膜/膜层压件1100的设备1200的实施例。设备1200包含许多与图5的设备500相同的部件。将成为膜/膜层压件1100的第二膜层1130的开孔膜1230在层压辊516上从卷1210退绕并且被引导至熔体帘304,同时熔体帘304在旋转的成形结构306与层压辊516之间的冲击点518处仍然处于熔融状态。
[0107]
当两个层一起跨过真空狭槽310时,开孔膜1230的与熔体帘304相邻的一侧(其与第二膜层1130的第二侧1134相符)接触熔体帘304的表面,在所述真空狭槽处,在聚合物幅材(亦即,固化的熔体帘304)中以与成形结构306所提供的图案大致上相同的图案形成开孔的突起。当聚合物幅材(其固化以形成例如图11的第一膜层1110)被开孔时,空气流开始通过开孔的突起(例如,1116),这使开孔的突起(例如,1116)冷却并固化。当开孔膜1130的接合区域(例如,1148)粘合至开孔的突起(例如,1116)之间的接合区域(例如,1128)以使得开孔膜1230在接合区域(例如,1128)处被粘合至第一膜层(例如,1110)时,聚合物幅材也被成形结构306冷却。所得到的真空成形的膜/膜层压件1100由剥离辊322从成形结构306拉下,并且行进至随后的一个或多个辊324,直至它可以由卷绕器330卷绕成卷1220。在设备1100中可以使用额外的辊和/或其它装备。
[0108]
所示出的实施例不旨在以任何方式进行限制。例如,可以使用其它层压技术来生产层压件1100。在一个实施例中,可以使用图3的设备300单独地制造第一膜层1110和第二膜层1130,然后通过已知的技术将第一膜层1110和第二膜层1130附着至彼此,比如将粘合剂施加至膜层1110、1130中的一个并且接着将压力施加至两个膜层1110、1130,或者使用声波或超声波粘合技术。在一个实施例中,可以首先制造第一膜层1110,然后在使第二膜层1130真空成形时将所述第一膜层真空层压至第二膜层1130(亦即,与图12中所示出的相反)。
[0109]
在一个实施例中,如果期望,设备1200还可以包含额外的装备,比如可以用来沿机器方向或横向方向使膜/膜层压件1100活化的相互啮合的齿轮。可以包含于设备1200中的其它装备包含但不限于电晕处理设备、打印机、浮花装备、络筒装备、以及可以对膜/膜层压件1100压花或提供额外的开孔的另外的处理装备,如上所述。
[0110]
本文中所描述的实施例代表许多可能的实施方式和示例,并且不旨在必然地将本公开限制于任何特定的实施例。相反,可以对这些实施例进行各种修改,并且即使没有被明确地描述,本文中所描述的各种实施例的不同的组合也可以被用作本发明的一部分,如本领域普通技术人员可以理解的那样。任何这样的修改旨在被包含于本公开的精神和范围内并且由所附的权利要求保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。