1.本发明涉及发动机水管技术领域,更具体地说它涉及一种表面镀锌加电泳发动机水管。
背景技术:
2.在汽车发动机冷却系统都会用到外部管路、水管,水管是发动机冷却系统不可或缺的组成部分,对于连接距离短、空间足的一般采用胶管连接,对于空间紧凑但精度要求较高的一般采用钢管连接,而更多的则是钢管作为骨架管路,胶管作为连接钢管和其它结构的辅助管路来组成外部管路。
3.公告号为cn103836277b的中国专利公开了一种汽车发动机水管,该汽车发动机水管包括管体和便携式管接头,所述管体的一端为平口水管接头,另一端为凸鼓接头,用于连接软管;所述便携式管接头为一段外圆设置有密封槽的钢管,所述便携式管接头套在平口水管接头上并焊接为一体,所述便携式管接头用于与发动机相应的接口插接,通过在密封槽内安装的密封圈进行密封;所述发动机水管还包括水管支架,所述水管支架焊接在管体上靠近凸鼓接头的一端,用于固定管体。
4.但是该汽车发动机水管的整体结构在实际的使用过程中,由于空气氧化或水渍侵蚀影响而腐蚀,进而产生使用寿命短和严重影响发动机正常运行的问题,有待改进。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于提供一种表面镀锌加电泳发动机水管,该表面镀锌加电泳发动机水管具有显著提升防腐性能的效果。
6.为实现上述目的,本发明提供了如下技术方案:一种表面镀锌加电泳发动机水管,该发动机水管包括硬管本体,所述硬管本体的两端均设置有连接接头以及与相应的所述连接接头匹配的支架,并在所述硬管本体的中间部位连接有出水支管,所述出水支管设置有与所述硬管本体的外侧壁密封连接的密封钎焊部;所述发动机水管的内外两侧均依次设置有镀锌层和电泳层。
7.通过采用上述技术方案,硬管本体两端的连接接头用于连接外部管路,并由出水支管进行出水,且密封钎焊部实现稳定的焊接固定;其中,发动机水管内外两侧均通过依次覆盖的镀锌层和电泳层实现显著提升该表面镀锌加电泳发动机水管的防腐性能的作用,以使得该表面镀锌加电泳发动机水管在周转运输和长期使用过程中起到有效避免生锈的作用,并达到防腐满足2000h无红锈的目的。
8.本发明进一步设置为:所述镀锌层的厚度为8-35μm,所述电泳层的厚度为15-30μm。
9.本发明进一步设置为:所述镀锌层的制备包括如下步骤:
①
化学-电解除油;
②
酸洗除锈;
③
化学-电解除油;
④
酸洗活化;
⑤
浸碱;
⑥
电镀锌;
⑦
水洗-吹风-烘干。
10.本发明进一步设置为:在步骤
②
中,所述酸洗除锈为采用将所述发动机水管置入
浓度10-30%的hf溶液中浸泡30-300s,并控制温度为60-65℃。
11.本发明进一步设置为:在步骤
④
中,所述酸洗活化为采用将发动机水管置入温度为65-75℃的活化液中浸泡20-30min,且所述活化液包括盐酸1.6-1.8g/l、硼酸15-22g/l、硫酸钯0.2-0.5g/l以及作为余量的水。
12.本发明进一步设置为:在步骤
⑤
中,所述浸碱为采用将发动机水管置入浓度为5-25%的naoh和浓度为0.1-3%的bdg溶液中浸泡30-300s,并控制温度为75-80℃。
13.本发明进一步设置为:在步骤
⑥
中,所述电镀锌为采用将发动机水管置入温度为85-95℃的镀锌溶液中浸泡2-3min,且所述镀锌溶液包括硫酸锌30-40g/l、氯化铵20-25 g/l、次磷酸钠10-13g/l、十二烷基硫酸钠0.06-0.08g/l以及作为余量的水,ph为5.5-6.5。
14.本发明进一步设置为:所述电泳层的制备包括如下步骤:
①
热脱脂并水洗;
②
磷化并水洗;
③
电泳;
④
水洗-吹风-烘干。
15.本发明进一步设置为:在步骤
①
中,所述热脱脂并水洗为采用将具有镀锌层的所述发动机水管置入温度为50℃的热脱脂浆内浸泡2.5-3min,且所述热脱脂浆为汉高243或汉高326,并在完成热脱脂后进行水洗;在步骤
②
中,所述磷化并水洗为采用将具有镀锌层的所述发动机水管置入温度为55℃的磷化液内浸泡2.5-3min,且所述磷化液包括磷酸二氢锌33-40g/l、硫酸锌10-12g/l、硝酸锰10-12 g/l、柠檬酸1.6-1.8g/l、丙烯酸丁酯3.2-4.6g/l以及作为余量的水,并在完成磷化后进行水洗。
16.本发明进一步设置为:在步骤
③
中,所述电泳为采用将具有镀锌层的所述发动机水管置入温度为50-60℃的电泳液中,控制电流为3.0-4.0a/dm2,电镀时间为25-28min,且所述电泳液为固含量6-8%的硅氟改性丙烯酸树脂电泳漆。
17.综上所述,本发明具有以下有益效果:通过首先采用依次进行的化学-电解除油、酸洗除锈、化学-电解除油、酸洗活化、浸碱、电镀锌和水洗-吹风-烘干在该发动机水管的内外两侧表面形成8-35μm的镀锌层,再在采用依次进行的热脱脂并水洗、磷化并水洗、电泳和水洗-吹风-烘干在该发动机水管的内外两侧表面形成15-30μm的电泳层,以使得电泳层稳定且保持高附着力覆盖于镀锌层表面的同时,起到进一步提升该发动机水管的防腐性能的作用,以达到令该表面镀锌加电泳发动机水管在周转运输和长期使用过程中起到有效避免生锈的作用,并达到防腐满足2000h无红锈的目的。
附图说明
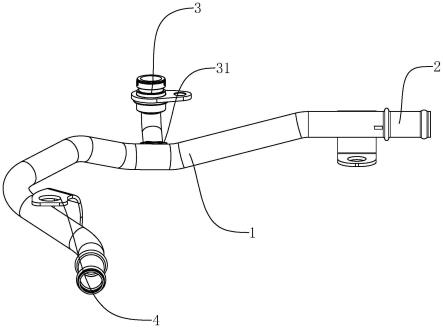
18.图1是本实施例的结构示意图。
19.附图标记说明:1、硬管本体;2、连接接头;3、出水支管;31、密封钎焊部;4、支架。
具体实施方式
20.为使本发明的技术方案和优点更加清楚,以下将结合附图对本发明作进一步详细说明,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
21.以下针对本发明实施例的表面镀锌加电泳发动机水管进行具体说明:如图1所示,一种表面镀锌加电泳发动机水管,该发动机水管包括硬管本体。在硬
管本体的两端均设置有连接接头以及与相应的连接接头匹配的支架,并在硬管本体的中间部位连接有出水支管。出水支管设置有与硬管本体的外侧壁密封连接的密封钎焊部,以实现稳定的密封连接结构。与此同时,在发动机水管的内外两侧均依次设置有镀锌层和电泳层。因此,硬管本体两端的连接接头用于连接外部管路,并由出水支管进行出水,且密封钎焊部实现稳定的焊接固定。其中,镀锌层的厚度为8-35μm,所述电泳层的厚度为15-30μm。发动机水管内外两侧均通过依次覆盖的镀锌层和电泳层实现显著提升该表面镀锌加电泳发动机水管的防腐性能的作用,以使得该表面镀锌加电泳发动机水管在周转运输和长期使用过程中起到有效避免生锈的作用,并达到防腐满足2000h无红锈的目的。
22.需要提及的是,镀锌层的制备包括如下步骤:
①
化学-电解除油:将发动机水管置入碱性溶液中作为阳极或阴极,在直流电作用下去除表面油污;
②
酸洗除锈:将经步骤
①
的发动机水管置入浓度10-30%的hf溶液中浸泡30-300s,并控制温度为60-65℃;
③
化学-电解除油:将经步骤
②
的发动机水管置入碱性溶液中作为阳极或阴极,在直流电作用下去除表面油污;
④
酸洗活化:将经步骤
③
的发动机水管置入温度为65-75℃的活化液中浸泡20-30min,且所述活化液包括盐酸1.6-1.8g/l、硼酸15-22g/l、硫酸钯0.2-0.5g/l以及作为余量的水;
⑤
浸碱:将经步骤
④
的发动机水管置入浓度为5-25%的naoh和浓度为0.1-3%的bdg溶液中浸泡30-300s,并控制温度为75-80℃
⑥
电镀锌:将经步骤
⑤
的发动机水管置入温度为85-95℃的镀锌溶液中浸泡2-3min,且所述镀锌溶液包括硫酸锌30-40g/l、氯化铵20-25 g/l、次磷酸钠10-13g/l、十二烷基硫酸钠0.06-0.08g/l以及作为余量的水,ph经次磷酸或盐酸调整至5.5-6.5;
⑦
水洗-吹风-烘干:将经步骤
⑥
的发动机水管置入清水室内用清水冲洗,并在完成冲洗后吹风和60℃高温烘干。
23.与此同时,电泳层的制备包括如下步骤:
①
热脱脂并水洗:将经镀锌层制备的发动机水管置入温度为50℃的热脱脂浆内浸泡2.5-3min,且热脱脂浆为汉高243或汉高326,并在完成热脱脂后进行水洗;
②
磷化并水洗:将经步骤
①
的发动机水管置入温度为55℃的磷化液内浸泡2.5-3min,且磷化液包括磷酸二氢锌33-40g/l、硫酸锌10-12g/l、硝酸锰10-12 g/l、柠檬酸1.6-1.8g/l、丙烯酸丁酯3.2-4.6g/l以及作为余量的水,并在完成磷化后进行水洗;
③
电泳:将经步骤
②
的发动机水管置入温度为50-60℃的电泳液中,控制电流为3.0-4.0a/dm2,电镀时间为25-28min,且电泳液为固含量6-8%的硅氟改性丙烯酸树脂电泳漆;
④
水洗-吹风-烘干:将经步骤
③
的发动机水管置入清水室内用清水冲洗,并在完成冲洗后吹风和60℃高温烘干。
24.实施例一如图1所示,一种表面镀锌加电泳发动机水管,该发动机水管包括硬管本体。在硬管本体的两端均设置有连接接头以及与相应的连接接头匹配的支架,并在硬管本体的中间
部位连接有出水支管。出水支管设置有与硬管本体的外侧壁密封连接的密封钎焊部,以实现稳定的密封连接结构。与此同时,在发动机水管的内外两侧均依次设置有镀锌层和电泳层。因此,硬管本体两端的连接接头用于连接外部管路,并由出水支管进行出水,且密封钎焊部实现稳定的焊接固定。其中,镀锌层的厚度为12μm,所述电泳层的厚度为16μm。发动机水管内外两侧均通过依次覆盖的镀锌层和电泳层实现显著提升该表面镀锌加电泳发动机水管的防腐性能的作用,以使得该表面镀锌加电泳发动机水管在周转运输和长期使用过程中起到有效避免生锈的作用,并达到防腐满足2000h无红锈的目的。
25.需要提及的是,镀锌层的制备包括如下步骤:
①
化学-电解除油:将发动机水管置入碱性溶液中作为阴极,在直流电作用下去除表面油污;
②
酸洗除锈:将经步骤
①
的发动机水管置入浓度10%的hf溶液中浸泡30s,并控制温度为60℃;
③
化学-电解除油:将经步骤
②
的发动机水管置入碱性溶液中作为阴极,在直流电作用下去除表面油污;
④
酸洗活化:将经步骤
③
的发动机水管置入温度为65℃的活化液中浸泡20min,且所述活化液包括盐酸1.6g/l、硼酸15g/l、硫酸钯0.2g/l以及作为余量的水;
⑤
浸碱:将经步骤
④
的发动机水管置入浓度为5%的naoh和浓度为0.1%的bdg溶液中浸泡30s,并控制温度为75℃
⑥
电镀锌:将经步骤
⑤
的发动机水管置入温度为85℃的镀锌溶液中浸泡2min,且所述镀锌溶液包括硫酸锌30g/l、氯化铵20 g/l、次磷酸钠10g/l、十二烷基硫酸钠0.06g/l以及作为余量的水,ph为5.5;
⑦
水洗-吹风-烘干:将经步骤
⑥
的发动机水管置入清水室内用清水冲洗,并在完成冲洗后吹风和60℃高温烘干。
26.与此同时,电泳层的制备包括如下步骤:
①
热脱脂并水洗:将经镀锌层制备的发动机水管置入温度为50℃的热脱脂浆内浸泡2.5min,且热脱脂浆为汉高243或汉高326,并在完成热脱脂后进行水洗;
②
磷化并水洗:将经步骤
①
的发动机水管置入温度为55℃的磷化液内浸泡2.5min,且磷化液包括磷酸二氢锌33g/l、硫酸锌10g/l、硝酸锰10g/l、柠檬酸1.6g/l、丙烯酸丁酯3.2g/l以及作为余量的水,并在完成磷化后进行水洗;
③
电泳:将经步骤
②
的发动机水管置入温度为50℃的电泳液中,控制电流为3.0a/dm2,电镀时间为25min,且电泳液为固含量6%的硅氟改性丙烯酸树脂电泳漆;
④
水洗-吹风-烘干:将经步骤
③
的发动机水管置入清水室内用清水冲洗,并在完成冲洗后吹风和60℃高温烘干。
27.实施例二如图1所示,一种表面镀锌加电泳发动机水管,该发动机水管包括硬管本体。在硬管本体的两端均设置有连接接头以及与相应的连接接头匹配的支架,并在硬管本体的中间部位连接有出水支管。出水支管设置有与硬管本体的外侧壁密封连接的密封钎焊部,以实现稳定的密封连接结构。与此同时,在发动机水管的内外两侧均依次设置有镀锌层和电泳层。因此,硬管本体两端的连接接头用于连接外部管路,并由出水支管进行出水,且密封钎
焊部实现稳定的焊接固定。其中,镀锌层的厚度为21μm,所述电泳层的厚度为22μm。发动机水管内外两侧均通过依次覆盖的镀锌层和电泳层实现显著提升该表面镀锌加电泳发动机水管的防腐性能的作用,以使得该表面镀锌加电泳发动机水管在周转运输和长期使用过程中起到有效避免生锈的作用,并达到防腐满足2000h无红锈的目的。
28.需要提及的是,镀锌层的制备包括如下步骤:
①
化学-电解除油:将发动机水管置入碱性溶液中作为阳极,在直流电作用下去除表面油污;
②
酸洗除锈:将经步骤
①
的发动机水管置入浓度20%的hf溶液中浸泡160s,并控制温度为63℃;
③
化学-电解除油:将经步骤
②
的发动机水管置入碱性溶液中作为阳极,在直流电作用下去除表面油污;
④
酸洗活化:将经步骤
③
的发动机水管置入温度为70℃的活化液中浸泡25min,且所述活化液包括盐酸1.7g/l、硼酸18g/l、硫酸钯0.35g/l以及作为余量的水;
⑤
浸碱:将经步骤
④
的发动机水管置入浓度为15%的naoh和浓度为1.5%的bdg溶液中浸泡160s,并控制温度为78℃
⑥
电镀锌:将经步骤
⑤
的发动机水管置入温度为90℃的镀锌溶液中浸泡2.5min,且所述镀锌溶液包括硫酸锌35g/l、氯化铵23g/l、次磷酸钠12g/l、十二烷基硫酸钠0.07g/l以及作为余量的水,ph为6;
⑦
水洗-吹风-烘干:将经步骤
⑥
的发动机水管置入清水室内用清水冲洗,并在完成冲洗后吹风和60℃高温烘干。
29.与此同时,电泳层的制备包括如下步骤:
①
热脱脂并水洗:将经镀锌层制备的发动机水管置入温度为50℃的热脱脂浆内浸泡3min,且热脱脂浆为汉高243或汉高326,并在完成热脱脂后进行水洗;
②
磷化并水洗:将经步骤
①
的发动机水管置入温度为55℃的磷化液内浸泡2.5min,且磷化液包括磷酸二氢锌36g/l、硫酸锌11g/l、硝酸锰11g/l、柠檬酸1.7g/l、丙烯酸丁酯3.8g/l以及作为余量的水,并在完成磷化后进行水洗;
③
电泳:将经步骤
②
的发动机水管置入温度为55℃的电泳液中,控制电流为3.5a/dm2,电镀时间为27min,且电泳液为固含量7%的硅氟改性丙烯酸树脂电泳漆;
④
水洗-吹风-烘干:将经步骤
③
的发动机水管置入清水室内用清水冲洗,并在完成冲洗后吹风和60℃高温烘干。
30.实施例三如图1所示,一种表面镀锌加电泳发动机水管,该发动机水管包括硬管本体。在硬管本体的两端均设置有连接接头以及与相应的连接接头匹配的支架,并在硬管本体的中间部位连接有出水支管。出水支管设置有与硬管本体的外侧壁密封连接的密封钎焊部,以实现稳定的密封连接结构。与此同时,在发动机水管的内外两侧均依次设置有镀锌层和电泳层。因此,硬管本体两端的连接接头用于连接外部管路,并由出水支管进行出水,且密封钎焊部实现稳定的焊接固定。其中,镀锌层的厚度为32μm,所述电泳层的厚度为29μm。发动机水管内外两侧均通过依次覆盖的镀锌层和电泳层实现显著提升该表面镀锌加电泳发动机水管的防腐性能的作用,以使得该表面镀锌加电泳发动机水管在周转运输和长期使用过程
中起到有效避免生锈的作用,并达到防腐满足2000h无红锈的目的。
31.需要提及的是,镀锌层的制备包括如下步骤:
①
化学-电解除油:将发动机水管置入碱性溶液中作为阳极或阴极,在直流电作用下去除表面油污;
②
酸洗除锈:将经步骤
①
的发动机水管置入浓度30%的hf溶液中浸泡300s,并控制温度为65℃;
③
化学-电解除油:将经步骤
②
的发动机水管置入碱性溶液中作为阳极或阴极,在直流电作用下去除表面油污;
④
酸洗活化:将经步骤
③
的发动机水管置入温度为75℃的活化液中浸泡30min,且所述活化液包括盐酸1.8g/l、硼酸22g/l、硫酸钯0.5g/l以及作为余量的水;
⑤
浸碱:将经步骤
④
的发动机水管置入浓度为25%的naoh和浓度为3%的bdg溶液中浸泡300s,并控制温度为80℃
⑥
电镀锌:将经步骤
⑤
的发动机水管置入温度为95℃的镀锌溶液中浸泡3min,且所述镀锌溶液包括硫酸锌40g/l、氯化铵25 g/l、次磷酸钠13g/l、十二烷基硫酸钠0.08g/l以及作为余量的水,ph为6.5;
⑦
水洗-吹风-烘干:将经步骤
⑥
的发动机水管置入清水室内用清水冲洗,并在完成冲洗后吹风和60℃高温烘干。
32.与此同时,电泳层的制备包括如下步骤:
①
热脱脂并水洗:将经镀锌层制备的发动机水管置入温度为50℃的热脱脂浆内浸泡3min,且热脱脂浆为汉高243或汉高326,并在完成热脱脂后进行水洗;
②
磷化并水洗:将经步骤
①
的发动机水管置入温度为55℃的磷化液内浸泡3min,且磷化液包括磷酸二氢锌40g/l、硫酸锌12g/l、硝酸锰12g/l、柠檬酸1.8g/l、丙烯酸丁酯4.6g/l以及作为余量的水,并在完成磷化后进行水洗;
③
电泳:将经步骤
②
的发动机水管置入温度为60℃的电泳液中,控制电流为4.0a/dm2,电镀时间为28min,且电泳液为固含量8%的硅氟改性丙烯酸树脂电泳漆;
④
水洗-吹风-烘干:将经步骤
③
的发动机水管置入清水室内用清水冲洗,并在完成冲洗后吹风和60℃高温烘干。
33.综上,本技术通过首先采用依次进行的化学-电解除油、酸洗除锈、化学-电解除油、酸洗活化、浸碱、电镀锌和水洗-吹风-烘干在该发动机水管的内外两侧表面形成8-35μm的镀锌层,再在采用依次进行的热脱脂并水洗、磷化并水洗、电泳和水洗-吹风-烘干在该发动机水管的内外两侧表面形成15-30μm的电泳层,以使得电泳层稳定且保持高附着力覆盖于镀锌层表面的同时,起到进一步提升该发动机水管的防腐性能的作用,以达到令该表面镀锌加电泳发动机水管在周转运输和长期使用过程中起到有效避免生锈的作用,并达到防腐满足2000h无红锈的目的。
34.本技术涉及的“第一”、“第二”、“第三”、“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法或设备不必限于清楚地列出的那些步骤或单元,而是可包括没
有清楚地列出的或对于这些过程、方法或设备固有的其它步骤或单元。
35.需要说明的是,在本技术中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本技术要求的保护范围之内。
36.本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
