技术特征:
1.一种基于物料网的软胶囊自动化生产线,其特征在于,包括:控制系统、数据采集与监视控制系统、制丸机、压丸机、干燥机、打包装盒系统、若干agv小车;所述控制系统用于对所述制丸机、所述压丸机、所述干燥机、所述打包装盒系统和agv小车进行管理和控制;所述制丸机分别用于进行胶皮制造和内容物制造;所述压丸机用于将胶皮及内容物压制成丸;所述干燥机用于对成丸的软胶囊进行干燥;所述打包装盒系统用于将制成的软胶囊进行打包装盒;所述agv小车用于将制备软胶囊的原材料、制成的软胶囊放入指定位置;所述控制系统包括处理模块、控制模块和采集模块,所述采集模块用于采集所述制丸机、所述压丸机、所述干燥机和所述打包装盒系统的工作状态数据,并将采集的工作状态数据传输至所述处理模块;所述处理模块用于根据待制造的软胶囊的特征参数设定所述制丸机、所述压丸机、所述干燥机和所述打包装盒系统的工作状态指令;所述控制模块根据处理模块设定的工作状态指令对所述制丸机、所述压丸机、所述干燥机和所述打包装盒系统的工作状态进行控制;其中,所述采集模块用于采集所述压丸机制备的胶皮的厚度d、所述压丸机制备的软胶囊接缝线宽度b、所述明胶的冻力、粘度等级a、所述压丸机的压制温度s;所述处理模块用于根据所述明胶的冻力、粘度等级a设定所述压丸机制备的软胶囊接缝线宽度b,并根据确定的所述压丸机制备的软胶囊接缝线宽度b生成所述压丸机状态控制指令;所述处理模块用于根据压丸机的压制温度s对所述软胶囊接缝线宽度b进行修正;所述处理模块用于根据压丸机制备的胶皮厚度d对修正后的所述软胶囊接缝线宽度b进行二次修正。2.根据权利要求1所述的基于物料网的软胶囊自动化生产线,其特征在于,所述处理模块内还设有预设软胶囊接缝线宽度矩阵b0和预设明胶的冻力、粘度等级矩阵a0;对于所述预设软胶囊接缝线宽度矩阵b0,设定b0(b01,b02,b03,b04),其中,b01为第一预设软胶囊接缝线宽度,b02为第二预设软胶囊接缝线宽度,b03为第三预设软胶囊接缝线宽度,b04为第四预设软胶囊接缝线宽度,且b01<b02<b03<b04;对于所述明胶的冻力、粘度等级矩阵a0,设定a(a1,a2,a3,a4),其中,a1为第一预设明胶的冻力、粘度等级,a2为第二预设明胶的冻力、粘度等级,a3为第三预设明胶的冻力、粘度等级,a4为第四预设明胶的冻力、粘度等级,且a1<a2<a3<a4;根据所述明胶的冻力、粘度等级与各预设明胶的冻力、粘度等级之间的关系设定所述软胶囊接缝线宽度b:当a≤a1时,选定所述第一预设软胶囊接缝线宽度b1作为所述软胶囊接缝线宽度b;当a1<a≤a2时,选定所述第二预设软胶囊接缝线宽度b2作为所述软胶囊接缝线宽度b;当a2<a≤a3时,选定所述第三预设软胶囊接缝线宽度b3作为所述软胶囊接缝线宽度b;当a3<a≤a4时,选定所述第四预设软胶囊接缝线宽度b4作为所述软胶囊接缝线宽度
b。3.根据权利要求1所述的基于物料网的软胶囊自动化生产线,其特征在于,所述处理模块内还设有预设压丸机压制温度矩阵s0,对于所述预设压丸机压制温度矩阵s0,设定s0(s1,s2,s3,s4),其中,s1为第一预设压丸机压制温度,s2为第二预设压丸机压制温度,s3为第三预设压丸机压制温度,s4为第四预设压丸机压制温度,且s1<s2<s3<s4;所述处理模块内还设有预设修正系数矩阵a,对于所述预设修正系数矩阵a,设定a(a1,a2,a3,a4),其中,a1为第一预设修正系数,a2为第二预设修正系数,a3为第三预设修正系数,a4为第四预设修正系数,且a1<a2<a3<a4;根据所述压丸机压制温度s与各预设压丸机压制温度之间的关系选择第i预设修正系数ai对所述软胶囊接缝线宽度b进行修正,其中i=1,2,3,4:当s≤s1时,选定所述第一预设修正系数a1对所述软胶囊接缝线宽度b进行修正,修正后的软胶囊接缝线宽度为b*a1;当s1<s≤s2时,选定所述第二预设修正系数a2对所述软胶囊接缝线宽度b进行修正,修正后的软胶囊接缝线宽度为b*a2;当s2<s≤s3时,选定所述第三预设修正系数a3对所述软胶囊接缝线宽度b进行修正,修正后的软胶囊接缝线宽度为b*a3;当s3<s≤s4时,选定所述第四预设修正系数a4对所述软胶囊接缝线宽度b进行修正,修正后的软胶囊接缝线宽度为b*a4。4.根据权利要求1所述的基于物料网的软胶囊自动化生产线,其特征在于,所述处理模块内还设有预设胶皮厚度矩阵d0,对于所述预设胶皮厚度矩阵d0,设定d0(d1,d2,d3,d4),其中,d1为第一预设胶皮厚度,d2为第二预设胶皮厚度,d3为第三预设胶皮厚度,d4为第四预设胶皮厚度,且d1<d2<d3<d4;所述处理模块内还设有预设二次修正系数矩阵b,对于所述预设修正系数矩阵b,设定b(b1,b2,b3,b4),其中,b1为第一预设二次修正系数,b2为第二预设二次修正系数,b3为第三预设二次修正系数,b4为第四预设二次修正系数,且b1<b2<b3<b4;当选定第i预设修正系数ai对所述软胶囊接缝线宽度b进行修正后,再根据所述胶皮厚度d与各预设胶皮厚度之间的关系选定第j预设二次修正系数bj对所述软胶囊接缝线宽度b*ai进行二次修正,其中j=1,2,3,4:当d≤d1时,选定所述第一预设二次修正系数b1对修正后的所述软胶囊接缝线宽度b*ai进行二次修正,修正后的软胶囊接缝线宽度为b*ai*b1;当d1<d≤d2时,选定所述第二预设二次修正系数b2对修正后的所述软胶囊接缝线宽度b*ai进行二次修正,修正后的软胶囊接缝线宽度为b*ai*b2;当d2<d≤d3时,选定所述第三预设二次修正系数b3对修正后的所述软胶囊接缝线宽度b*ai进行二次修正,修正后的软胶囊接缝线宽度为b*ai*b3;当d3<d≤d4时,选定所述第四预设二次修正系数b4对修正后的所述软胶囊接缝线宽度b*ai进行二次修正,修正后的软胶囊接缝线宽度为b*ai*b4。5.根据权利要求1所述的基于物料网的软胶囊自动化生产线,其特征在于,所述采集模块还用于采集所述压丸机的喷体温度at、所述压丸机冷却鼓的冷却温度
bt、所述干燥机的干燥温度cp和所述软胶囊的定型率p;所述处理模块用于根据所述压丸机的喷体温度at设定所述软胶囊的定型率p;并根据确定的所述压丸机的喷体温度at生成所述压丸机状态控制指令;所述处理模块用于根据所述压丸机冷却鼓的冷却温度bt对所述软胶囊的定型率p进行修正;所述处理模块用于根据所述干燥机的干燥温度cp对修正后的所述软胶囊的定型率p进行二次修正。6.根据权利要求5所述的基于物料网的软胶囊自动化生产线,其特征在于,所述处理模块内还设有预设软胶囊的定型率矩阵p0和预设压丸机的喷体温度矩阵at0;对于所述预设软胶囊的定型率矩阵p0,设定p0(p1,p2,p3,p4),其中,p1为第一预设软胶囊的定型率,p2为第二预设软胶囊的定型率,p3为第三预设软胶囊的定型率,p4为第四预设软胶囊的定型率,且p1<p2<p3<p4;对于所述预设压丸机的喷体温度矩阵at0,设定at0(at1,at2,at3,at4),其中,at1为第一预设压丸机的喷体温度,at2为第二预设压丸机的喷体温度,at3为第三预设压丸机的喷体温度,at4为第四预设压丸机的喷体温度,且at1<at2<at3<at4;根据所述压丸机的喷体温度at与各预设压丸机的喷体温度之间的关系设定所述软胶囊的定型率p:当at≤at1时,选定所述第一预设软胶囊的定型率p1作为所述软胶囊的定型率p;当at1<at≤at2时,选定所述第二预设软胶囊的定型率p2作为所述软胶囊的定型率p;当at2<at≤at3时,选定所述第三预设软胶囊的定型率p3作为所述软胶囊的定型率p;当at3<at≤at4时,选定所述第四预设软胶囊的定型率p4作为所述软胶囊的定型率p。7.根据权利要求5所述的基于物料网的软胶囊自动化生产线,其特征在于,所述处理模块内还设有压丸机冷却鼓的冷却温度矩阵bt0,对于所述预设压丸机冷却鼓的冷却温度矩阵bt0,设定bt0(bt1,bt2,bt3,bt4),其中,bt1为第一预设压丸机冷却鼓的冷却温度,bt2为第二预设压丸机冷却鼓的冷却温度,bt3为第三预设压丸机冷却鼓的冷却温度,bt4为第四预设压丸机冷却鼓的冷却温度,且bt1<bt2<bt3<bt4;所述处理模块内还设有预设修正系数矩阵c,对于所述预设修正系数矩阵c,设定c(c1,c2,c3,c4),其中,c1为第一预设修正系数,c2为第二预设修正系数,c3为第三预设修正系数,c4为第四预设修正系数,且c1<c2<c3<c4;根据所述预设压丸机冷却鼓的冷却温度bt与各预设压丸机冷却鼓的冷却温度之间的关系对选定第m预设修正系数cm所述软胶囊的定型率p进行修正,其中m=1,2,3,4:当bt≤bt1时,选定所述第一预设修正系数c1对所述软胶囊的定型率p进行修正,修正后的软胶囊的定型率为p*c1;当bt1<bt≤bt2时,选定所述第二预设修正系数c2对所述软胶囊的定型率p进行修正,修正后的软胶囊的定型率为p*c2;当bt2<bt≤bt3,选定所述第三预设修正系数c3对所述软胶囊的定型率p进行修正时,修正后的软胶囊的定型率为p*c3;当bt3<bt≤bt4时,选定所述第四预设修正系数c4对所述软胶囊的定型率p进行修正,修正后的软胶囊的定型率为p*c4。8.根据权利要求5所述的基于物料网的软胶囊自动化生产线,其特征在于,
所述处理模块内还设有预设干燥机的干燥温度矩阵ct0,对于所述预设干燥机的干燥温度矩阵ct0,设定ct0(ct1,ct2,ct3,ct4),其中,ct1为第一预设干燥机的干燥温度,ct2为第二预设干燥机的干燥温度,ct3为第三预设干燥机的干燥温度,ct4为第四预设干燥机的干燥温度,且ct1<ct2<ct3<ct4;所述处理模块内还设有预设二次修正系数矩阵d,对于所述预设修正系数矩阵d,设定d(d1,d2,d3,d4),其中d1为第一预设二次修正系数,d2为第二预设二次修正系数,d3为第三预设二次修正系数,d4为第四预设二次修正系数,且d1<d2<d3<d4;当选定第m预设修正系数cm对所述软胶囊的定型率p进行修正后,再根据所述预设干燥机的干燥温度ct与各预设干燥机的干燥温度之间的关系选定第n预设二次修正系数dn对所述软胶囊的定型率p*cm进行二次修正,其中n=1,2,3,4:当ct≤ct1时,选定所述第一预设二次修正系数d1对修正后的所述软胶囊的定型率p*cm进行二次修正,修正后的软胶囊的定型率为p*cm*d1;当ct1<ct≤ct2时,选定所述第二预设二次修正系数d2对修正后的所述软胶囊的定型率p*cm进行二次修正,修正后的软胶囊的定型率为p*cm*d2;当ct2<ct≤ct3时,选定所述第三预设二次修正系数d3对修正后的所述软胶囊的定型率p*cm进行二次修正,修正后的软胶囊的定型率为p*cm*d3;当ct3<ct≤ct4时,选定所述第四预设二次修正系数d4对修正后的所述软胶囊的定型率p进行二次修正,修正后的软胶囊的定型率为p*cm*d4。9.根据权利要求1所述的基于物料网的软胶囊自动化生产线,其特征在于,所述采集模块还用于实时采集打包装盒系统包装材料的剩余量和agv小车的实时位置;所述处理模块用于根据采集模块的采集信息设定所述agv小车的工作状态;控制模块根据处理模块设定的工作状态指令对所述agv小车的工作状态进行控制。10.根据权利要求1所述的基于物料网的软胶囊自动化生产线,其特征在于,所述控制系统包括分布式控制系统。
技术总结
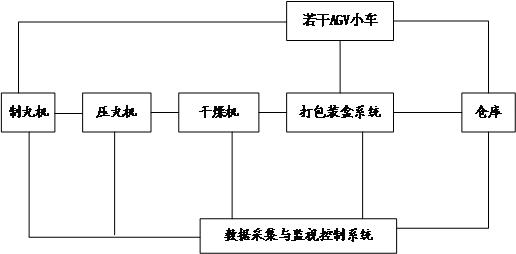
本发明涉及智能生产线技术领域,公开了一种基于物料网的软胶囊自动化生产线,包括:控制系统、数据采集与监视控制系统、制丸机、压丸机、干燥机、打包装盒系统、若干AGV小车;控制系统用于对制丸机、压丸机、干燥机、打包装盒系统和AGV小车进行管理和控制;控制系统包括处理模块、控制模块和采集模块,采集模块用于采集上述设备的工作状态数据,并将采集的工作状态数据传输至处理模块;处理模块用于根据待制造的软胶囊的特征参数设定上述设备的工作状态指令;控制模块根据处理模块设定的工作状态指令对上述设备的工作状态进行控制;本发明通过对生产过程进行控制提高生产线的综合效率、提高产品综合合格率。高产品综合合格率。高产品综合合格率。
技术研发人员:王明刚 任莉 陈阳生 刘晓霞 刘佳 孙桂玉 张凯 杜昌余 臧云龙 张怀征
受保护的技术使用者:正大制药(青岛)有限公司
技术研发日:2022.03.29
技术公布日:2022/7/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。