1.本实用新型涉及涡轮增压器制造技术领域,特别涉及一种全自动清洗打标机。
背景技术:
2.涡轮增压器实际上是一种空气压缩机,通过压缩空气来增加进气量。它是利用发动机排出的废气惯性冲力来推动涡轮室内的涡轮,涡轮又带动同轴的叶轮,叶轮压送由空气滤清器管道送来的空气,使之增压进入气缸。当发动机转速增大,废气排出速度与涡轮转速也同步增加,叶轮就压缩更多的空气进入气缸,空气的压力和密度增大可以燃烧更多的燃料,相应增加燃料量和调整发动机的转速,就可以增加发动机的输出功率。
3.涡轮增压器生产装配过程中,涡轮增压器内部和外部经常会产生许多污染物,需要对其进行清洗。如果使用人力清洗的话,工作效率低且清洗效果不好。并且涡轮增压器生产装配过程还需要进行在涡轮上印刻二维码以记载相关信息,但现有的印刻方式是通过刻印机在涡轮上印刻所需的二维码,效率很低,并且每道工序之间连续性差,不能适用于自动化生产。
技术实现要素:
4.针对现有技术的不足和缺陷,提供一种全自动清洗打标机,设计合理,集成度高,能够满足自动化生产。
5.为实现上述目的,本实用新型提供以下技术方案。
6.一种全自动清洗打标机,包括机架、设置于机架上的清洗机构、打标机构和回转机构,所述机架上设有清洗工位、清洗取放工位、打标工位、打标取放工位、工件取放工位,所述清洗机构包括设置于清洗工位处的清洗元件、以及在清洗工位和清洗取放工位之间往复移动的清洗抓取元件,所述打标机构包括设置于打标工位处的喷码元件、以及在打标工位和打标取放工位之间往复移动的打标抓取转送元件,所述回转机构包括回转架和驱动所述回转架进行转动的回转驱动元件,所述回转架上沿圆周设有若干个用于承载工件的放置座,所述回转驱动元件带动回转架转动,使得放置座依次转动至工件取放工位、清洗抓取工位和打标抓取工位。
7.本实用新型的有益效果为:本实用新型的全自动清洗打标机,使用时,在工位取放工位处将工件放置于放置座上,回转驱动元件再驱动回转架进行转动,使得放置座转动至清洗抓取工位处,通过清洗抓取元件将清洗抓取工位处的工件进行抓取,并移动至清洗工位处,通过清洗元件对工件进行清洗,清洗完成后,再通过清洗抓取元件将清洗工位处的工件移送至清洗抓取工位处的放置座上,放置座再继续进行转动,转动至打标抓取工位,通过打标抓取转送元件将打标抓取工位处的工件进行抓取,并移动至打标工位处,通过打标元件对工件进行打标,打标完成后,再通过打标抓取转送元件将打标工位处的工件移送至打标抓取工位处的放置座上,放置座再继续进行转动移动至工件取放工位,此时产品已经完成打标和清洗,可将工件取下,并进行下一道工序,并且可再在工位取放工位处将工件放置
于放置座上,循环上述步骤,本方案结构设计合理,能够同时集成清洗和打标两道工序,集成度高,能够满足自动化生产。
8.作为本实用新型的一种改进,所述机架上还设有位于清洗工位和清洗取放工位之间的吹干工位、烘干工位,所述清洗机构还包括设置于吹干工位处的吹干元件、设置于烘干工位处的烘干元件,所述清洗抓取元件在清洗工位、吹干工位、烘干工位和清洗取放工位之间往复移动。
9.作为本实用新型的一种改进,所述清洗抓取元件包括横向设置于清洗工位、吹干工位和烘干工位一侧的清洗横向导轨,所述清洗抓取元件包括滑动设置于清洗横向导轨上的清洗安装支架、设置于清洗安装支架上的清洗抓取夹爪和驱动所述清洗抓取夹爪动作的清洗驱动元件、驱动清洗安装支架沿清洗横向导轨移动的清洗横向驱动元件。
10.作为本实用新型的一种改进,所述机架上还设有位于清洗工位前一工位的储料工位,所述清洗机构还包括设置于储料工位处的储料座,所述清洗安装支架上设有沿横向设置有两组清洗抓取夹爪和两组清洗驱动元件,两组清洗抓取夹爪之间的间距与储料工位、清洗工位、吹干工位和烘干工位之间的间距相适配。
11.作为本实用新型的一种改进,所述清洗安装支架上设有竖向导轨,所述清洗抓取夹爪与清洗驱动元件通过滑动座安装于竖向导轨上,所述清洗安装支架上还设有驱动所述滑动座竖向移动的清洗竖向驱动元件。
12.作为本实用新型的一种改进,所述机架上还设有中转工位,所述打标抓取转送元件包括在中转工位和打标取放工位之间往复移动的打标抓取元件和在打标工位和中转工位之间往复移动的打标转送元件。
13.作为本实用新型的一种改进,所述打标抓取元件包括打标抓取夹爪、驱动所述打标抓取夹爪动作的打标驱动元件、驱动打标抓取夹爪和打标驱动元件在打标工位和打标取放工位之间往复移动的打标抓取驱动元件。
14.作为本实用新型的一种改进,所述打标抓取驱动元件包括竖向设置于机架上的打标安装支架和设置于打标安装支架上的纵向导轨,所述纵向导轨上滑动设有打标安装座以及驱动所述打标安装座纵向移动的打标纵向驱动元件,所述打标抓取夹爪和打标驱动元件设置于打标安装座上,所述打标安装座上设有驱动所述打标抓取夹爪和打标驱动元件竖向移动的打标竖向驱动元件。
15.作为本实用新型的一种改进,所述打标转送元件包括横向设置于打标工位和中转工位之间的打标横向导轨、滑动设置于打标横向导轨的打标转送座和驱动所述打标转送座横向移动的打标转送驱动元件。
附图说明
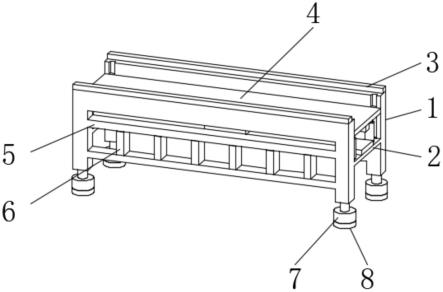
16.图1是本实用新型的整体结构示意图。
17.图2是本实用新型的清洗机构整体示意图。
18.图3是本实用新型的清洗抓取元件结构示意图。
19.图4是本实用新型的打标机构整体结构示意图。
20.图5是本实用新型的打标抓取元件和打标转送元件结构示意图。
21.图6是本实用新型的回转机构结构示意图。
22.图中,1、机架;2、清洗机构;2.1、清洗抓取元件;2.11、清洗安装支架;2.12、清洗抓取夹爪;2.13、清洗驱动元件;2.14、清洗横向驱动元件;2.15、清洗横向导轨;2.16、竖向导轨;2.17、滑动座;2.18、清洗竖向驱动元件; 2.2、清洗元件;2.3、吹干元件;2.4、烘干元件;2.5、储料座;3、打标机构; 3.1、打标抓取元件;3.11、打标抓取夹爪;3.12、打标驱动元件;3.13、打标安装支架;3.14、纵向导轨;3.15、打标安装座;3.16、打标纵向驱动元件; 3.17、打标竖向驱动元件;3.2、打标转送元件;3.21、打标横向导轨;3.22、打标转送座;3.23、打标转送驱动元件;3.3、喷码元件;4、回转机构;4.1、回转架;4.2、回转驱动元件;4.3、放置座。
具体实施方式
23.结合附图对本实用新型进一步阐释。
24.参见图1至图6所示的一种全自动清洗打标机,包括机架1、设置于机架1 上的清洗机构2、打标机构3和回转机构4。
25.所述机架1上设有储料工位、清洗工位、吹干工位、烘干工位、清洗取放工位、打标工位、中转工位、打标取放工位、工件取放工位,其中储料工位、清洗工位、吹干工位、烘干工位、清洗取放工位沿横向依次设置。
26.参见图6所示,所述回转机构4包括回转架4.1和驱动所述回转架4.1进行转动的回转驱动元件4.2,回转驱动元件4.2为电机,所述回转架4.1上沿圆周设有若干个用于承载工件的放置座4.3,所述回转驱动元件4.2带动回转架 4.1转动,使得放置座4.3依次转动至工件取放工位、清洗抓取工位和打标抓取工位。
27.参见图2至图3所示,所述清洗机构2包括设置于储料工位处的储料座2.5、设置于清洗工位处的清洗元件2.2、设置于吹干工位处的吹干元件2.3、设置于烘干工位处的烘干元件2.4、以及在储料工位、清洗工位、吹干工位、烘干工位、清洗取放工位之间往复移动的清洗抓取元件2.1。
28.所述清洗抓取元件2.1包括横向设置于储料工位、清洗工位、吹干工位、烘干工位、清洗取放工位一侧的清洗横向导轨2.15,清洗抓取元件2.1包括滑动设置于清洗横向导轨2.15上的清洗安装支架2.11、设置于清洗安装支架2.11 上的清洗抓取夹爪2.12和驱动所述清洗抓取夹爪2.12动作的清洗驱动元件2.13、驱动清洗安装支架2.11沿清洗横向导轨2.15移动的清洗横向驱动元件 2.14,本实施例中清洗驱动元件2.13为夹爪气缸,通过夹爪气缸与清洗抓取夹爪2.12配合,从而带动清洗抓取夹爪2.12进行抓取动作。
29.所述清洗安装支架2.11上设有竖向导轨2.16,竖向导轨2.16上滑动安装有滑动座2.17,所述清洗抓取夹爪2.12与清洗驱动元件2.13通过滑动座2.17 安装于竖向导轨2.16上,所述清洗安装支架2.11上还设有驱动所述滑动座2.17 竖向移动的清洗竖向驱动元件2.18,本实施例中,清洗竖向驱动元件2.18和清洗横向驱动元件2.14均为气缸,通过清洗竖向驱动元件2.18带动滑动座2.17 沿竖向导轨2.16移动,从而使得清洗抓取夹爪2.12与清洗驱动元件2.13能够竖向移动,通过清洗横向驱动元件2.14带动清洗安装支架2.11沿横向导轨移动,从而能够清洗抓取夹爪2.12与清洗驱动元件2.13能够横向移动。
30.通过清洗竖向驱动元件2.18和清洗横向驱动元件2.14的设置,使得清洗抓取夹爪2.12和清洗驱动元件2.13能够横向移动和竖向移动,从而便于将工件进行夹取,并且将工件依次放置于储料工位、清洗工位、吹干工位、烘干工位、清洗取放工位处。
31.此外,所述滑动座2.17上设有沿横向设置有两组清洗抓取夹爪2.12和两组清洗驱动元件2.13,两组清洗抓取夹爪2.12之间的间距与储料工位、清洗工位、吹干工位和烘干工位之间的间距相适配。
32.通过设置两组清洗抓取夹爪2.12及两组清洗驱动元件2.13,使得清洗抓取夹爪2.12能够一次从清洗抓取工位处夹持两个工件,再将两个工件分别移动至储料工位处和清洗工位处,通过清洗工位处的清洗元件2.2对工件进行清洗。
33.清洗完成后,通过清洗抓取夹爪2.12将两个工件向后移送一个工位,其中此时储料工位处的工件移送至清洗工位处进行清洗,清洗工位处的工件移送至吹干工位处,通过吹干元件2.3进行吹干。
34.清洗和吹干处理完成后,再通过清洗抓取夹爪2.12将两个工件向后移送一个工位,其中此时清洗工位处的工件移送至吹干工位处,通过吹干元件2.3进行吹干,吹干工位处的工件移送至烘干工位处进行烘干处理。
35.吹干和烘干处理完成后,再通过清洗抓取夹爪2.12将两个工件向后移送一个工位,其中此时吹干工位处的工件移送至烘干工位处进行烘干处理,烘干工位处的工件移送至清洗取放工位处,清洗取放工位处的工件通过回转架4.1转送至打标抓取工位。
36.烘干处理完成后,清洗抓取夹爪2.12再将烘干工位处的工件移送至清洗取放工位处,通过回转架4.1进行转动至打标取放工位。
37.此时完成一个清洗工作的循环,清洗抓取夹爪2.12再从清洗抓取工位处夹持两个工件,循环上述步骤,两个工序同时进行,大大提高了效率。
38.参见图4至图5所示,所述打标机构3包括设置于打标工位处的喷码元件 3.3、以及在打标工位和打标取放工位之间往复移动的打标抓取转送元件,所述打标抓取转送元件包括在中转工位和打标取放工位之间往复移动的打标抓取元件3.1和在打标工位和中转工位之间往复移动的打标转送元件3.2。
39.所述打标抓取元件3.1包括打标抓取夹爪3.11、驱动所述打标抓取夹爪 3.11动作的打标驱动元件3.12、驱动打标抓取夹爪3.11和打标驱动元件3.12 在打标工位和打标取放工位之间往复移动的打标抓取驱动元件。本实施例中,打标驱动元件3.12为夹爪气缸,通过夹爪气缸与打标抓取夹爪3.11配合,使得打标抓取夹爪3.11进行夹取动作。
40.具体而言,所述打标抓取驱动元件包括竖向设置于机架1上的打标安装支架3.13和设置于打标安装支架3.13上的纵向导轨3.14,纵向导轨3.14位于中转工位和打标取放工位之间。
41.所述纵向导轨3.14上滑动设有打标安装座3.15以及驱动所述打标安装座 3.15纵向移动的打标纵向驱动元件3.16,所述打标抓取夹爪3.11和打标驱动元件3.12设置于打标安装座3.15上,所述打标安装座3.15上设有驱动所述打标抓取夹爪3.11和打标驱动元件3.12竖向移动的打标竖向驱动元件3.17。本实施例中,打标纵向驱动元件3.16和打标竖向驱动元件3.17均为气缸,通过打标纵向驱动元件3.16带动打标安装座3.15纵向移动,从而使得打标抓取夹爪3.11与打标纵向驱动元件3.16能够纵向移动,通过打标竖向驱动元件3.17 带动打标安装座3.15沿竖向移动,从而能够打标抓取夹爪3.11与打标纵向驱动元件3.16能够竖向移动。使得打标抓取夹爪3.11和打标纵向驱动元件3.16 能够纵向移动和竖向移动,从而便于将工件进行夹取,使得工件能够在打标取放工位和中转工位之间进行转
送。
42.所述打标转送元件3.2包括横向设置于打标工位和中转工位之间的打标横向导轨3.21、滑动设置于打标横向导轨3.21的打标转送座3.22和驱动所述打标转送座3.22横向移动的打标转送驱动元件3.23。所述打标转送座3.22用于在中转工位处承载工件。本实施例中,打标转送驱动元件3.23为气缸,打标转送驱动元件3.23带动打标转送座3.22在打标工位和中转工位之间进行转动。
43.工作时,通过打标纵向驱动元件3.16和打标竖向驱动元件3.17的配合,将打标取放工位处的工件进行夹取,并移送至中转工位处并通过打标转送座 3.22进行承载工件,再通过打标转送驱动元件3.23将打标转送座3.22从中转工位处转送至打标工位,通过喷码元件3.3进行打标。
44.打标完成后,先通过打标转送驱动元件3.23将打标转送座3.22从打标工位处转送至中转工位,再通过打标纵向驱动元件3.16和打标竖向驱动元件3.17 的配合,将打标工位处的工件转送至打标取放工位处,最后再通过回转架4.1 进行转动至工件取放工位,将工件取下,进行下一道工序,并且可再在工位取放工位处将工件放置于放置座4.3上,循环上述步骤。
45.本实用新型的全自动清洗打标机,使用时,在工位取放工位处将工件放置于放置座4.3上,回转驱动元件4.2再驱动回转架4.1进行转动,使得放置座 4.3转动至清洗抓取工位处,通过清洗抓取元件2.1将清洗抓取工位处的工件进行抓取,并移动至清洗工位处,通过清洗元件2.2对工件进行清洗,清洗完成后,再通过清洗抓取元件2.1将清洗工位处的工件移送至清洗抓取工位处的放置座4.3上,放置座4.3再继续进行转动,转动至打标抓取工位,通过打标抓取转送元件将打标抓取工位处的工件进行抓取,并移动至打标工位处,通过打标元件对工件进行打标,打标完成后,再通过打标抓取转送元件将打标工位处的工件移送至打标抓取工位处的放置座4.3上,放置座4.3再继续进行转动移动至工件取放工位,此时产品已经完成打标和清洗,可将工件取下,并进行下一道工序,并且可再在工位取放工位处将工件放置于放置座4.3上,循环上述步骤,本方案结构设计合理,能够同时集成清洗和打标两道工序,集成度高,能够满足自动化生产。
46.目前在自动化设备,生产制造的逻辑电路已经技术成熟并形成开发模式化,在我国南方省份的城市形成产业群,专门录制控制程序,录制所用的电路板都是标准生产的,就本技术中的设备而言,只需要调整需要使用的指令和参数即可实现,十分简便,大大降低开发设计的成本和难度。
47.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。