1.本实用新型涉及医用外科金属植入件的测试,具体为一种涂层划痕性能测试装置。
背景技术:
2.钛合金具有良好的生物相容性,同时相比传统植入物金属材料有较低的弹性模量,在生物环境下具有良好的抗腐蚀性能,这些优异的性能使钛合金作为医用植入物材料备受青睐。钛及钛合金作为医用植入物材料在临床中得到广泛应用。而钛合金在生产时采用电解的方式进行,那么电解阳极就会产生氧化物,在投入临床使用之前需要对氧化层深度进行测试。
3.公开号为cn108548777b提供的一种耐腐蚀工件的自动百格测试装置,此现有技术通过自动运行的方式进行划痕测试,但是在测试的过程中金刚石刀具与工件的距离不能实时调整,进而导致当金刚石刀具与工件接触之后就不能实时的调整法向作用力,并且对非水面的工件表面无法实现恒力测试。
技术实现要素:
4.本实用新型的目的在于提供一种涂层划痕性能测试装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种涂层划痕性能测试装置,包括测试柜、x向直线驱动组件、z向直线驱动组件、金刚石划痕刀具、工件夹具和精密力控模块,所述x向直线驱动组件设置在测试柜上,z向直线驱动组件设置在x向直线驱动组件的执行部件上,所述金刚石划痕刀具设置在z向直线驱动组件的执行部件上,其中:
7.所述工件夹具设置在测试柜上并位于金刚石划痕刀具的下方,工件夹具的夹持部件在夹持工件后能够沿着y向调整工件相对金刚石划痕刀具的位置,所述精密力控模块用于控制金刚石划痕刀具与工件之间的法向力。
8.优选的,所述工件夹具包括底板、横移台和台虎钳,所述底板设置在测试柜上,横移台通过直线导向副设置在底板上,而横移台通过调距组件沿着y向调整工件相对金刚石划痕刀具的位置。
9.优选的,所述调距组件为螺旋测微器,其中螺旋测微器设置在底板上其端部与横移台连接。
10.优选的,所述z向直线驱动组件为直线电缸。
11.优选的,所述精密力控模块由压力传感器、控制模块和驱动模块组成,所述压力传感器设置在z向直线驱动组件和金刚石划痕刀具之间用于检测金刚石划痕刀具与工件之间的法向力,所述控制模块与压力传感器电性连接,而驱动模块与控制模块电性连接,所述驱动模块与z向直线驱动组件上的电机电性连接,其中控制模块用于接收压力传感器所检测
的法向力,并且下达控制信号使得z向直线驱动组件升降,进而控制金刚石划痕刀具与工件之间的作用力。
12.优选的,所述控制模块为h3u-1616mt-xa可编程控制器。
13.优选的,所述驱动模块为sv6630ps5r5i/sv630ps2r8i伺服驱动器。
14.与现有技术相比,本实用新型的有益效果是:
15.本实用新型通过工件夹具调整工件位置,进而对工件不同位置进行氧化层深度测试,而精密力控模块保证金刚石划痕刀具与工件直接的接触力固定,进而能够对非水平面工件进行测试。
附图说明
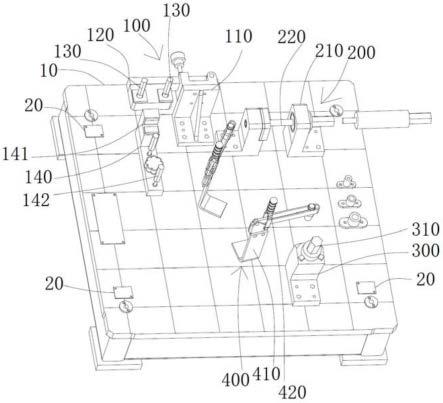
16.图1为本实用新型整体结构的三维示意图;
17.图2为本实用新型中整体结构的侧视图;
18.图3为本实用新型中工件夹具的三维示意图;
19.图4为本实用新型中精密力控模块的系统框图。
20.图中:1-测试柜、2-x向直线驱动组件、3-z向直线驱动组件、4-金刚石划痕刀具、5-工件夹具、6-精密力控模块、51-底板、52-横移台、53-台虎钳、54-螺旋测微器。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.实施例:
23.请参阅图1至图4,本实用新型提供一种技术方案:
24.一种涂层划痕性能测试装置,包括测试柜1、x向直线驱动组件2、z向直线驱动组件3、金刚石划痕刀具4、工件夹具5和精密力控模块6,其中:
25.x向直线驱动组件2设置在测试柜1上,z向直线驱动组件3设置在x向直线驱动组件2的执行部件上,进而在x向直线驱动组件2能够带动z向直线驱动组件3直线位移,金刚石划痕刀具4设置在z向直线驱动组件3的执行部件上,z向直线驱动组件3为直线电缸,其中上述所述的x向和z向指的是如附图1所示的水平横移方向和竖直升降方向;
26.工件夹具5设置在测试柜1上并位于金刚石划痕刀具4的下方,工件夹具5的夹持部件在夹持工件后能够沿着y向调整工件相对金刚石划痕刀具4的位置,其中此处所述的y向指的是如附图1所示的水平纵移方向,工件夹具5包括底板51、横移台52和台虎钳53,底板51设置在测试柜1上,横移台52通过直线导向副设置在底板51上,其中直线导向副为直线导轨和滑块的配合,其中直线导轨设置在底板51上,滑块配合安装在直线导轨上,滑块与横移台52连接,而横移台52通过调距组件沿着y向调整工件相对金刚石划痕刀具4的位置
27.精密力控模块6用于控制金刚石划痕刀具4与工件之间的法向力,精密力控模块6由压力传感器、控制模块和驱动模块组成,压力传感器设置在z向直线驱动组件3和金刚石划痕刀具4之间用于检测金刚石划痕刀具4与工件之间的法向力,其中压力传感器能够实时
检测金刚石划痕刀具4与工件之间的作用力,控制模块与压力传感器电性连接,而驱动模块与控制模块电性连接,驱动模块与z向直线驱动组件3上的电机电性连接,其中控制模块用于接收压力传感器所检测的法向力,并且下达电信号使得驱动模块控制z向直线驱动组件3升降,进而控制金刚石划痕刀具4与工件之间为恒定的作用力。
28.作为优选的实施例,调距组件为螺旋测微器54,其中螺旋测微器54设置在底板51上其端部与横移台52连接,进而旋动螺旋测微器54即可调整横移台52的位置,并且在调整位置的过程中还能得出调整的距离。
29.作为优选的实施例,所述控制模块为h3u-1616mt-xa可编程控制器。
30.作为优选的实施例,所述驱动模块为sv6630ps5r5i/sv630ps2r8i伺服驱动器。
31.本实用新型的工作原理为:将待检测的工件夹持在台虎钳53上,而后z向直线驱动组件3带动金刚石划痕刀具4向靠近工件的方向移动,当金刚石划痕刀具4接触到工件时会对工件施加法向力,法向力的反作用力传递至压力传感器上,那么压力传感器就会检测到法向力的数值,作为优选的实施例,金刚石划痕刀具4对工件的作用力为5n,接着x向直线驱动组件2沿着x向位移,进而金刚石划痕刀具4在工件上产生划痕,当工件的测试面为水平时仅需x向直线驱动组件2沿着x向位移即可,在需要调整划痕位置时旋转螺旋测微器54,进而夹持有工件的台虎钳53沿着y向位移,此时x向直线驱动组件2再沿着x向位移时即可对不同位置进行划痕测试;
32.当测试的工件为非平面时,此时要保证恒定的作用力则需z向直线驱动组件3的高度时刻要改变,比如说金刚石划痕刀具4接触工件的初始位置为工件的凹部,当金刚石划痕刀具4运动至工件的凸起部时金刚石划痕刀具4需要升起才能保证法向力为5n,由于压力传感器实时的检测金刚石划痕刀具4与工件之间的作用力,而控制模块接受传输来的法向力大小,当金刚石划痕刀具4运动至凸起部时作用力会增大,此时控制模块下达电信号,经过驱动模块转码传输并下达至z向直线驱动组件3上的电机,使得z向直线驱动组件3升起,此时金刚石划痕刀具4与工具之间保持恒定的5n。反之z向直线驱动组件3驱动金刚石划痕刀具4下降,进而保证恒定的作用力。
33.关于x向、y向以及z向均在附图1中进行标识,当然此方向为相对坐标系。
34.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。