1.本发明涉及一种刀具路径生成方法、刀具路径生成装置及组装了该刀具路径生成装置的机床的控制装置,该刀具路径生成方法、刀具路径生成装置及组装了该刀具路径生成装置的机床的控制装置抑制可能在邻接的刀具路径之间产生的台阶,由此生成能精加工成高品质的加工面的曲线指令。
背景技术:
2.为了生成刀具路径,cam(计算机辅助制造)沿着从cad(计算机辅助设计)生成的作为工件的最终的形状的模型形状的表面偏置的曲面生成作为刀具路径的曲线。此曲线,因为成为高次的数学公式,所以通常由直线、圆弧、低次数学公式的曲线等进行插补以便容易处理。但是,为了防止在此插补中的数据容量的增大,需要在容许误差范围内的近似。例如,在专利文献1中记载了一种刀具路径生成方法,其在机床的数值控制装置中,通过由nurbs曲线(非均匀有理b样条曲线)进行插补将由指令点赋予的刀具路径平滑化,生成平滑的刀具路径。
3.【在先技术文献】【专利文献】
4.【专利文献1】日本特开平08-305430号公报
技术实现要素:
5.发明所要解决的课题
6.但是,在专利文献1记载的刀具路径生成方法中,因为没有看邻接的刀具路径的信息,所以存在着在邻接的刀具路径之间产生误差量的台阶的情况,存在使加工面的品质降低的问题。
7.本发明以解决这样的以往技术的问题为技术课题,目的是将邻接的刀具路径之间的台阶最小化或除去。
8.为了解决课题的手段
9.为了达到上述的目的,根据本发明,提供一种刀具路径生成方法,在该刀具路径生成方法中刀具在沿着工件的加工面生成的刀具移动曲面上移动,生成加工工件的刀具路径,其中,设定扫描方针,该扫描方针是用于决定刀具在上述刀具移动曲面上移动的路径的规则,在上述刀具移动曲面上配置分割线,算出刀具基于上述扫描方针在上述刀具移动曲面上移动时的轨迹和上述分割线的交点的位置,生成由通过上述交点的位置的曲线进行曲线插补的由移动指令表示的刀具路径。。
10.进而,根据本发明,提供一种刀具路径生成装置,该刀具路径是刀具相对于工件的移动路径,用于使刀具和与该刀具面对的工件进行相对移动来加工上述工件,其中,具备刀具移动曲面生成部、加工图案选择部、分割线生成部和运算部,该刀具移动曲面生成部沿着工件的加工面生成刀具移动曲面;该加工图案选择部选择定义了决定刀具移动的路径的扫描方针的加工图案;该分割线生成部沿着上述刀具移动曲面生成分割线;该运算部将由上
述加工图案选择部选择的加工图案投影到上述刀具移动曲面上,算出刀具在上述刀具移动曲面上移动时的轨迹和上述分割线的交点的位置,生成由通过上述交点的位置的曲线进行曲线插补的由移动指令表示的刀具路径。
11.进而,根据本发明,提供一种具备所述刀具路径生成装置的机床的控制装置。
12.发明的效果
13.根据本发明,由于由分割线将1个加工区域分割为多个曲面,以曲线的连接点位于曲面间的分割线上的方式进行平滑化,所以横穿方向的包络线相对于刀具路径的起伏也变小,可得到平滑的加工面。
附图说明
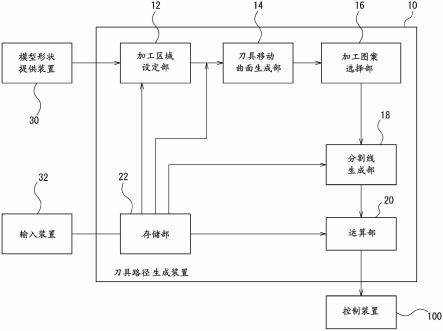
14.图1是本技术发明的实施方式的刀具路径生成装置的框图。
15.图2是表示扫描(scan)加工路线的图。
16.图3是将图2的加工路线投影到与刀具的中心轴线垂直的平面上的图。
17.图4是表示等高轮廓加工路线的图。
18.图5是表示放射加工路线的图。
19.图6是表示在刀具为球头立铣刀的情况下的偏置曲面的图。
20.图7是表示在刀具为牛鼻立铣刀的情况下的偏置曲面的图。
21.图8是表示在刀具为方头铣刀的情况下的偏置曲面的图。
22.图9是表示三角形状的分割线的图。
23.图10是表示由平行线构成的分割线的图。
24.图11是表示格子状的分割线的图。
25.图12是表示将加工路线在刀具的中心轴线的方向朝向偏置曲面投影的扫描方针的图。
26.图13是说明在曲面的法线朝向周期进给方向时的情况下的求出交点的方法的图。
27.图14是说明在曲面的法线朝向周期进给方向时的情况下的求出交点的方法的图。
28.图15是用于说明由本发明的优选的实施方式的刀具路径生成装置生成的刀具路径的图。
29.图16是用于说明由以往技术生成的刀具路径的图。
30.图17是本发明的具备刀具路径生成装置的机床的控制装置的框图。
具体实施方式
31.为了实施发明的方式
32.以下,参照附图,说明本发明的优选的实施方式。
33.图1是本技术发明的实施方式的刀具路径生成装置10的框图。刀具路径生成装置10作为主要的结构要素具备加工区域设定部12、刀具移动曲面生成部14、加工图案选择部16、分割线生成部18、运算部20及存储部22。刀具路径生成装置10能由包括cpu(中央处理器)、ram(随机存取存储器)、rom(只读存储器)的那样的存储装置、hdd(硬盘驱动器)、ssd(固态驱动器)的那样的存储设备、输入和输出端口、及将它们相互连接的双方向总线在内的计算机及关联的软件构成。
34.在存储部22,储存了为了生成刀具路径所需要的各种数据。在储存在存储部22的数据中,例如包括刀具的管理编号、刀具及刀具保持架的尺寸、形状、刀具的材质等与刀具有关的数据(刀具数据);进给速度、刀具的旋转速度、周期进给量、冷却剂使用的有无、加工图案、用于将加工面区分为多个加工区域的区域区分数据;用于选择加工某个加工面的最适合的刀具的基础数据等与加工条件有关的数据(加工条件数据);材料的种类、硬度、拉伸强度、弹性系数等与材料有关的数据(材料数据)。此外,也可以从输入部32向存储部22存取,由操作者修正储存在存储部22的数据或者新输入数据。
35.加工区域设定部12从模型形状提供装置30收取模型形状数据。模型形状数据是表示应该加工的工件的形状、特别是结束了精加工的工件的形状的数据。模型形状提供装置30,典型地说能作为cad装置。在再次制造过去的产品的那样的情况下,在将模型形状数据保存在计算机、数据库等中时,模型形状提供装置30能作为储存了模型形状数据的计算机、数据库。
36.加工区域设定部12,基于从模型形状提供装置30收取的模型形状数据和储存在存储部22的数据,将应该进行工件的加工的表面(加工面)分割为多个加工区域。更详细地说,加工区域设定部12,从模型形状数据识别工件的加工面的形状,基于储存在存储部22的区域区分数据和识别的加工面的形状,将加工表面的曲率、倾斜角度及深度等作为表面参数,将加工面区分为多个加工区域。
37.刀具移动曲面生成部14与加工区域设定部12进行了设定的加工区域的各个有关地生成刀具移动曲面。作为最适合于刀具移动曲面的例,有偏置曲面so(图2~图4)。偏置曲面so是包含在加工时配置刀具t的中心点ot的位置的集合在内的曲面,或为了形成加工面sm,刀具t的中心点ot在加工区域内移动的曲面。刀具移动曲面不限定于偏置曲面so。例如,在能忽视刀具的大小的情况下,能将加工面sm指定为刀具移动曲面。
38.刀具t的中心点ot,在刀具t为铣刀情况下,是如下的位置,即,沿着刀具t的中心轴线o从前端面向柄部仅后退了刀具t的角部的位置,也就是说,仅后退了刀具t的前端的圆弧状外周部的半径r的位置。例如,如图2所示,在刀具t为球头立铣刀的情况下,前端的球头的中心是刀具t的中心点ot。如图3所示,在刀具t为牛鼻立铣刀的情况下,是沿着中心轴线o从前端面向柄部侧仅后退了刀具t的角部的半径r的位置,如图4所示,在刀具t为方头铣刀的情况下,刀具t的前端面和中心轴线o交叉的位置成为刀具t的中心点ot。刀具t的中心点ot的位置作为刀具数据储存在存储部22。
39.在本实施方式中,刀具移动曲面生成部14与加工区域设定部12进行了设定的加工区域的各个有关地基于模型形状数据和与刀具t的中心点ot的位置有关的数据,作为刀具移动曲面生成偏置曲面so。
40.加工图案选择部16,与加工区域的各个表面参数对应地选择加工该加工区域的最适合的刀具及加工图案,并且设定进给速度、刀具的转速、周期进给量等加工条件。在图5~图8中表示加工图案的例。图5表示扫描(scan)加工路线,图6是将图5的加工路线投影到与刀具t的中心轴线o垂直的平面上的图。根据扫描加工路线,沿着切削进给方向dmf使刀具t、例如球头立铣刀向一个方向进行直线进给来对工件进行切削加工,使刀具t向周期进给方向dp进行周期进给,接着,一边沿着切削进给方向dmf使刀具t向相反方向进给一边对工件进行切削加工,反复进行此动作来加工工件的加工面。
41.另外,图7表示等高轮廓加工路线,而且图8表示以点o为中心的放射加工路线的例。这些加工图案,反映积蓄的经验技术,以能与加工区域的曲率、倾斜角度、深度等表面参数对应地选择加工图案的方式储存在存储部22。另外,图示的加工图案是一例,不是限定本发明的意思。
42.分割线生成部18生成由沿着刀具移动曲面延伸的多条曲线构成的分割线。在本实施方式中,分割线生成部18在偏置曲面so上生成分割线cd。分割线cd,例如,如图9所示,能沿着偏置曲面so配置多个母点p,并以形成非欧几里德几何学性的形状的方式,在图9中是以形成三角形的方式,通过由沿着偏置曲面so的曲线连结该母点p生成。也就是说,为了描绘成曲面,不是严密的意义的三角形,而是将3个顶点(母点p)沿着曲面(偏置曲面so)以最短的路径相连的疑似性的三角形,或者成为将描绘在某个平面上的三角形投影到偏置曲面so上的疑似性的三角形。为了生成三角形状的分割线cd,也可以使用德罗奈(dronay)三角形分割法。
43.分割线cd,不仅可以使用图9所示的三角形状,也可以使用平行线(图10)、格子(图11)。平行线状的分割线cd是通过沿着偏置曲面so的2个母点p的疑似性的平行线,格子上的分割线cd是将顶点(母点p)的数量增加到4点的疑似性的格子。分割线cd也可以将由配置在与偏置曲面so面对的平面上的多个三角形、四边形、平行线投影到偏置曲面so上的曲线进行定义。
44.另外,如图13所示,存在如下的情况:在曲面的极点近傍,刀具t基于扫描方针在偏置曲面so上移动时的作为刀具t的中心点ot的轨迹的曲线c不与分割线cd相交。在该情况下,如图14所示,求出该曲面的极点pe,作成沿着该曲面通过极点pe的曲线c
′
。例如,在将曲面的极点包含在三角形的内部的情况下,能进行由通过极点pe的曲线c
′
分割成2个三角形的处理。
45.运算部20,算出刀具t基于扫描方针在偏置曲面so上移动时的作为刀具t的中心点ot的轨迹的曲线c和分割线cd的交点pi的位置。扫描方针,例如,能作为与偏置曲面so交叉的多个x-z平面。在此例中,由运算求出x-z平面和偏置曲面so上的分割线cd的交点pi的位置。或者,作为扫描方针,也可以如图12所示,将加工图案选择部16进行了选择的加工路线在刀具t的中心轴线o的方向朝向偏置曲面so投影,求出投影的曲线c和分割线cd的交点pi。或者,也可以将x-y平面作为扫描方针。在此情况下,求出图4的等高轮廓加工路线和分割线cd的交点pi。扫描方针也可以将沿着工件的加工区域间或加工面间的分界线的3维的曲线c投影到偏置曲面so上。
46.接着,运算部20运算这样生成的曲线c和分割线cd的交点pi,使用贝塞尔曲线、b样条曲线、nurbs曲线(非均匀有理b样条曲线)、单纯平均、加权平均等方法将沿着由交点pi赋予的曲线c的点列进行平滑化。例如,运算部20能求出在交点pi的曲线c的切线向量vt,由使用该切线向量vt连结交点pi的非均匀有理b样条曲线进行插补、平滑化。运算部20接着基于进行了平滑化的曲线生成由移动指令表示的刀具路径tp(图15)。由这样生成的移动指令表示的刀具路径tp,能向机床的控制装置100输出。
47.例如,在使用nurbs等样条曲线生成刀具路径的以往的刀具路径生成方法中,如图16所示,各个刀具路径tp,即使没有在连接点的路径误差,且曲率连续性地变化,包络线在刀具路径tp的横穿方向也不平滑,也就是说,存在如下的情况:在邻接的刀具路径tp间产生
台阶,不能得到平滑的加工面。与此相对,根据本实施方式,由于由分割线cd将1个加工区域分割为多个曲面,以曲线c的连接点(交点pi)位于曲面间的分割线cd上的方式进行了平滑化,所以如图15所示,横穿方向的包络线的起伏相对于刀具路径tp也变小,可得到平滑的加工面。
48.上述的刀具路径生成装置10能与机床的控制装置作为独立的cam装置来构成,如图17所示,也可以作为控制装置的一部分来构成。在图17中,控制装置100,作为主要的结构,具备具有与图1的刀具路径生成装置10同样的结构的刀具路径生成部102、读取解释部104、插补运算部106、伺服控制部108。
49.读取解释部104从刀具路径生成部102读入以移动指令表示的刀具路径(加工程序)。读取解释部104向插补运算部106送出移动指令。插补运算部106运算每个插补周期的位置指令值。例如,插补运算部106算出基于移动指令设定的每个时间间隔的移动量。插补运算部106向伺服控制部108送出位置指令值。伺服控制部108基于位置指令值算出x轴及y轴等各进给轴的移动量,驱动机床110的各轴伺服马达。
50.机床110能作为立式或卧式加工中心,将球头立铣刀的那样的旋转刀具安装在主轴(未图示)的前端部,使主轴在x、y、z的正交3轴方向相对于以与该旋转刀具面对的方式固定在工作台(未图示)上的工件(未图示)进行相对移动来加工该工件。
51.【符号的说明】
52.10:刀具路径生成装置
53.12:加工区域设定部
54.14:刀具移动曲面生成部
55.16:加工图案选择部
56.18:分割线生成部
57.20:运算部
58.22:存储部
59.30:模型形状提供装置
60.32:输入部
61.100:控制装置
62.102:刀具路径生成部
63.104:读取解释部
64.106:插补运算部
65.108:伺服控制部
66.110:机床。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
