1.本技术涉及装饰条安装技术领域,尤其涉及一种装饰条安装件、车窗总成及车辆。
背景技术:
2.装饰条具有装饰的作用,在车辆中普遍应用,如一般车辆的侧围角窗,在设计上均会附带装饰条的设计,以提高整车的质感。
3.现有装饰条通常采用机械卡接结构或者粘接方式进行安装,其中粘结工艺比机械卡接工艺复杂,需额外增加表面清洁和活化、底涂涂覆、粘结和后固化等工序,不利于产线设计和布局,此外粘结工艺对于粘结表面的材质要求和活化能要求较高,有很多限制,比如tpe(thermoplastic elastomer,热塑性弹性体)材料由于材料特性,与很多粘结材料不粘结,比如不同表面处理工艺的装饰条所使用的清洁剂和底涂也不一样,进一步增加工艺复杂性。并且粘结工艺也存在一定的风险项,操作过程中,若没有严格按照作业指导书进行操作,容易在后期出现粘结失效,装饰条脱落的风险,而且安装过程中,难以识别出来。
4.但是,如图1所示,现有利用机械卡接结构安装装饰条l时,装饰条l的安装方向与拔脱方向几乎平行,这直接导致安装力度无法直接减少,否则装饰条l拔脱力也会大幅减少,不满足装饰条l拔脱力的要求。由于装饰条安装力度过大(一般≥150n),仅依靠员工手工安装,难以安装到位,在实际操作中经常需要使用橡胶锤、钳子等安装辅助工具,反复敲打装饰条表面,以确保装饰条安装到位,极其容易导致装饰条表面出现损伤,在强光下可看到明显的光畸变或划伤等外观问题。此外辅助工具使用不当,还极易造成车漆划伤或车身钣金变形等问题,白车身一旦出现缺陷,返修成本极高。但若不使用辅助工具,装饰条安装困难,安装周期长,效率低下,影响整车制造线的生产。
技术实现要素:
5.本技术的目的是提供一种装饰条安装件、车窗总成及车辆,利用该装饰条安装件能够减小装饰条的安装力度,降低了装饰条的安装难度,提高了装饰条的安装效率。
6.本技术提供一种装饰条安装件,用于安装装饰条,装饰条包括第一卡接部和第二卡接部,第一卡接部和第二卡接部位于装饰条的同一侧,且彼此间隔,装饰条安装件包括安装部、固定部和活动部,固定部与安装部固定连接,且用于与第一卡接部转动连接,活动部与安装部固定连接,且与固定部彼此间隔,活动部用于卡接第二卡接部,活动部可相对安装部沿远离固定部的一侧转动,还可相对安装部沿朝向固定部的一侧转动。
7.其中,活动部具有弹性,活动部相对安装部转动时,活动部发生弹性形变。
8.其中,装饰条安装件还包括弹性部,弹性部连接于安装部与活动部之间,活动部相对安装部转动,以使弹性部发生形变。
9.其中,弹性部包括两个弹性臂,两个弹性臂分别位于活动部的相对两侧,且均固定连接于活动部和安装部之间。
10.其中,安装部设有避让槽,避让槽位于活动部背离固定部的一侧,避让槽的槽壁面
包括两个弹性臂和活动部背离固定部的表面。
11.其中,安装部设有辅助槽,辅助槽位于活动部朝向固定部的一侧,辅助槽的槽壁面包括两个弹性臂和活动部朝向固定部的表面。
12.其中,两个弹性臂和活动部均相对安装部的表面凸出。
13.其中,活动部相对安装部朝向远离固定部的一侧倾斜。
14.其中,活动部包括连接部和端部,连接部与安装部固定连接,端部连接于连接部远离安装部的一端,且相对连接部凸出。
15.其中,端部为倒钩状结构。
16.其中,活动部有多个,多个活动部间隔设置,多个活动部用于卡接第二卡接部。
17.其中,固定部包括连接部分和限位部分,连接部分与安装部固定连接,限位部分凸设于连接部分朝向活动部的表面,用于卡挡第一卡接部。
18.其中,固定部还设有容纳槽,容纳槽的槽口开设于连接部分朝向活动部的表面,用于容置第一卡接部,限位部分围设于容纳槽的槽口。
19.本技术还提供一种车窗总成,包括玻璃、包边件和装饰条安装件,装饰条安装件为如上所述的装饰条安装件,包边件包覆玻璃的边缘,装饰条安装件与包边件固定连接。
20.本技术还提供一种车辆,包括车身、车窗总成和装饰条,车窗总成为如上所述的车窗总成,车窗总成安装于车身,装饰条安装于装饰条安装件。
21.本技术提供了一种装饰条安装件,在利用该装饰条安装件安装装饰条时,可沿旋转的方向对装饰条施加作用力,装饰条的第一卡接部与固定部进行卡接,第二卡接部可旋转至对活动部进行下压,从而卡进活动件,进而完成对装饰条的安装。利用本技术提供的装饰条安装件安装装饰条时,装饰条的安装方向与装饰条的拔脱方向不一致,不仅能够保证满足装饰条较大拔脱力的要求,而且通过旋转安装的方式能够减小安装力度,解决了现有安装力度过大的问题,降低了装饰条的安装难度,提高了装饰条的安装效率。本技术提供的装饰条安装件不仅适用于在普通车型上安装装饰条,而且由于安装力度小,还适用于主机厂对无框车型进行安装装饰条,解决了现有无框车型生产线中需要主机厂负责安装但主机厂安装时容易造成安装缺陷的问题。
附图说明
22.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1为现有机械卡接结构中装饰条安装与拔脱的示意图;
24.图2为本技术实施例提供的车辆的结构示意图;
25.图3为图2所示车辆中装饰条与车窗总成的装配结构示意图;
26.图4为图3所示装饰条与车窗总成装配结构图中的部分结构截面图;
27.图5为图3所示装配结构中装饰条在另一视角的结构示意图;
28.图6为图5所示装饰条沿a-a的剖面结构图;
29.图7为图3所示装配结构中车窗总成的分解结构示意图;
30.图8为图5所示的装饰条与图7所示的车窗总成装配的剖面结构示意图;
31.图9为图7所示车窗总成中装饰条安装件在另一视角的结构示意图;
32.图10为图6所示装饰条与图9所示装饰条安装件装配的剖面结构图;
33.图11为图9所示装饰条安装件中弹性部在另一视角的结构示意图;
34.图12为图9所示装饰条安装件中弹性部在另一示例中的结构示意图;
35.图13为图7所示车窗总成中包边件的结构示意图。
36.附图标记:1、车辆;1000、车身;2000、装饰条;3000、车窗总成;100、玻璃;110、装饰条本体;120、第一卡接部;130、第二卡接部;140、阻挡条;200、装饰条安装件;210、安装部;211、避让槽;212、辅助槽;213、锚定槽;220、固定部;221、连接部分;222、限位部分;223、容纳槽;230、活动部;231、端部;232、连接部;240、弹性部;250、侧围件;300、包边件;310、第一包边件;320、第二包边件;321、框体;322、锚定部;323、软质包边部。
具体实施方式
37.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
38.请参阅图2、图3和图4,图2示出了本技术实施例提供的一种车辆1的结构示意图,图3为图2所示车辆1中装饰条2000与车窗总成3000的装配结构示意图,图4为图3所示装饰条2000与车窗总成3000装配结构图中的部分结构截面图。
39.车辆1包括车身1000、装饰条2000和车窗总成3000。车窗总成3000安装于车身1000,本技术实施例以车窗总成3000作为车辆侧围角窗使用,通常装配于车身1000的钣金件。装饰条2000包括亮光面的装饰条和哑光面的装饰条,亮光面的装饰条可以例举的有不锈钢亮饰条、铝合金亮饰条、表面镀铬的亮饰条等,哑光面的装饰条可以例举的有表面喷哑光黑的装饰条。装饰条2000卡接安装于车窗总成3000,以提升车辆1的整车质感。
40.请参阅图5和图6,图5为图3所示装配结构中装饰条2000在另一视角的结构示意图,图6为图5所示装饰条2000沿a-a的剖面结构图。
41.装饰条2000包括装饰条本体110、第一卡接部120、第二卡接部130和阻挡条140,第一卡接部120、第二卡接部130和阻挡条140固定于装饰条本体110的同一侧表面,且彼此间隔,用于与车窗总成3000进行卡接。本实施例中,第一卡接部120有多个,多个第一卡接部120间隔设置。第一卡接部120的弯折方向与第二卡接部130的弯折方向反向,利于牢固地固定于车窗总成3000。阻挡条140固定于装饰条本体110的边缘,当装饰条2000卡接安装于车窗总成3000,阻挡条140可减少装饰条2000与车窗总成3000形成的配合缝隙,以阻挡环境灰尘等进入装饰条2000与车窗总成3000之间。
42.在一种实施例中,第一卡接部120和第二卡接部130与装饰条本体110可通过挤出工艺一体成型,在另一种实施例中第一卡接部120或第二卡接部130可通过冲压工艺或注塑工艺单独成型,然后再通过胶带、粘结胶或焊接等粘结方式,与装饰条本体110固定。在另一种实施例中,第一卡接部120还可与装饰条本体110一体成型,然后再通过粘接方式将第二卡接部130固定于装饰条本体110。第一卡接部120和第二卡接部130的材料可以是pp、pa、
pom(polyoxymethylene,聚甲醛树脂)、abs等塑料,也可以是铝片、铁片或铜片等材质。
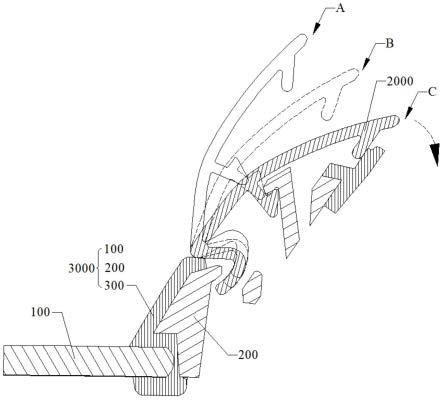
43.请参阅图7和图8,图7为图3所示装配结构中车窗总成3000的分解结构示意图。图8为图5所示的装饰条2000与图7所示的车窗总成3000装配的剖面结构示意图,其中图示中相同剖面线表示同一部件。
44.车窗总成3000包括玻璃100、装饰条安装件200和包边件300。包边件300包覆玻璃100的边缘,装饰条安装件200与包边件300固定连接,装饰条2000卡接安装于装饰条安装件200上。本实施例中,包边件300安装于玻璃100和装饰条安装件200之间,将玻璃100和装饰条安装件200连接形成车窗总成3000。
45.本技术实施例中,采用注塑成型的方式将玻璃100、装饰条安装件200和包边件300形成一个整体。具体的,在一种实施例中,在一个模具型腔中,浇筑装饰条安装件200的材料及包边件300的材料,通过一体注塑的方式成型装饰条安装件200及同时将玻璃100、装饰条安装件200和包边件300成型为一个整体。在另一种实施例中,可以在一个模具型腔中浇筑装饰条安装件200的材料,单独注塑形成装饰条安装件200,再将装饰条安装件200和玻璃100放置于第二个模具型腔中,浇筑包边件300的材料后一体注塑成型。
46.其中,装饰条安装件200的材料可以是pa(polyamide,聚酰胺)、pp(polypropylene,聚丙烯)、pvc(polyvinyl chloride,聚氯乙烯)、abs(acrylonitrile butadiene styrene plastic,丙烯腈-丁二烯-苯乙烯塑料)等材质,一般弹性模量能达到2000mpa~8500mpa。根据对装饰条安装件200功能的需求,可在材料中添加一定比例的玻璃纤维以增强装饰条安装件200的产品结构强度。包边件300的材料可以是tpe(thermoplastic elastomer,热塑性弹性体)、pvc、pu(polyurethane,聚氨酯)或其他注塑材料,本技术对此并不做限定。
47.本实施例提供的车窗总成3000中,利用装饰条2000的第一卡接部120与装饰条安装件200转动连接,将第二卡接部130沿图示箭头方向旋转安装,使得装饰条2000由初始安装位置a下压至中间安装位置b,并最终达到最终安装位置c,从而卡进装饰条安装件200中完成安装。利用装饰条安装件200,能够改变装饰条2000的安装方向,在不增加安装空间的前提下,解决了装饰条2000安装力度过大的问题。同时,利用包边件300将玻璃100与装饰条安装件200固定连接,增加了装饰条安装件200与玻璃100之间的安装牢固性,进而增加了车窗总成3000的安装牢固性。
48.参阅图9和图10,图9为图7所示车窗总成3000中装饰条安装件200在另一视角的结构示意图,图10为图6所示装饰条2000与图9所示装饰条安装件200装配的剖面结构图。
49.装饰条安装件200包括安装部210、固定部220、活动部230、弹性部240和侧围件250。固定部220与安装部210固定连接,用于与第一卡接部120转动连接。活动部230与安装部210固定连接,且与固定部220彼此间隔,活动部230有多个,多个活动部230间隔设置,多个活动部230共同用于卡接第二卡接部130。活动部230可相对安装部210沿远离固定部220的一侧转动,还可相对安装部210沿朝向固定部220的一侧转动。弹性部240连接于安装部210与活动部230之间,弹性部240可发生弹性形变,以带动活动部230相对安装部210转动。侧围件250与固定部220固定连接,用于围挡并与玻璃100的边缘固定连接。
50.为便于描述,以图9所示安装部210的长度方向为x轴方向,宽度方向为y轴方向,厚度方向为z轴方向。
51.活动部230具有远离安装部210的端部231,端部231可相对安装部210沿背离固定部220的一侧转动,即沿图示箭头方向转动,端部231还可相对安装部210沿朝向固定部220的一侧转动,即可达到沿图示箭头的反方向回弹的效果。具体的,本实施例中活动部230的端部231可绕x轴沿背离固定部220的方向转动,以及绕x轴沿朝向固定部220的方向转动。本实施例中,弹性部240的材料为弹性材料,将装饰条2000的第二卡接部130抵持活动部230的端部231,并施加作用力时,弹性部240可发生弹性形变,以带动活动部230转动,施加较小的作用力即可使得装饰条2000安装到位,大幅减小了装饰条2000的安装力度,方便手工安装装饰条2000,利于提高主机厂的生产效率。
52.安装装饰条2000时,先将装饰条2000中的第一卡接部120与固定部220转动连接,对装饰条2000施加作用力,第二卡接部130绕x轴沿图示箭头方向下压活动部230的端部231,弹性部240发生弹性形变带动端部231绕x轴相对安装部210沿背离固定部220的一侧转动,使用较小的力度即可将第二卡接部130卡进活动部230,撤去施加在装饰条2000的作用力后,弹性部240发生弹性形变使得端部231可相对安装部210沿背离固定部220的一侧转动并卡紧第二卡接部130。可以理解的是,在其他实施例中,也可以不设置弹性部240,活动部230由弹性材料制成,具有弹性,活动部230相对安装部210沿远离固定部220的一侧转动或者沿朝向固定部220的一侧转动时,活动部230可发生弹性形变,以使得第二卡接部130卡进活动部230并与活动部230卡接。
53.在利用本实施例提供的装饰条安装件200安装装饰条2000时,可沿绕x轴旋转的方向对装饰条2000施加作用力,装饰条2000的第一卡接部120与固定部220转动连接,第二卡接部130可旋转地对活动部230的端部231进行下压,从而卡进活动部230,进而完成对装饰条2000的安装。使用本技术实施例提供的装饰条安装件200时,装饰条2000的安装方向与装饰条2000的拔脱方向不一致,不仅能够保证满足装饰条2000较大拔脱力的要求,而且通过旋转安装的方式能够减小安装力度,解决了现有安装力度过大的问题,不仅适用于在普通车型上安装装饰条,而且由于安装力度小,还利于主机厂对无框车型进行安装装饰条,解决了现有无框车型生产线中需要主机厂负责安装但主机厂安装时容易造成安装缺陷的问题。
54.继续参见图9、图11和图12,图11为图9所示装饰条安装件200中弹性部240在另一视角的结构示意图,图12为图9所示装饰条安装件200中弹性部240在另一示例中的结构示意图。
55.安装部210设有避让槽211、辅助槽212和锚定槽213。避让槽211位于活动部230背离固定部220的一侧,即位于安装部210在活动部230沿y轴负方向的一侧,用于为活动部230转动提供转动空间。本实施例中避让槽211贯穿安装部210。辅助槽212位于活动部230朝向固定部220的一侧,即位于安装部210在活动部230沿y轴正方向的一侧,一方面用于放置成型活动部230的滑块,以模具成型活动部230,另一方面,还能够使得活动部230独立于安装部210,减小了安装部210对活动部230的拉力,从而减小了使弹性部240发生弹性形变所需要的力度,进而进一步降低了装饰条2000的安装力度。本实施例中辅助槽212贯穿安装部210。锚定槽213具有多个,多个锚定槽213贯穿安装部210,用于与包边件300连接,以将安装部210锚定于包边件300。本实施例中锚定槽213为梯形槽,锚定槽213朝向活动部230的开口大于背向活动部230的开口,利于增大安装部210与包边件300的结合牢固性。
56.固定部220包括连接部分221和限位部分222,连接部分221与安装部210固定连接,
限位部分222凸设于连接部分221朝向活动部230的表面,用于卡挡第一卡接部120。固定部220上设有容纳槽223,用于容置第一卡接部120,容纳槽223的槽口开设于连接部分221朝向活动部230的表面,即容纳槽223的槽口朝向活动部230,限位部分222围设于容纳槽223的槽口。
57.具体的,本实施例中连接部分221为整块式结构,能够增加固定部220与安装部210的连接牢固性。容纳槽223贯穿连接部分221,可以理解的是,在其他实施例中容纳槽223也可以不贯穿连接部分221,能够为插入第一卡接部120提供足够容纳空间即可。本实施例中容纳槽223为多个,多个容纳槽223间隔设置于连接部分221,每个容纳槽223用于容置一个第一卡接部120。限位部分222围设于容纳槽223的周缘,当第一卡接部120插入容纳槽223后,限位部分222卡挡第一卡接部120,避免装饰条2000从容纳槽223脱出。
58.活动部230还包括连接部232。连接部232与安装部210连接,且沿着背离安装部210的方向延伸。端部231连接于连接部232远离安装部210的一端,且相对连接部232凸出,端部231作为限位部分用于卡挡第二卡接部130,以将第二卡接部130限位于端部231与连接部232围成的空间。在一些具体实施例中,端部231为倒钩状结构,使用具有倒钩状结构的活动部230卡接第二卡接部130,第二卡接部130容易卡进活动部230,并且难以从活动部230拔脱。
59.本实施例中,活动部230相对安装部210朝向远离固定部220的一侧倾斜,即图9所示连接部232与安装部210上位于活动部230沿y轴负方向的一侧呈锐角,也即连接部232朝向避让槽211的方向倾斜。将活动部230设置为朝向远离固定部220的一侧倾斜,使得活动部230沿安装装饰条2000时活动部230转动的方向倾斜,利于安装装饰条2000时,减小对装饰条2000的安装力度。
60.弹性部240连接于安装部210与活动部230之间,具体的,弹性部240的一端与安装部210连接,另一端与活动部230中的连接部232连接,以使得活动部230通过弹性部240固定于安装部210。弹性部240发生弹性变形时,可带动连接部232转动,进而带动凸设于连接部232上的端部231转动。本实施例中,弹性部240包括两个弹性臂,两个弹性臂分别位于活动部230的相对两侧,且均固定连接于活动部230与安装部210之间,以将活动部230与安装部210固定连接。具体的,本实施例弹性部240与活动部230一体成型,通过在安装部210上挖空形成避让槽211和辅助槽212时,避让槽211和辅助槽212之间未挖空的部分形成了弹性部240的两个弹性臂,本实施例中避让槽211的槽壁面包括两个弹性臂背离固定部220的表面以及活动部230背离固定部220的表面,辅助槽212的槽壁面包括两个弹性臂朝向固定部220的表面以及活动部230朝向固定部220的表面。
61.在一些具体实施例中,弹性部240中单个弹性臂的长度大于或等于1.0mm,即沿x轴方向的长度大于或等于1.0mm,利于发生弹性形变时更容易带动活动部230发生转动。可以理解的是,在其他实施例中也可以使用其他弹性部带动活动部230相对安装部210转动,如将活动部230与安装部210转动连接,同时使用弹簧等弹性部件将活动部230与安装部210连接,下压活动部230时弹簧压缩,松开活动部230时弹簧恢复形变,以卡紧第二卡接部130。
62.在另一示例中,如图12所示,弹性部240可立于安装部210朝向活动部230的表面,且连接于安装部210与活动部230之间,用于将活动部230连接于安装部210。具体的,弹性部240包括两个弹性臂,两个弹性臂和活动部230均相对安装部210的表面凸出。在一些具体实
施例中,弹性部240中单个弹性臂沿x轴方向的长度大于等于1.0mm。
63.继续参见图9,侧围件250与固定部220连接,可围挡玻璃100的边缘。具体的,侧围件250与固定部220的连接部分221连接,本实施例中侧围件250与连接部分221呈夹角连接,以分别与玻璃100的相邻周边进行围挡固定,进而提高装饰条安装件200与玻璃100的安装稳定性。
64.参阅图13,图13为图7所示车窗总成3000中包边件300的结构示意图。
65.包边件300包括第一包边件310和与第一包边件310连接的第二包边件320,第一包边件310用于对玻璃100的至少部分边缘进行包边,第二包边件320用于对装饰条安装件200进行包边。本实施例中,第一包边件310和第二包边件320一体成型,共同将玻璃100与装饰条安装件200固定连接。
66.具体的,本实施例中第二包边件320包括包边框体321、锚定部322和软质包边部323,锚定部322和软质包边部323均与包边框体321连接。包边框体321对装饰条安装件200中安装部210的周缘进行包边,锚定部322嵌入装饰条安装件200中的锚定槽213,以将包边件300与装饰条安装件200牢固地连接,软质包边部323设于包边框体321的边缘,软质包边部323夹持于装饰条2000与装饰条安装件200之间,以隔离装饰条2000和装饰条安装件200,具体的,软质包边部323支撑阻挡条140,避免阻挡条140与装饰条安装件200直接接触,利用软质包边部323支撑装饰条2000,能够吸收震动,解决了硬质的装饰条2000与硬质的装饰条安装件200直接卡接时容易产生异响的问题。
67.以上所揭露的仅为本技术较佳实施例而已,当然不能以此来限定本技术之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本技术权利要求所作的等同变化,仍属于本技术所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。