1.本实用新型涉及高精度预埋件安装施工技术领域,具体涉及一种精调工装预紧装置。
背景技术:
2.最终接头临时支撑梁滑板预埋件采用预埋安装施工方式,且临时支撑梁需具备滑移功能,该预埋件设计分块较大,钢板较薄,并且重量大,人工搬运困难,起重吊装极易发生变形。根据设计要求需保证
±
1mm偏差,才能保证顶推节段可以在顶部滑移,该方法存在安装困难且很难保证安装精度及施工操作难度大等缺陷。
技术实现要素:
3.本实用新型的目的是针对上述施工中存在的问题及要求,提出一种精调工装预紧装置。
4.为实现上述目的本实用新型采用的技术方案为:一种精调工装预紧装置,其特征是,包括主体钢筋、工装架体、精加工钢板、滑板预埋件、粗调螺栓、连接螺栓、精调螺栓,所述粗调螺栓焊接在主体钢筋上,所述滑板预埋件连接于粗调螺栓上端,并通过精调螺栓与其上方的精加工钢板连接,所述精加工钢板通过连接螺栓与其上方的工装架体连成整体。
5.所述粗调螺栓为m20螺栓、连接螺栓为m8螺栓、精调螺栓为m10螺栓。
6.所述精调螺栓布置间距15cm,粗调螺栓布置间距50cm,所述连接螺栓布置间距30cm。
7.所述精加工钢板沿滑板预埋件的两长边布设,采用2cm厚钢板。
8.所述工装架体为双14#槽钢模板背楞。
9.本实用新型采用精调工装预紧工艺辅助高精度预埋件安装,实现高精度预埋件平整度要求,达到了临时支撑梁作为滑道滑移要求。精调工装预紧工艺施工可操作性及安全性高,成本投入较低且施工效率高,为缩短施工周期创造有利条件。同时采用精调工装预紧工艺可有效保证预埋件安装精度及施工质量。
附图说明
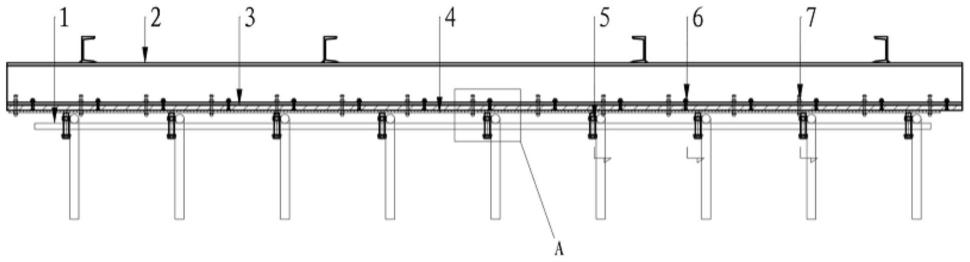
10.图1为本实用新型精调工装预紧装置示意图。
11.图2为本实用新型粗调结构示意图。
12.图3为本实用新型精调结构示意图。
13.图4为本实用新型工作原理示意图(图1中a处放大图)。
14.图中:1-主体钢筋,2-工装架体,3-精加工钢板,4-滑板预埋件,5-粗调螺栓,6-连接螺栓,7-精调螺栓。
具体实施方式
15.下面结合附图对本实用新型进行详细说明。
实施例
16.如图1-图3所示的一种精调工装预紧装置,包括主体钢筋1、工装架体2、精加工钢板3、滑板预埋件4、粗调螺栓5、连接螺栓6、精调螺栓7,所述粗调螺栓5焊接在主体钢筋1上,所述滑板预埋件4连接于粗调螺栓5上端,并通过精调螺栓7与其上方的精加工钢板3连接,所述精加工钢板3通过连接螺栓6与其上方的工装架体2连成整体,所述工装预紧装置通过吊装设备整体吊装。
17.所述粗调螺栓5为m20螺栓、连接螺栓6为m8螺栓、精调螺栓7为m10螺栓。
18.所述精调螺栓7布置间距15cm,粗调螺栓5布置间距50cm,所述连接螺栓6布置间距30cm。
19.所述精加工钢板3沿滑板预埋件4的两长边布设,采用2cm厚钢板。
20.所述工装架体2为双14#槽钢模板背楞。
21.采用本实用新型的一种精调预紧工装系统施工方法,具体包括以下步骤:
22.第一步:利用现场模板背楞改制工装架体2
23.首先利用现场模板背楞改制工装架体2,因背楞为双14#槽钢,满足工装件刚度要求,保证工装架体2不易变形;
24.第二步:外加工高精度钢板3,通过机床钻眼、铣边、刨光,使其达到设计要求;
25.考虑到滑板预埋件4钢板较薄,厚度1.2cm,通过进场验收发现已出现弹性形变,考虑对预埋件安装精度控制,除刚度较高的工装架体2,需保证平整度较高的基面;通过钢结构加工厂加工高精度钢板3,钢板采用2cm厚钢板,钢板先进行钻眼,使其能与工装架体2连接,与滑板预埋件4连接;然后将钢板刨光、铣边,并通过塞尺测量其平整度满足
±
1mm设计要求;
26.第三步:精调工装预紧装置组拼
27.将工装架体2与精加工钢板3、滑板预埋件4通过螺栓连成整体,在施工前再对平整度测量,通过吊装安装预埋件;
28.第四步:粗调螺栓5通过“上顶”调整预埋件标高
29.根据设计标高,利用m20粗调螺栓5固定到钢筋1上,将滑板预埋件4与工装整体吊装安装,人工拧动螺栓,测量配合进行整体标高调整至设计值;
30.第五步:通过精调螺栓7形成“预紧”效果
31.人工拧动m10精调螺栓7,形成“下紧”效果,螺栓根据滑板预埋件4上螺栓孔布置,间距15cm,两侧布置,在预紧过程中测量使用电子水准仪全程控制;
32.第六步:测量验收,预埋件固定
33.待标高控制和预紧结束后,测量每30cm一个断面,每个断面3个点进行测量,标高差值不得大于1mm,合格后将滑板预埋件4上锚钉通过圆钢下引至主筋上,形成固定,防止受预应力影响,在浇筑过程中变形。
34.本实用新型采用精调工装预紧工艺辅助高精度预埋件安装,实现高精度预埋件平整度要求,达到了临时支撑梁作为滑道滑移要求。精调工装预紧工艺施工可操作性及安全
性高,成本投入较低且施工效率高,为缩短施工周期创造有利条件。同时采用精调工装预紧工艺可有效保证预埋件安装精度及施工质量。
技术特征:
1.一种精调工装预紧装置,其特征是,包括主体钢筋、工装架体、精加工钢板、滑板预埋件、粗调螺栓、连接螺栓、精调螺栓,所述粗调螺栓焊接在主体钢筋上,所述滑板预埋件连接于粗调螺栓上端,并通过精调螺栓与其上方的精加工钢板连接,所述精加工钢板通过连接螺栓与其上方的工装架体连成整体。2.根据权利要求1所述的一种精调工装预紧装置,其特征是,所述粗调螺栓为m20螺栓、连接螺栓为m8螺栓、精调螺栓为m10螺栓。3.根据权利要求1所述的一种精调工装预紧装置,其特征是,所述精调螺栓布置间距15cm,粗调螺栓布置间距50cm,所述连接螺栓布置间距30cm。4.根据权利要求1所述的一种精调工装预紧装置,其特征是,所述精加工钢板沿滑板预埋件的两长边布设,采用2cm厚钢板。5.根据权利要求1所述的一种精调工装预紧装置,其特征是,所述工装架体为双14#槽钢模板背楞。
技术总结
本实用新型涉及高精度预埋件安装施工技术领域,具体涉及一种精调工装预紧装置。包括主体钢筋、工装架体、精加工钢板、滑板预埋件、粗调螺栓、连接螺栓、精调螺栓,所述粗调螺栓焊接在主体钢筋上,所述滑板预埋件连接于粗调螺栓上端,并通过精调螺栓与其上方的精加工钢板连接,所述精加工钢板通过连接螺栓与其上方的工装架体连成整体。本实用新型采用精调工装预紧工艺辅助高精度预埋件安装,实现高精度预埋件平整度要求,达到了临时支撑梁作为滑道滑移要求。精调工装预紧工艺施工可操作性及安全性高,成本投入较低且施工效率高,为缩短施工周期创造有利条件。同时采用精调工装预紧工艺可有效保证预埋件安装精度及施工质量。有效保证预埋件安装精度及施工质量。有效保证预埋件安装精度及施工质量。
技术研发人员:安庆喆 张超 蒋海波 刘名 刘富鑫 魏文洋 董天杰 于洪峰
受保护的技术使用者:中交一航局第三工程有限公司
技术研发日:2021.12.31
技术公布日:2022/7/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
