一种高强度防破裂pe燃气管
技术领域
1.本实用新型涉及燃气管技术领域,尤其是一种高强度防破裂pe燃气管。
背景技术:
2.目前燃气管网选用的管材还是以铸铁管为主,还有钢管、白铁绝缘管、 pe管等;管网的主要接口形式有机械接口、青铅接口、水泥接口、钢管电焊焊接、法兰接口、丝口接口、pe管热熔焊接等,这些管材与接口大都经不起外加的不规则压力,一经受压,重则当场漏气,轻则也会留下隐患,往往在路面修复后的数月内发生漏气或燃气供应不良,甚至管体断裂、大量泄漏而引发事故,鉴于现有的pe燃气管的连接强度的不足提出一种高强度防破裂pe 燃气管。
技术实现要素:
3.本实用新型要解决的技术问题是:为了克服上述中存在的问题,提供了一种高强度防破裂pe燃气管,其解决了上述等问题。
4.本实用新型解决其技术问题是采取以下技术方案实现的:
5.一种高强度防破裂pe燃气管,包括燃气管和对接头,所述燃气管包括聚乙烯主管体和固定于所述聚乙烯主管体两端的固接头;
6.所述固接头包括热熔固接于所述聚乙烯主管体的两端的聚乙烯外包层和聚乙烯内衬,所述聚乙烯内衬位于所述聚乙烯外包层的内部,且所述聚乙烯内衬与所述聚乙烯外包层等厚,所述聚乙烯内衬与所述聚乙烯外包层之间热熔嵌合设有钢制焊接头,所述钢制焊接头一半嵌合于所述聚乙烯外包层和所述聚乙烯内衬的夹层内,另一半露出在外,所述钢制焊接头露出在外的部分套装设有钢制网层,所述对接头左右贯通,且所述对接头的内径与所述聚乙烯主管体的管径一致,所述对接头的左右两端壁体上设有单侧敞口的环槽,所述环槽使所述对接头的左右两端形成内层钢筒,外层钢筒的内外两层,所述聚乙烯外包层的前端内壁以及所述内层钢筒的外壁上设有相互啮合的螺纹,所述外层钢筒的外壁至少设有间隔的两个焊接圈,所述焊接圈为环形槽,所述焊接圈的宽度至少大于所述钢制网层的两个网目的直径长度。
7.优选的,所述对接头以及所述对接头与所述钢制焊接头的连接段处套装设有聚乙烯套筒,所述聚乙烯套筒完全包覆所述对接头以及其与所述钢制焊接头的连接处,所述聚乙烯套筒与所述聚乙烯外包层之间至少有所述聚乙烯套筒的壁厚的间隙,所述聚乙烯套筒与所述聚乙烯外包层之间的间隙处填充有泡沫胶。
8.优选的,所述聚乙烯外包层和所述对接头的外圈间隔套装设有若干防滑钢圈,所述防滑钢圈的间隔距离不得大于所述钢制焊接头的直径。
9.优选的,所述环槽内设有聚四氟乙烯圈;所述聚四氟乙烯圈在受到所述聚乙烯外包层的挤压变形后其厚度加大紧密抵靠至所述环槽和所述内层钢筒的内壁形成防腐,防锈密封。
10.优选的,所述钢制焊接头与所述环槽的连接螺纹为
°
管密封螺纹,且所述对接头的两端的连接螺纹旋向相反;在现场安装时可通过转动所述对接头进行对其两端的同时旋合,并且密封性能好。
11.优选的,所述钢制焊接头的露出部分长度不低于所述燃气管的直径。
12.本实用新型的优点和积极效果是:通过所述钢制网层的设置能在保证焊接强度的前提下保证所述聚乙烯外包层的完整性,并且其焊接的热应力变形小密封性高,通过管螺纹密封和焊接固定工艺形成良好的密封性和强度,并通过聚四氟乙烯圈以及泡沫胶的填充保证焊接处不受土壤腐蚀物质以及水汽的腐蚀,同时泡沫胶与聚乙烯套筒的配合能对连接处进行有效的缓冲,吸收部分突变压力和扰动。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
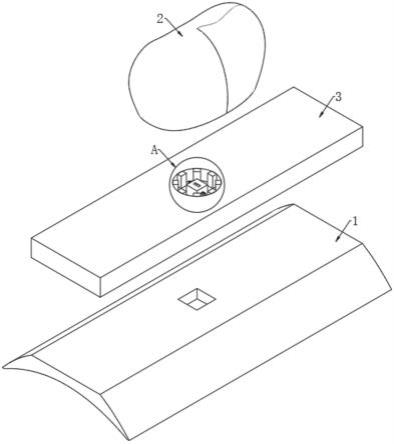
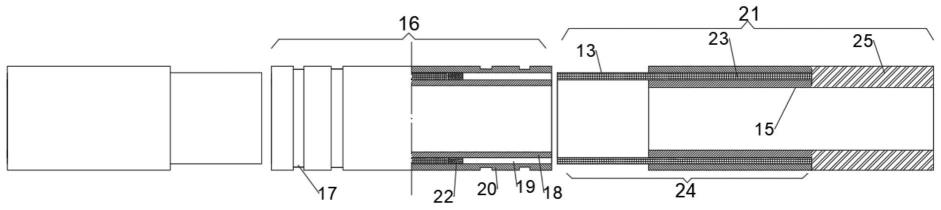
14.图1是本实用新型的半剖结构示意图;
15.图2是本实用新型的示意图;
16.图3是图1中燃气管套装聚乙烯套筒后的结构示意图。
17.附图中标记分述如下:10、聚乙烯套筒;11、泡沫胶;12、防滑钢圈; 13、聚乙烯外包层;14、钢制网层;15、聚乙烯内衬;16、对接头;17、焊接圈;18、内层钢筒;19、环槽;20、外层钢筒;21、燃气管;22、聚四氟乙烯圈;23、钢制焊接头;24、固接头;25、聚乙烯主管体。
具体实施方式
18.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
19.以下结合附图对本实用新型实施例做进一步详述:
20.如图1-3所示,本实用新型所述的一种高强度防破裂pe燃气管,包括燃气管21和对接头16,所述燃气管21包括聚乙烯主管体25和固定于所述聚乙烯主管体25两端的固接头24;
21.所述固接头24包括热熔固接于所述聚乙烯主管体25的两端的聚乙烯外包层13和聚乙烯内衬15,所述聚乙烯内衬15位于所述聚乙烯外包层13的内部,且所述聚乙烯内衬15与所述聚乙烯外包层13等厚,所述聚乙烯内衬15 与所述聚乙烯外包层13之间热熔嵌合设有钢制焊接头23,所述钢制焊接头 23一半嵌合于所述聚乙烯外包层13和所述聚乙烯内衬15的夹层内,另一半露出在外,所述钢制焊接头23露出在外的部分套装设有钢制网层14,所述对接头16左右贯通,且所述对接头16的内径与所述聚乙烯主管体25的管径一致,所述对接头16的左右两端壁体上设有单侧敞口的环槽19,所述环槽19 使所述对接头16的左右两端形成内层钢筒18,外层钢筒20的内外两层,所述聚乙烯外包层13的前端内壁以及所述内层钢筒18的外壁上设有相互啮合的螺纹,所述外层钢筒20的外壁至少设有间隔的两个焊接圈17,所述焊接圈 17为环形槽,所述焊接圈17的宽度至少大于所述钢制网层14的两个网目的直径长度;在连接时在通过所述聚乙烯外包层13与所述内层钢筒18的啮合后,通过焊接将较薄处的焊接圈17焊透使其与所述钢制网层14形成牢固的焊接,应当说明的是所述钢制网层14的设置能在保证焊接强度的前提下保证所述聚乙烯外包层13的完整性,并且其焊接
的热应力变形小密封性高。
22.优选的,所述对接头16以及所述对接头16与所述钢制焊接头23的连接段处套装设有聚乙烯套筒10,所述聚乙烯套筒10完全包覆所述对接头16以及其与所述钢制焊接头23的连接处,所述聚乙烯套筒10与所述聚乙烯外包层13之间至少有所述聚乙烯套筒10的壁厚的间隙,所述聚乙烯套筒10与所述聚乙烯外包层13之间的间隙处填充有泡沫胶11;所述泡沫胶11的包裹能对所述焊接圈17处进行有效的密封避免水汽的侵入防止生锈,并且操作简单使用方便,也便于维修时的清理,同时由于填埋后管道上方的填埋物的压迫以及该压迫力的变化时可通过泡沫胶11的变形消除部分下沉位移,避免重力压迫路段的管道发生破坏性变形。
23.优选的,所述聚乙烯外包层13和所述对接头16的外圈间隔套装设有若干防滑钢圈12,所述防滑钢圈12的间隔距离不得大于所述钢制焊接头23的直径;有利于所述泡沫胶11的凝结固定防止其发生轴向位移。
24.优选的,所述环槽19内设有聚四氟乙烯圈22;所述聚四氟乙烯圈22在受到所述聚乙烯外包层13的挤压变形后其厚度加大紧密抵靠至所述环槽19 和所述内层钢筒18的内壁形成防腐,防锈密封。
25.优选的,所述钢制焊接头23与所述环槽19的连接螺纹为55
°
管密封螺纹,且所述对接头16的两端的连接螺纹旋向相反;在现场安装时可通过转动所述对接头16进行对其两端的同时旋合,并且密封性能好。
26.优选的,所述钢制焊接头23的露出部分长度不低于所述燃气管21的直径。
27.具体实施时,将预定位置的两段燃气管21布置在平移支架上,取一个对接头16置于燃气管21之间,推动左右的燃气管21靠拢使聚乙烯外包层13 的螺牙咬合在对接头16的螺槽内,然后缓慢转动对接头16,并给燃气管21 施加适当的推力,使对接头16与燃气管21完全旋合,直到看不见露出的聚乙烯外包层13,这时聚乙烯外包层13的前端紧抵押在聚四氟乙烯圈22的一端上,然后在焊接圈17处进行透点焊接,待焊接冷却并处理好焊料后将防滑钢圈12间隔套装在对接头16以及对接头16与固接头24的过渡段上,将聚乙烯套筒10套装在防滑钢圈12的外部,然后将泡沫胶11注入聚乙烯套筒10 内待填充完毕冷干后即可。
28.需要强调的是,本实用新型所述的实施例是说明性的,而不是限定性的,因此本实用新型并不限于具体实施方式中所述的实施例,凡是由本领域技术人员根据本实用新型的技术方案得出的其他实施方式,同样属于本实用新型保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。