1.本发明属于货架隔板加工设备技术领域,具体涉及一种钣金成型式货架隔板的制备装置。
背景技术:
2.阁楼式货架作为仓储货架最为常见的形式,广泛应用在制造、物流、仓储等行业。作为承载放置货物的货架板,是货架的重要构成部件。目前市场上普遍使用的货架板是将钢板裁剪后,四边折边,并在钢板底部焊接加强筋。
3.现有的货架板往往通过在板材底部通过焊接加强筋的形式来提高其承载重量。例如专利号为201920516631.7的实用新型专利,其公开了一种用于货架的层板。层板包括板面,板面上设置有加强筋,板面上的相对边缘分别设置有第一翻边和第二翻边,所述第一翻边和第二翻边均朝所述加强筋所述的一侧翻折,且第一翻边与第二翻边向板面翻折部分完全与板面贴合,第一翻边和第二翻边分别与加强筋平行。货架层板边缘部分完全与板面贴合作为一种加强筋,可减少额外的加强筋的数量,用料更省,提高了货架层板的稳定性和承重能力。
4.由于需要焊接加强筋,导致现有货架板的制备需要经过加强筋成型与切割、层板折边与剪裁、焊接等多道工序;每道工序之间的独立性强,难以实现自动化连续生产,进而导致现有货架隔板生产设备的生产效率较低,且加工成本较高。
技术实现要素:
5.本发明的目的在于提供一种钣金成型式货架隔板的制备装置。
6.本发明包括机架,以及安装在机架上并依次相连的加强筋加工部分、翻边段和裁切段。
7.加强筋加工部分采用以下三种方案中的任意一种:
8.方案一:加强筋加工部分包括一个或依次相连的多个单槽加工段。单槽加工段有多个的情况下,不同单槽加工段在板材输送方向上错开。
9.方案二:加强筋加工部分包括一个或依次相连的多个双槽加工段;双槽加工段有多个的情况下,不同双槽加工段在板材输送方向上错开。
10.方案三:加强筋加工部分包括依次相连的一个单槽加工段和若干个双槽加工段。双槽加工段有多个的情况下,不同双槽加工段在板材输送方向上错开。
11.所述的单槽加工段用于在板材上加工出单个加强筋;双槽加工段用于在板材同时加工出对称的两个加强筋。翻边段用于将板材的两侧边缘向内翻折。加强筋通过板材弯折得到;加强筋的底部呈槽体状,顶部为两侧板闭合结构。
12.所述的单槽加工段包括前后排列的单槽体弯折部分和单槽体定型部分。单槽体弯折部分包括依次排列的若干个单槽弯折单元;单槽体定型部分包括依次排列的若干个单槽定型单元;各单槽弯折单元用于在板材上弯折出一个预加工凹槽,并使得该预加工凹槽逐
渐加深缩窄。各单槽定型单元用于将预加工凹槽的开口逐渐缩窄直至闭合,形成单个加强筋。
13.所述的双槽加工段包括前后排列的双槽同步弯折部分和双槽同步定型部分。双槽同步弯折部分包括依次排列的若干个双槽弯折单元;双槽同步定型部分包括依次排列的若干个双槽定型单元。各个双槽弯折单元用于同步弯折出两个预加工凹槽,并使该两个预加工凹槽逐渐加深缩窄。各个双槽定型单元用于将该两个预加工凹槽的开口逐渐缩窄直至闭合,同步形成两个加强筋。
14.作为优选,该钣金成型式货架隔板的制备装置还包括导入段。导入段设置在加强筋加工部分的输入端。导入段用于将成卷的板材准确送入单槽加工段。所述的导入段包括支撑滚筒、导向板和宽度调节机构。沿板材输送方向依次排列的多个支撑滚筒均转动连接在机架的输入端。两块导向板分别滑动连接在机架的两侧。两块导向板分别通过对应的宽度调节机构调整自身在机架宽度方向上的位置。工作过程中,板材支撑在支撑滚筒上,且位于两块导向板之间。
15.作为优选,所述的宽度调节机构包括丝杠和螺母。两根丝杠通过转动连接在机架的两侧上。螺母固定在对应的导向板上。丝杠与螺母转动连接。通过转动丝杠,使得导向板横向调节位置。
16.作为优选,所述的翻边段包括前后排列的下翻部分和内翻部分。下翻部分包括依次等间距排列的多个下翻单元。内翻部分包括依次等间距排列的多个内翻单元。各下翻单元用于逐渐向下翻折板材的两侧边缘,形成竖直向下的两条下翻边;各内翻单元用于将板材两侧更靠内的位置向下翻折,形成新的下翻边,且原下翻边向内翻折形成水平向内的两条内翻边。
17.作为优选,所述的下翻部分包括依次排列的若干个下翻单元。内翻部分包括依次排列的若干个内翻单元。下翻单元和内翻单元均包括上压辊、导向输送轮、下翻支撑轮和锥形压轮。上压辊固定在对应的上转轴的中部。两个下翻支撑轮和n个导向输送轮均固定在下转轴上。n为板材上加工出的加强筋数量。
18.工作过程中,板材上加工出的n个加强筋分别位于n个导向输送轮的轮槽中。部分或全部导向输送轮的轮槽底面与加强筋底面接触,为板材提供向前输送的辅助动力。对于n条加强筋,能够提供辅助动力的导向输送轮的数量一致。
19.两个下翻支撑轮分别靠近加强筋加工部分输出的板材两侧边缘。两个锥形压轮分别设置在上压辊的两端。锥形压轮在由内向外的方向上直径逐渐增大。两个下翻支撑轮与两个锥形压轮分别对应;锥形压轮位于对应的下翻支撑轮的外侧。工作过程中,下翻支撑轮与对应的锥形压轮相互配合,将板材边缘超出下翻支撑轮外侧的部分向下弯折。
20.内翻单元中两个锥形压轮的间距小于下翻单元中两个锥形压轮的间距,下翻部分与内翻部分对板材两侧的不同位置进行翻折,形成竖直的下翻边和水平的内翻边。
21.在其余内翻单元的基础上,位于最末端的两个内翻单元不设锥形压轮,且额外设置有两个侧部定型轮;下翻支撑轮的外侧面设置有环形的限位台阶;该限位台阶用于对内翻边进行定型,并将内翻边的边缘处向上翻折。两个侧部定型轮均转动连接在机架上,且分别位于下翻支撑轮顶部的外侧;侧部定型轮的轴线竖直设置,且外圆周面上设置有环形的外凸部。工作过程中,两个侧部定型轮分别抵住板材两侧形成的翻边,且侧部定型轮上的外
凸部,使得板材两侧的翻边内凹变形。沿着板材的输送方向,各下翻单元中锥形压轮的锥度逐渐增大。各内翻单元中锥形压轮的锥度逐渐增大。
22.作为优选,所有单槽弯折单元、单槽定型单元、双槽弯折单元、双槽定型单元、下翻单元和内翻单元均包括上下排布的上转轴和下转轴。上转轴和下转轴均转动连接在机架上。上转轴和下转轴的端部均固定有传动齿轮;该两个传动齿轮啮合。任意两根相邻的下转轴之间均通过带传动机构连接。其中一根或多根下转轴由动力元件驱动旋转。
23.作为优选,所述单槽弯折单元和单槽定型单元的下转轴上均对中固定有两个辅助支撑轮,用于对单槽加工段上仅加工中部的板材的两侧提供支撑。
24.作为优选,在上转轴、下转轴的基础上,每个单槽弯折单元还包括第一上压轮和第一下压轮。第一上压轮和第一下压轮分别固定在对应的上转轴和下转轴的中部。第一上压轮和第一下压轮的外圆周面中部分别设置有第一环形凸起和第一环形凹槽。第一环形凸起与第一环形凹槽相互对齐。第一环形凸起底部伸入到第一环形凹槽内。第一环形凸起的内边缘处和第一环形凹槽的开口处均设置有过渡斜面。第一上压轮和第一下压轮相互配合,在板材上压制出预加工凹槽。
25.沿着板材的输送方向,各单槽弯折单元中第一环形凸起伸入第一环形凹槽的深度逐渐增大,第一环形凹槽的宽度逐渐减小。
26.在上转轴、下转轴的基础上,每个单槽定型单元均包括下限位轮、上限位轮和侧压轮。上限位轮、下限位轮分别固定在对应的上转轴、下转轴的中部。上限位轮和下限位轮用于在竖直方向上对板材进行限位。两个侧压轮均转动连接在机架上,且分别位于上限位轮底部的两侧。在从下向上的方向上,两个侧压轮的轴线均向远离上限位轮的一侧倾斜。侧压轮的外圆周面包括位于上侧的挤压面和限位面。两个侧压轮的挤压面用于将预加工凹槽的两侧板靠近开口的位置保持竖直姿态向内挤压,使得开口减小;两个侧压轮的限位面用于将预加工凹槽的两侧板远离开口的位置,引导至目标形状。
27.沿着板材的输送方向,各单槽定型单元中两个侧压轮的间距逐渐减小。在单槽体定型部分中,位于前面的若干个单槽定型单元中的上限位轮圆周面中部一体成型有限位圆环;限位圆环的底部伸入到板材上形成的预加工凹槽内;各单槽定型单元上的限位圆环宽度逐渐减小,直至不设限位圆环。
28.在上转轴、下转轴的基础上,每个双槽弯折单元还包括第二上压轮、第二下压轮和限位保持轮。第二上压轮固定在上转轴的中部。限位保持轮和两个第二下压轮均固定在对应下转轴。限位保持轮与单槽定型单元的两个侧压轮的中间位置对齐,限位保持轮的外圆周面上开设有轮槽。工作过程中,单槽加工段加工出的加强筋位于限位保持轮的轮槽内。
29.两个第二下压轮对称设置在限位保持轮的两侧。第二上压轮的外圆周面上设置有两个第二环形凸起;两个第二下压轮的外圆周面上均设置有第二环形凹槽。两个第二环形凸起与两个第二环形凹槽分别对齐。两个第二环形凸起的底部分别伸入到两个第二环形凹槽的顶部。两个第二环形凸起的相对侧面为外凸的圆台面。该圆台面的小径边缘与第二环形凹槽靠近限位保持轮的侧面对齐。第二环形凸起的外圆周面位于对应的第二环形凹槽的正中位置。
30.沿着板材的输送方向,各双槽弯折单元中第二环形凸起伸入第二环形凹槽的深度逐渐增大,第二环形凹槽的宽度逐渐减小,两个第二下压轮的第二环形凹槽间距逐渐减小。
31.在上转轴、下转轴的基础上,双槽定型单元包括并排设置的两个定型子单元;两个定型子单元的结构均与前述的单槽定型单元相同,分别用于将双槽弯折单元加工出的两个预加工凹槽进一步压制为顶部闭合的加强筋。两个定型子单元与最后一个双槽弯折单元中的两个第二下压轮分别对齐。
32.沿着板材的输送方向,各定型子单元中两个侧压轮的间距逐渐减小。
33.作为优选,所述加强筋加工部分的加强筋输出位置均设置有碾轮强化组件。碾轮强化组件用于在加强筋两块侧板的顶部闭合位置的单侧挤压出一个侧凹槽。该侧凹槽使得加强筋两侧板闭合位置的相对侧面上分别形成凹槽和凸起;凸起嵌入到凹槽中,使得加强筋的两侧板紧密固定在一起,提高加强筋的结构稳定性。
34.作为优选,所述的碾轮强化组件包括第一碾轮、第二碾轮和驱动组件;轴线竖直设置的第一碾轮和第二碾轮并排设置,且转动连接在机架上。联动组件包括两个同步齿轮。相互啮合的两个同步齿轮与第一碾轮、第二碾轮的转轴部分底端分别固定。第一碾轮和第二碾轮的中间位置与对应的加强筋输出位置的顶部对齐。第一碾轮的外圆周面上设置有一个加压凸起;第二碾轮的外圆周面上设置有一个让位缺口。加压凸起与让位缺口位置对应。工作过程中,第一碾轮和第二碾轮每转动一周,加压凸起和让位缺口均对齐一次,在加强筋的顶部挤压出一个侧凹槽。
35.作为优选,所述的裁切段包括龙门架、液压缸、隔板定位块、刀具安装板、切断刀和导向定位组件。龙门架固定在机架的输出端。液压缸固定在龙门架的顶部,且活塞杆朝下设置。刀具安装板与活塞杆的端部通过连接件固定或转动连接。导向定位组件包括导轨、滑块、中间杆、第一连杆和第二连杆。竖直设置的两根导轨分别固定在龙门架的两侧。两个滑块分别滑动连接在两根导轨上。刀具安装板的两端与两个滑块分别固定。两根第一连杆的一端与龙门架顶部的不同位置分别转动连接;两根第一连杆的另一端与水平设置的中间杆的两端分别转动连接,形成第一个平行四边形机构。两根第二连杆的一端与中间杆的两端分别转动连接;两根第二连杆的另一端与刀具安装板的不同位置分别转动连接,形成第二个平行四边形机构。切断刀固定在刀具安装板的底部。
36.所述的隔板定位块固定在机架上,且位于刀具安装板的正下方。隔板定位块上开设有隔板导向定位槽。定位槽包括水平槽段、位于水平槽段中部下方的n个加强筋容纳槽和位于水平槽段两端下方的两个翻边容纳槽。n为板材上加工出的加强筋数量。
37.所述隔板定位块的顶部开设有切割让位缝;切割让位缝从上至下将定位槽分隔为两部分。切割让位缝与切断刀对齐,用于为切断刀切断定位槽内的板材提供空间。切断刀的底部边缘设置有刃口。刃口的形状包括依次交替排列的n 2个锯齿切割段和n 1个上凹段。n 2个锯齿切割段与定位槽中的n个加强筋容纳槽和两个翻边容纳槽分别对齐。
38.本发明具有的有益效果是:
39.1、本发明通过钣金的方式将成卷的金属板材逐步弯折出若干个加强槽和两侧的翻边,从而省去了在货架隔板的底部焊接加强筋的步骤,简化了货架隔板的生产步骤,降低了货架隔板的生产成本。
40.2、本发明通过导入段、单槽加工段、双槽加工段、翻边段和裁切段的配合,能够对成卷金属板材进行持续钣金成型,并按照需要的长度进行裁剪,实现了自动化连续生产,具有极高的生产效率;此外,本发明只需要调整裁切段的相邻两次裁切动作的间隔,即可根据
需求灵活调节货架隔板的长度。
41.3、本发明通过相互配合的环形凸起与环形凹槽在金属平板上压制出矩形的预加工凹槽;再通过间距逐渐减小的多组侧压轮将预加工凹槽的开口闭合,形成了与板材主体部分一体成型的槽型加强筋,成型涉及的结构简单,且稳定可靠。
42.4、本发明中的碾轮强化组件通过两个碾轮上的凸起和缺口,在加强筋顶部的闭合位置压制出侧凹槽。使得加强筋顶部相互贴合的两块侧板之间形成卡槽结构,提高了加强筋在受到负载情况下的结构强度。
43.5、本发明的裁切段中设置锯齿切割段和上凹段,使得货架隔板上的加强筋和翻边位置的切割与隔板主体的切割之间形成时间差,增大了货架隔板的不同部位在切割中受到的压强,从而减小了货架隔板因切割导致的变形。
附图说明
44.图1为本发明制备的货架隔板的结构示意图;
45.图2为本发明的整体结构示意图;
46.图3为本发明中导入段的示意图(图2中j部分的局部放大图);
47.图4为本发明中单槽弯折单元的截面示意图(图2中a-a截面的局部放大图);
48.图5为本发明中单槽定型单元的截面示意图(图2中b-b截面的局部放大图);
49.图6为本发明中双槽弯折单元的截面示意图(图2中d-d截面的局部放大图);
50.图7为本发明中双槽定型单元的截面示意图(图2中e-e截面的局部放大图);
51.图8为本发明中单槽加工段后侧的单个碾轮强化组件的截面示意图(图2中c-c截面的局部放大图);
52.图9为本发明中双槽加工段后侧的两个碾轮强化组件的截面示意图(图2中f-f截面的局部放大图);
53.图10为本发明中碾轮强化组件的俯视示意图;
54.图11为本发明中下翻单元的截面示意图(图2中g-g截面的局部放大图);
55.图12为本发明中内翻单元的截面示意图(图2中h-h截面的局部放大图);
56.图13为本发明中裁切段的结构示意图(图2中的i向视图)。
具体实施方式
57.以下结合附图对本发明作进一步说明(本发明中所述的“上”、“下”、“顶部”、“底部”的限定仅仅是为了便于说明;本发明提供的整个制备装置上下颠倒后依然能够实现生产货架隔板的功能)。
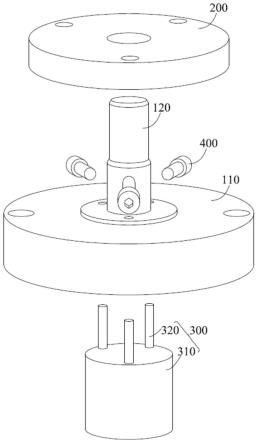
58.如图1所示,一种钣金成型式货架隔板的制备装置,用于生产一体式结构的货架隔板;一体式结构的货架隔板中,隔板主体100、位于隔板主体100下方的三条加强筋200、位于隔板主体100两侧的翻边300一体成型。加强筋200具体为通过将成卷的金属板材11沿长度方向进行钣金加工,弯折形成的三角形槽体和闭合连接段。由于加强筋200和翻边300均通过对成卷金属板材11进行钣金得到,故隔板主体100、翻边300和加强筋200不需要各自单独生产,也不需要加强筋200和隔板主体100之间的焊接工艺。此外,相比于现有货架隔板中加强筋200与隔板主体100通过若干个焊点固定的结构,该制备装置生产出的加强筋200与隔
板主体100之间完全连为一体,具有更为可靠的受力结构,能够支撑更大重量的货物。
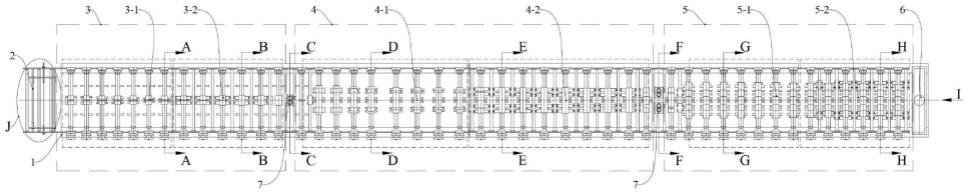
59.如图2所示,该制备装置包括机架1,以及安装在机架1上并依次相连的导入段2、单槽加工段3、双槽加工段4、翻边段5和裁切段6。导入段2用于将成卷的板材11准确送入单槽加工段3。单槽加工段3用于在板材11底面的中间位置加工出加强筋200;双槽加工段4用于在板材11底面的两侧位置加工出加强筋200,形成隔板下方的三加强筋结构。翻边段5用于将板材11的两侧边缘向内翻折,形成翻边,一方面避免板材11的边缘割伤使用者,另一方面为隔板的两侧边缘增加支撑点,进一步提高货架隔板的稳定性。
60.单槽加工段3的加强筋输出位置和双槽加工段4的两个加强筋输出位置均设置有碾轮强化组件7。碾轮强化组件7用于在加强筋200两块侧板的顶部闭合位置的单侧挤压出一个侧凹槽。该侧凹槽使得加强筋200两侧板闭合位置的相对侧面上分别形成凹槽和凸起;凸起嵌入到凹槽中,使得加强筋200的两侧板紧密固定在一起,提高加强筋200的结构稳定性。
61.单槽加工段3包括前后排列的单槽体弯折部分和单槽体定型部分。单槽体弯折部分包括依次等间距排列的多个单槽弯折单元3-1;单槽体定型部分包括依次等间距排列的多个单槽定型单元3-2;各单槽弯折单元3-1用于在板材11的中间位置加工出第一个矩形的预加工凹槽,并使得该预加工凹槽逐渐加深缩窄。各单槽定型单元3-2用于将第一个预加工凹槽的开口逐渐缩窄直至闭合,形成截面呈三角形的第一个加强筋200。
62.双槽加工段4包括前后排列的双槽同步弯折部分和双槽同步定型部分。双槽同步弯折部分包括依次等间距排列的多个双槽弯折单元4-1;双槽同步定型部分包括依次等间距排列的多个双槽定型单元4-2。各双槽弯折单元4-1用于第一个加强筋200的两侧同步加工出第二、三个预加工凹槽,并同步使得该两个预加工凹槽逐渐加深缩窄。各双槽定型单元4-2用于将第二、三个预加工凹槽的开口逐渐缩窄直至闭合,形成截面呈三角形的加强筋200。
63.翻边段5包括前后排列的下翻部分和内翻部分。下翻部分包括依次等间距排列的多个下翻单元5-1。内翻部分包括依次等间距排列的多个内翻单元5-2。各下翻单元5-1用于逐渐向下翻折板材11的两侧边缘,形成竖直向下的两条下翻边;各内翻单元5-2用于向下翻折板材11上位于两条下翻边内侧的位置,形成新的下翻边,且原下翻边向内翻折形成水平向内的两条内翻边。
64.如图3所示,导入段2包括支撑滚筒2-1、导向板2-2、导杆2-3和宽度调节机构2-4。沿机架1长度方向依次等间隔排列的多个支撑滚筒2-1均转动连接在机架1的输入端。轴线平行于机架1宽度方向的两根导杆2-3均固定在机架1输入端。两块导向板2-2均通过滑块与两根导杆2-3滑动连接。导向板2-2与支撑滚筒2-1的连接处设置有让位孔或让位槽,以避免导向板2-2与支撑滚筒2-1之间发生干涉。两块导向板2-2分别通过对应的宽度调节机构2-4调整自身在机架1宽度方向上的位置。宽度调节机构2-4包括丝杠和螺母。轴线平行于机架1宽度方向的丝杠通过轴承连接在机架1上。螺母固定在对应的导向板2-2上。丝杠与螺母转动连接。通过转动丝杠,使得导向板2-2横向调节位置。两块导向板2-2的间距调节至与输入的成卷板材11的宽度一致;通过调节两块导向板2-2的位置,能够横向调节成卷板材11的输入位置,保证加工出的货架隔板的对称性。
65.如4-7、11和12所示,所有单槽弯折单元3-1、单槽定型单元3-2、双槽弯折单元4-1、
双槽定型单元4-2、下翻单元5-1和内翻单元5-2均包括上下排布的上转轴8和下转轴9。上转轴8和下转轴9的两端均通过轴承转动连接在机架1上。上转轴8和下转轴9的端部均固定有传动齿轮10;该两个传动齿轮10啮合,使得上转轴8和下转轴9能够反向同步转动。任意两根相邻的下转轴9之间均通过带传动机构连接。其中一根下转轴9由电机驱动,具体驱动方式为电机的输出轴通过减速器和带传动机构连接至该下转轴9。单槽弯折单元3-1和单槽定型单元3-2的下转轴9上均对中固定有两个辅助支撑轮12,用于对单槽加工段3上仅加工中部的板材的两侧提供支撑。
66.如图4所示,在上转轴8、下转轴9的基础上,每个单槽弯折单元3-1均还包括第一上压轮3-1-1和第一下压轮3-1-2。第一上压轮3-1-1和第一下压轮3-1-2分别固定在对应的上转轴8和下转轴9的中部。第一上压轮3-1-1和第一下压轮3-1-2的外圆周面中部分别设置有第一环形凸起3-1-3和第一环形凹槽3-1-4。第一环形凸起3-1-3与第一环形凹槽3-1-4相互对齐。第一环形凸起3-1-3能够伸入到第一环形凹槽3-1-4内。第一环形凸起3-1-3的内边缘处(即与第一上压轮3-1-1的连接处)和第一环形凹槽3-1-4的开口处均设置有过渡斜面。第一上压轮3-1-1和第一下压轮3-1-2相互配合能够将输入的板材11上压制出两侧带过渡倒角的预加工凹槽。对应的两个辅助支撑轮12对称设置在第一下压轮3-1-2的两侧,用于对被加工的板材11提供支撑。
67.沿着板材11的输送方向,各单槽弯折单元3-1中第一环形凸起3-1-3的环宽(即第一环形凸起3-1-3外径与第一上压轮3-1-1的直径之差)及第一环形凹槽3-1-4的深度均逐渐增大,第一环形凹槽3-1-4的宽度逐渐减小,从而将板材11上的预加工凹槽逐渐压深、缩窄,使得凹槽形状逐渐接近加强筋200的要求。
68.如图5所示,在上转轴8、下转轴9的基础上,每个单槽定型单元3-2均包括第一安装座3-2-1、下限位轮3-2-2、上限位轮3-2-3和侧压轮3-2-4。上限位轮3-2-3、下限位轮3-2-2分别固定在对应的上转轴8、下转轴9的中部。上限位轮3-2-3用于限定板材的顶面位置,避免板材顶面变形。下限位轮3-2-2用于对单槽体弯折部分加工出的预加工凹槽的底面提供支撑。第一安装座3-2-1固定在机架1上,且位于下限位轮3-2-2的正下方。两个侧压轮3-2-4均转动连接在第一安装座3-2-1,且分别位于上限位轮3-2-3底部的两侧。在从下向上的方向上,两个侧压轮3-2-4的轴线均向远离上限位轮3-2-3的一侧倾斜。
69.侧压轮3-2-4的外圆周面包括位于上侧的挤压面3-2-2和限位面3-2-6。在侧压轮3-2-4与板材11的接触位置上,挤压面3-2-2为竖直线,限位面3-2-6为倾斜线。两个侧压轮3-2-4的挤压面3-2-2用于将预加工凹槽的两侧板靠近开口的位置保持竖直姿态向内挤压,使得开口减小;两个侧压轮3-2-4的限位面3-2-6用于将预加工凹槽的两侧板远离开口的位置,引导至倾斜姿态,实现预加工凹槽不变的底面宽度与逐渐减小的开口宽度之间的过渡。两个辅助支撑轮分别位于下限位轮3-2-2的两侧,用于对被加工的板材11提供支撑。
70.沿着板材11的输送方向,各单槽定型单元3-2中两个侧压轮3-2-4的间距逐渐减小;通过逐渐变形的方式使得预加工凹槽最终形成上方的闭合部分和下方的三角形部分。在单槽体定型部分中,位于前面的若干个单槽定型单元3-2中的上限位轮3-2-3圆周面中部一体成型有限位圆环;限位圆环的底部伸入到板材上形成的预加工凹槽内,对预加工凹槽的顶部提供由内向外的支撑,配合两个侧压轮3-2-4实现对预加工凹槽形状的调整。位于后面的若干个单槽定型单元3-2中的上限位轮3-2-3上不设置限位圆环,原因在于,此时预加
工凹槽两侧面的顶部已经十分靠近,不再需要由内向外的支撑。
71.如图6所示,在上转轴8、下转轴9的基础上,每个双槽弯折单元4-1均还包括第二上压轮4-1-1、第二下压轮4-1-2和限位保持轮4-1-3。第二上压轮4-1-1固定在上转轴8的中部。限位保持轮4-1-3和两个第二下压轮4-1-2均固定在对应下转轴9。限位保持轮4-1-3与单槽定型单元3-2的两个侧压轮3-2-4的中间位置对齐,限位保持轮4-1-3的外圆周面上开设有轮槽。轮槽的宽度大于或等于单槽加工段3加工出的加强筋200的宽度;轮槽的深度等于单槽加工段3加工出的加强筋200的高度。工作过程中,轮槽的底面与加强筋200的底部接触,为板材11的向前输送补充动力。
72.两个第二下压轮4-1-2对称设置在限位保持轮4-1-3的两侧。呈长条形的第二上压轮4-1-1的外圆周面上设置有两个第二环形凸起;两个第二下压轮4-1-2的外圆周面上均设置有第二环形凹槽。两个第二环形凸起与两个第二环形凹槽分别对齐。两个第二环形凸起的底部分别伸入到两个第二环形凹槽的顶部。两组第二环形凸起与第二环形凹槽相互配合,能够将输入的板材11上压制出两条呈矩形的预加工凹槽。第二环形凹槽既可以通过在盘状工件上开设得到;可以通过两个大径圆盘之间夹一块小径圆盘的方式得到(大径圆盘与小径圆盘之间可以留有间隙,从而可以通过移动大径圆盘的位置来调节第二环形凹槽的宽度)。
73.两个第二环形凸起的相对侧面为外凸的圆台面。该圆台面的小径边缘与第二环形凹槽靠近限位保持轮4-1-3的侧面对齐。第二环形凸起的外圆周面位于对应的第二环形凹槽内的正中位置。形成预加工凹槽的过程中,圆台面将与板材紧密接触。故位于环形凸起内侧的板材与环形凸起紧密接触,而位于环形凸起外侧的板材与悬空。因此,对于板材在环形凸起外圆周面左右两侧的区域而言,位于环形凸起内侧(靠板材中间的一侧)的板材区域受到的摩擦力大于位于环形凸起外侧的板材区域受到的摩擦力;进而使得板材上形成预加工槽所需的材料,主要由板材的边缘处向内缩入来提供;避免了两个预加工槽同时成型导致板材中间位置被向两侧拉扯,避免了已经成型好的位于中间的加强筋200被破坏。
74.沿着板材11的输送方向,各双槽弯折单元4-1中第二环形凸起的环宽(即第二环形凸起外径与第二上压轮4-1-1的直径之差)及第二环形凹槽的深度均逐渐增大,第二环形凹槽的宽度逐渐减小,两个第二下压轮4-1-2的第二环形凹槽间距逐渐减小,从而将板材11上的预加工凹槽逐渐压深、缩窄,使得凹槽形状逐渐接近加强筋200的要求;并且通过将两个预加工凹槽在成型过程中逐渐向内靠近,使得板材上在预加工凹槽靠板材中心位置的部分材料能够形成预加工凹槽加深所需材料的一部分,进一步避免两个预加工槽同时成型导致板材中间位置被向两侧拉扯的情况出现。
75.如图7所示,在上转轴8、下转轴9的基础上,双槽定型单元4-2包括并排设置的两个定型子单元;两个定型子单元的结构均与前述的单槽定型单元3-2单元相同,分别用于将双槽弯折单元4-1加工出的两个预加工凹槽进一步压制为由三角部分和闭合部分组成的加强筋200。两个定型子单元与最后一个双槽弯折单元4-1中的两个第二下压轮4-1-2分别对齐。
76.用于加工同一条加强筋的所有定型子单元中,位于上限位轮4-1-3内侧的各个侧压轮4-1-4沿着板材输送方向对齐;从而避免预加工凹槽的开口闭合过程中对板材中间位置造成拉扯;沿着板材11的输送方向,用于加工同一条加强筋的各定型子单元中两个侧压轮3-2-4的间距逐渐减小;通过逐渐变形的方式使得预加工凹槽最终形成上方的闭合部分
和下方的三角形部分。
77.如图8、9和10所示,碾轮强化组件7包括第一碾轮7-1、第二碾轮7-2和驱动组件;轴线竖直设置的第一碾轮7-1和第二碾轮7-2并排设置,且转动连接在机架上。联动组件包括两个同步齿轮7-5。相互啮合的两个同步齿轮7-5与第一碾轮7-1、第二碾轮7-2的转轴部分底端分别固定。从而实现第一碾轮7-1与第二碾轮7-2的同步反向转动。第一碾轮7-1和第二碾轮7-2的中间位置与对应的加强筋200输出位置的顶部对齐,使得加强筋200从第一碾轮7-1和第二碾轮7-2之间通过,受到第一碾轮7-1和第二碾轮7-2的挤压,提高加强筋200的形状稳定性。
78.第一碾轮7-1的外圆周面上设置有一个加压凸起7-3;第二碾轮7-2的外圆周面上设置有一个让位缺口7-4。加压凸起7-3与让位缺口7-4位置对应。第一碾轮7-1和第二碾轮7-2每转动一周,加压凸起7-3和让位缺口7-4均对齐一次,在加强筋200的顶部挤压出一个侧凹槽,使得加强筋200两块侧板的顶部紧密结合在一起,提高加强筋200的结构稳定性。
79.在此基础上,第一碾轮7-1和第二碾轮7-2既可以在加强筋200前进的摩擦力下转动,也可以单独的电机驱动旋转,为加强筋200的向前输送提供辅助动力。
80.如图11和12所示,下翻部分包括依次排列的下翻单元5-1。内翻部分包括依次排列的内翻单元5-2。下翻单元5-1和内翻单元5-2均包括上压辊5-1-1、导向输送轮5-1-2、下翻支撑轮5-1-3和锥形压轮5-1-4。上压辊5-1-1固定在对应的上转轴8的中部。两个下翻支撑轮5-1-3和三个导向输送轮5-1-2均固定在下转轴9上。三个导向输送轮5-1-2的位置与板材11上加工出的三个加强筋200分别对应。各导向输送轮5-1-2的外圆周面上开设有轮槽。轮槽的宽度大于或等于加强筋200的宽度;部分导向输送轮5-1-2的轮槽深度与加强筋200的高度对应,用以为板材11提供向前输送的辅助动力。对于三条加强筋200,能够提供辅助动力的导向输送轮5-1-2的数量一致,从而保证三条加强筋200获得均匀的输送力,避免板材11受到过大剪切力而发生变形或损伤。
81.两个下翻支撑轮5-1-3分别位于三个导向输送轮5-1-2的相反侧,分别靠近双槽加工段4输出的板材11两侧边缘。两个锥形压轮5-1-4分别一体成型在上压辊5-1-1的两端。锥形压轮5-1-4在由内向外的方向上直径逐渐增大。两个下翻支撑轮5-1-3与两个锥形压轮5-1-4分别对应;锥形压轮5-1-4位于对应的下翻支撑轮5-1-3的外侧。下翻支撑轮5-1-3与对应的锥形压轮5-1-4相互配合,将板材11边缘超出下翻支撑轮5-1-3外侧的部分向下弯折。
82.内翻单元5-2中两个锥形压轮5-1-4的间距小于下翻单元5-1中两个锥形压轮5-1-4的间距,从而能够对板材11边缘的两个不同位置进行翻折,形成竖直的下翻边和水平的内翻边。位于最末端的两个内翻单元5-2的结构与其余内翻单元5-2不同。
83.在其余内翻单元5-2的基础上,位于最末端的两个内翻单元5-2不设锥形压轮5-1-4,且额外设置有两个侧部定型轮5-2-1;下翻支撑轮5-1-3的外侧面设置有环形的限位台阶;该限位台阶用于对内翻边进行定型,并将内翻边的边缘处向上翻折,进一步降低板材11边缘划伤使用者的可能性。
84.两个侧部定型轮5-2-1均转动连接在机架1上,且分别位于下翻支撑轮5-1-3顶部的外侧;侧部定型轮5-2-1的轴线竖直设置,且外圆周面上设置有环形的外凸部。工作过程中,两个侧部定型轮5-2-1分别抵住板材11两侧形成的翻边,且侧部定型轮5-2-1上的外凸部,使得板材11两侧的翻边内凹变形,提高翻边的空间复杂度,进而提高翻边的在不同方向
上的抗弯强度。
85.沿着板材11的输送方向,各下翻单元5-1中锥形压轮5-1-4的锥度逐渐增大,从而通过逐渐变形的方式将板材11的两侧边缘不断向下翻折,直到形成两条竖直的翻边。
86.沿着板材11的输送方向,各内翻单元5-2中锥形压轮5-1-4的锥度逐渐增大,从而通过逐渐变形的方式将板材11的两侧边缘不断向下翻折,直到形成两条新的竖直翻边。此时,下翻部分输出的竖直翻边形成向内的水平翻边。
87.如图13所示,裁切段6包括龙门架6-1、液压缸6-2、隔板定位块6-3、刀具安装板6-4、切断刀6-5和导向定位组件6-6。龙门架6-1固定在机架1的输出端。液压缸6-2固定在龙门架6-1的顶部,且活塞杆朝下设置。刀具安装板6-4与活塞杆的端部通过连接件固定或转动连接固定。导向定位组件6-6包括导轨、滑块、中间杆、第一连杆和第二连杆。竖直设置的两根导轨分别固定在龙门架6-1的两侧。两个滑块分别滑动连接在两根导轨上。刀具安装板6-4的两端与两个滑块分别固定。两根第一连杆的一端与龙门架6-1顶部的不同位置分别转动连接;两根第一连杆的另一端与水平设置的中间杆的两端分别转动连接,形成第一个平行四边形机构。两根第二连杆的一端与中间杆的两端分别转动连接;两根第二连杆的另一端与刀具安装板6-4的不同位置分别转动连接,形成第二个平行四边形机构。切断刀6-5固定在刀具安装板6-4的底部。
88.导向定位组件6-6中的导轨用于为刀具安装板6-4提供竖直导向,各连杆用于利用平行四边形机构的特点保证刀具安装板6-4的切割过程中不发生翻转,从而避免导轨卡死的情况出现,并保证板材11不同位置受力均匀。
89.隔板定位块6-3固定在机架1上,且位于刀具安装板6-4的正下方。隔板定位块6-3上开设有隔板导向定位槽。定位槽包括水平槽段、位于水平槽段中部下方的三个加强筋容纳槽和位于水平槽段两端下方的两个翻边容纳槽。下翻部分输出的板材11能够穿过隔板导向定位槽;隔板导向定位槽用于在板材11被切割时,对板材11的不同位置提供支撑,减小板材11在切断过程中的整体变形。
90.隔板定位块6-3的顶部开设有切割让位缝;切割让位缝从上至下将定位槽分隔为两部分。切割让位缝与切断刀6-5对齐,用于为切断刀6-5切断定位槽内的板材11提供空间。切断刀6-5的底部边缘设置有刃口。刃口的形状包括依次交替排列的五个锯齿切割段和四个上凹段。五个锯齿切割段与定位槽中的三个加强筋容纳槽和两个翻边容纳槽分别对齐。
91.切割过程中,五个锯齿切割段先接触到板材11的三个加强筋200和两个翻边位置,对厚度较大的三个加强筋200和两个翻边进行切割;锯齿切割段上的锯齿结构提高了对具有空间结构的加强筋200和翻边的切割效果;之后,随着切断刀6-5的降低,板材11的水平部分被倾斜的下凹段逐步切割,直到板材11被完全切断,得到一块指定长度、一体成型、不需要焊接加强筋200的货架隔板。
92.由于切割加工的特点,被切金属件的切入一侧十分平整,而切出一侧往往会出现毛刺;而在本实施例中,由于切断刀6-5对板材11从顶部平面向下方的加强筋200进行切割,故切割形成的断面的上边缘(即靠近顶部平面的边缘)十分平整;故所有毛刺均形成在端面的下边缘。而货架隔板的两端需要安装护边条,护边条会抵住货架隔板的下表面,使得毛刺尖端抵在护边条上,无法伤人;因此,本实施例中从货架隔板的顶面向底面切割的方式得到的货架隔板的两端不需要进行打磨等去毛刺处理,进一步简化了工序,降低了货架隔板的
成本。
93.本发明的工作原理如下:
94.将成卷的金属板材的一端以平铺状态送入导入段2;板材在导入段2的引导下依次经过单槽加工段3、双槽加工段4、翻边段5和裁切段6。单槽加工段3在板材中部弯折出第一个加强筋;双槽加工段4在板材上的第一个加强筋的两侧同时弯折出第二和第三加强筋;三个碾轮强化组件7分别在三个加强筋的顶部每隔一段距离压制出一个侧凹槽。翻边段5在板材的两侧边缘弯折出翻边结构;裁切段6将板材每隔预设长度切断依次,得到预设长度的货架隔板。货架隔板的两端安装带有三个缺口的护边条后,货架隔板即可使用。护边条上的三个缺口分别卡入三个加强筋与隔板主体的连接处。护边条的顶面与隔板主体的底面接触,能够避免货架隔板的断面处的毛刺伤人。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。