1.本技术涉及瓷砖生产的领域,尤其是涉及一种瓷砖数量调节产线。
背景技术:
2.瓷砖生产主要流程一般为如下步骤:原料球磨制浆、喷雾塔制粉、料仓陈腐与储存、压制成型、干燥、印花、烧成与抛光,在进行每个工艺步骤时,瓷砖都是由瓷砖生产产线负责运输,因此,瓷砖的转向、排布、数量等控制均由瓷砖生产产线来完成。
3.相关技术中,瓷砖生产产线主要是为了将瓷砖从一道生产程序运输至下一道生产程序而设置,瓷砖生产工艺的每一道程序所用时间不一样,但是瓷砖压制成型的速度是不变的,这就导致瓷砖生产产线必须负担起调节每一道生产程序之间的运输瓷砖速度的责任,需要工作人员根据瓷砖的每一道生产程序调节瓷砖产线速度,避免出现瓷砖大量拥堵或者瓷砖运输过慢的现象。
4.综上所述,发明人认为上述调节产线速度的方法难以仅通过产线的传输速度调节,实现每一道瓷砖加工程序正常输入瓷砖的数量,还需要从瓷砖生产源头调节瓷砖的生产速度,存在有瓷砖生产效率低的问题。
技术实现要素:
5.为了提高瓷砖的生产效率,本技术提供一种瓷砖数量调节产线。
6.本技术提供的一种瓷砖数量调节产线,采用如下的技术方案:一种瓷砖数量调节产线,包括检测产线、转向组件、储存产线与运输产线,检测产线位于转向组件、储存产线与运输产线的一侧,且用于检测瓷砖数量;转向组件与检测产线末端连接,且位于运输产线与储存产线之间,储存产线用于多余瓷砖的储存;运输产线用于将瓷砖运输至下一道瓷砖生产程序;储存产线包括储存运输辊组与储存架,储存运输辊组设置为多组,且多组储存运输辊组连接有第一驱动组件;储存架包括多个竖杆、多个横杆与至少一个连接杆,横杆位于两个竖杆之间,并与两个竖杆固定连接;连接杆与多个竖杆的底端或顶端固定连接;横杆与储存运输辊组相间分布;储存架上连接有用于驱动储存架向上移动的第二驱动组件。
7.通过采用上述技术方案,上述检测产线、转向组件、储存产线与运输产线的设置,使得检测产线能够检测瓷砖的数量,当瓷砖的数量恰好满足下一道瓷砖生产程序的数量时,转向组件将检测产线上的瓷砖运输至运输产线上;当瓷砖的数量过多时,转向组件将检测产线上的瓷砖运输至储存产线上,储存产线对瓷砖进行储存;保证了瓷砖生产源头的速度,提高了生产效率。
8.当瓷砖运输至储存运输辊组上时,储存运输辊组将瓷砖运输至储存架所在位置,然后启动第二驱动组件,第二驱动组件驱动储存架上升,则储存架上的横杆将储存运输辊组上的瓷砖抬升,使得多余的瓷砖能够储存在储存架上;提高了生产效率。
9.可选的,所述储存产线也用于将储存的瓷砖重新传输至运输产线;第二驱动组件
也用于驱动储存架向下移动。
10.通过采用上述技术方案,当检测产线检测到瓷砖的数量较少,不能满足下一步瓷砖生产程序的数量时,启动第二驱动组件,第二驱动组件驱动储存架向下移动,则位于储存架横杆上的瓷砖落到储存运输辊组上,储存架继续向下移动,第一驱动组件启动,第一驱动组件储存运输辊组上的瓷砖运输至运输产线上进行补给,并进入下一道陶瓷生产程序,调节了瓷砖运输过程中不同程序需要的瓷砖输入数量的不同。
11.可选的,所述转向组件包括多个左转向辊与多个右转向辊,左转向辊位于储存运输辊组一侧,左转向辊与第一驱动组件连接;右转向辊位于运输产线一侧。
12.通过采用上述技术方案,转向组件的设置,使得当瓷砖数量过多时,第一驱动组件启动,带动左转向组件启动,则左转向组件将多余的瓷砖运输至储存产线处;当瓷砖数量满足下一道陶瓷正产程序时,右转向组件带动瓷砖转向,并将瓷砖运输至运输产线上,并进入下一道陶瓷正产程序。
13.可选的,所述检测产线包括左传输带与右传输带,左传输带设置为多个,且左传输带与左转向辊相间排布;右传输带设置为多个,且右传输带与右转向辊相见分布,左传输带、右传输带均连接有升降组件。
14.通过采用上述技术方案,当需要启动左转向辊时,升降组件带动左传输带下降,则左传输带上的瓷砖落到左转向辊上,被左转向辊带动向左移动至储存产线上;当需要启动右转向辊时,升降组件带动右传输带下降,则右传输带上的瓷砖落到右转向辊上,被右转向辊带动向右移动至运输产线上,从而实现瓷砖的分流。
15.可选的,所述检测产线上设置有至少两个红外感应计数器。
16.通过采用上述技术方案,至少两个红外感应计数器的设置,进一步确保了红外感应计数器能够准确检测经过红外感应计数器的瓷砖数量。
17.可选的,所述第一驱动组件包括第一电机、主动轮、从动轮与传动带,第一电机用于驱动主动轮转动,从动轮与左转向辊一端固定连接,传动带与主动轮、从动轮啮合。
18.通过采用上述技术方案,第一驱动组件的设置,使得第一电机转动能够带动主动轮转动,主动轮转动带动传动带转动,传动带转动带动从动轮转动,则与从动轮连接的左转向辊同步转动。
19.可选的,所述第二驱动组件包括第二电机、多个驱动齿轮与多个驱动齿带,第二电机用于驱动驱动齿轮转动,驱动齿带连接于竖杆上,且驱动齿轮与驱动齿带啮合。
20.通过采用上述技术方案,第二驱动组件的设置,使得第二电机转动带动驱动齿轮转动,驱动齿轮转动带动驱动齿带上下移动,驱动齿带上下移动带动竖杆上下移动,从而带动储存架上下移动,以满足瓷砖的储存与补给。
21.可选的,所述第二驱动组件还包括导向块,导向块与竖杆滑动连接,并用于为竖杆的上下移动导向。
22.通过采用上述技术方案,由于储存架上储存有较多的瓷砖,且储存架还需上下移动,因此导向块的设置,使得驱动齿带带动储存架上下移动的稳定性更高。
23.可选的,所述升降组件包括升降杆与气缸,升降杆一端与左传输带、右传输带转动连接,另一端与用于驱动升降杆升降的气缸连接。
24.通过采用上述技术方案,升降组件的设置,使得气缸带动升降杆升降,则升降杆带
动左传输带或右传输带升降,保证了转向组件能够将瓷砖顺利转向。
25.综上所述,本技术包括以下至少一种有益技术效果:1.上述检测产线、运输产线、转向组件与储存产线的设置,使得检测产线能够检测瓷砖的数量,当瓷砖的数量恰好满足下一道瓷砖生产程序的数量时,转向组件将检测产线上的瓷砖运输至运输产线上;当瓷砖的数量过多时,转向组件将检测产线上的瓷砖运输至储存产线上,储存产线对瓷砖进行储存;保证了瓷砖生产源头的速度,提高了生产效率;2.储存架的设置,使得当瓷砖运输至储存运输辊组上时,储存运输辊组将瓷砖运输至储存架所在位置,然后启动第二驱动组件,第二驱动组件驱动储存架上升,则储存架上的横杆将储存运输辊组上的瓷砖抬升,使得多余的瓷砖能够储存在储存架上,提高了生产效率;3.储存架的设置,使得当检测产线检测到瓷砖的数量较少,不能满足下一步工艺的数量时,启动第二驱动组件,第二驱动组件驱动储存架向下移动,则位于储存架横杆上的瓷砖落到储存运输辊组上,储存架继续向下移动,第一驱动组件启动,第一驱动组件储存运输辊组上的瓷砖运输至运输产线上进行补给,并进入下一道瓷砖生产程序,调节了瓷砖运输过程中不同程序需要的瓷砖输入数量的不同。
附图说明
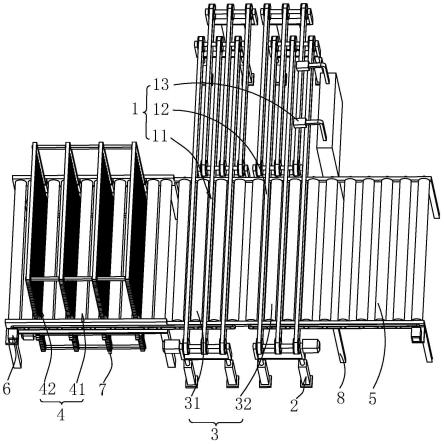
26.图1是本技术实施例的结构示意图;图2是旨在显示左传输带、升降组件与转向组件的结构示意图;图3是旨在显示储存产线的结构示意图;图4是图3中a处的放大结构示意图。
27.附图标记说明:1、检测产线;11、左传输带;111、左传输轮;112、左连接轴;113、左传输电机;12、右传输带;13、红外感应计数器;2、升降组件;21、升降杆;22、气缸;3、转向组件;31、左转向辊;32、右转向辊;4、储存产线;41、储存运输辊组;411、储存运输辊组;42、储存架;421、竖杆;422、横杆;423、连接杆;5、运输产线;6、第一驱动组件;61、第一电机;62、主动轮;63、从动轮;64、传动带;7、第二驱动组件;71、第二电机;72、驱动齿轮;73、驱动齿带;74、导向块;741、导向槽;8、架体。
具体实施方式
28.以下结合附图1-4对本技术作进一步详细说明。
29.申请实施例公开一种瓷砖数量调节产线。参照图1,一种瓷砖数量调节产线包括检测产线1、转向组件3、储存产线4、运输产线5与架体8,检测产线1、转向组件3、储存产线4与运输产线5均连接于架体8上;检测产线1位于转向组件3、运输产线5与储存产线4一侧,且与转向组件3连接,检测产线1用于检测产线1上的瓷砖数量,转向组件3用于瓷砖的转向分流;运输产线5位于转向组件3的一侧,用于将转向组件3分流的瓷砖运输至下一道瓷砖加工程序;储存产线4位于转向组件3的另一侧,储存产线4用于将转向组件3分流的多余瓷砖进行储存与供下一步瓷砖生产程序的补给。
30.参照图1和图2,检测产线1包括左传输带11、右传输带12与红外感应计数器13,左传输带11设置在靠近储存产线4一侧,左传输带11设置为多个,多个左传输带11等间距排
布,每个左传输带11转动连接有两个左传输轮111,位于多个左传输带11一端的左传输轮111共同穿设并键连接有左连接轴112,左连接轴112一端焊接固定有一个左传输电机113。
31.参照图1,右传输带12设置在靠近运输产线5一侧,且右传输带12的排布方式、连接结构、运动方式与左传输带11相同;红外感应计数器13至少设置为一个,本实施例中的红外感应计数器13设置为两个,两个红外感应器均与架体8利用螺栓固定连接,且用于感应从左传输带11与右传输带12上经过的瓷砖数量。
32.瓷砖数量调节产线在运输瓷砖时,首先通过检测产线1上的红外感应计数器13检测出瓷砖的数量,若瓷砖的数量不多于下一道瓷砖生产程序所需要的数量时,转向组件3将瓷砖运输到运输产线5上;若瓷砖的数量较多时,转向组件3将瓷砖运输到储存产线4上暂时储存,当检测产线1上瓷砖的数量较少时,储存产线4将瓷砖重新输送到运输产线5上,进入下一道瓷砖生产程序。
33.参照图2,升降组件2包括升降杆21与气缸22,升降杆21呈u型,且一端与左连接轴112一端转动连接,另一端与左连接轴112另一端转动连接;气缸22设置为多个,气缸22位于升降杆21下方,且气缸22的活塞杆与升降杆21水平段焊接固定,气缸22与地面利用螺栓固定连接。
34.参照图1和图2,转向组件3包括左转向辊31与右转向辊32,左转向辊31位于靠近储存产线4一侧,左转向辊31设置为多个,多个左转向辊31等间距排布,且左转向辊31与左传输带11相间分布,多个左转向辊31的一端共同连接有第一驱动组件6,并通过第一驱动组件6带动多个左转向辊31转动;右转向辊32位于靠近运输产线5一侧,且右转向辊32的排布方式、连接结构、运动方式与左转向辊31相同。
35.当瓷砖被运输至转向组件3时,启动气缸22,气缸22带动升降杆21下降,升降杆21带动左传输带11与右传输带12下降,则瓷砖下落到左转向辊31与右转向辊32上,左转向辊31转动,瓷砖被运输至储存产线4上,右转向辊32转动,瓷砖被运输至运输产线5上。
36.参照图3,储存产线4包括储存运输辊组41与储存架42,储存运输辊组41设置为多组,多组储存运输辊组41等间距排布,且储存运输辊组41包括至少一个储存运输辊411,本实施例中的储存运输辊组41包括两个储存运输辊411,多个储存运输辊411的一端共同连接第一驱动组件6。
37.参照图3,第一驱动组件6包括第一电机61、主动轮62、从动轮63与传动带64,第一电机61与架体8利用螺栓固定连接;第一电机61的驱动轴与主动轮62键连接,主动轮62与架体8转动连接;从动轮63设置为多个,从动轮63与储存运输辊411一端、左转向辊31一端焊接固定,且一个从动轮63与一个储存运输辊411一一对应,一个从动轮63与一个左转向辊31一一对应;传动带64与主动轮62、多个从动轮63啮合。
38.当瓷砖需要进入储存产线4时,第一电机61启动,第一电机61带动主动轮62转动,主动轮62带动从动轮63转动,从动轮63带动左转向辊31与储存运输辊411转动,则瓷砖依次沿着左转向辊31、储存运输辊411移动到储存架42处。
39.参照图3,储存架42包括竖杆421、横杆422与连接杆423,竖杆421设置为多根,多根竖杆421排布成两排,且每排竖杆421等间距排布,竖杆421与储存运输辊组41相间分布;横杆422设置为多根,多个横杆422沿着竖杆421的长度方向等间距排布,横杆422一端与竖杆421焊接固定,另一端与另一排的竖杆421焊接固定,横杆422与储存运输辊组41相间分布;
连接杆423至少设置为一根,本实施例的连接杆423设置为四根,其中两根连接杆423位于竖杆421顶端,连接杆423与同一排竖杆421的顶端焊接固定,另外两根连接杆423位于竖杆421的底端,连接杆423与同一排竖杆421的底端焊接固定。
40.参照图3,储存架42连接有两组第二驱动组件7,两组第二驱动组件7分别位于储存架42的两侧。第二驱动组件7包括第二电机71、驱动齿轮72、驱动齿带73与导向块74,第二电机71与架体8利用螺栓固定连接;驱动齿轮72设置为多个,驱动齿轮72的数量与竖杆421的数量相同,多个驱动齿轮72穿设并键连接有驱动杆,驱动杆一端与第二电机71的驱动轴焊接固定;驱动齿带73的长度与竖杆421的长度相同,且利用螺栓固定连接于竖杆421上,驱动齿带73与驱动齿轮72啮合;参照图4,导向块74设置为多个,导向块74的数量是竖杆421数量的二倍,两个导向块74关于一个竖杆421对称设置,导向块74一端与架体8焊接固定,导向块74面对竖杆421一侧开设有导向槽741,竖杆421沿着导向槽741的长度方向与导向块74滑动连接。
41.瓷砖移动到储存架42处时,启动第二电机71,第二电机71带动驱动齿轮72转动,驱动齿轮72带动驱动齿带73上下移动,驱动齿带73带动储存架42上下移动,当储存架42向上移动时,将位于储存运输辊411上的瓷砖抬升到横杆422上被储存;当储存架42向下移动时,位于横杆422上的瓷砖下落到储存运输辊411上,第一驱动组件6启动,间接带动储存运输辊411与左转向辊31转动,则位于储存运输辊411上的瓷砖被运输至运输产线5上进入下一道陶瓷生产程序。
42.参照图1,运输产线5为普通的瓷砖输送产线,且运输产线5与右转向辊32通过同一驱动组件带动进行瓷砖的运输。
43.本技术实施例一种瓷砖数量调节产线的实施原理为:红外感应计数器13检测出左传输带11与右传输带12上瓷砖的数量,若瓷砖的数量不多于下一步瓷砖生产程序的数量,则启动升降组件2,将瓷砖通过右转向辊32运输到运输产线5上;若瓷砖数量较多,则启动升降组件2与第一驱动组件6,将瓷砖通过左转向辊31运输到储存运输辊组41上,然后启动第二驱动组件7,驱动储存架42上升,将储存运输辊组41上的瓷砖放置于储存架42上;待红外感应计数器13检测出瓷砖的数量较少时,启动第二驱动组件7,第二驱动组件7带动储存架42下降,将储存架42上的瓷砖重新放置于储存运输辊组41上,并通过左转向辊31、右转向辊32运输至运输产线5上,进入下一步瓷砖加工程序。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
