1.本发明涉及应用于形雕放电加工的控制装置、放电加工机及机器学习装置。
背景技术:
2.放电加工机是按照加工电压这一加工条件对被加工物进行放电加工的装置。能够基于实际加工所需的时间等加工实绩对通过放电加工而得到的加工结果的合格与否进行判定。
3.专利文献1所记载的放电加工机对表示加工实绩的物理量进行检测,基于检测出的物理量和对各物理量所设定的基准值的比较结果对加工结果的合格与否进行判定。
4.专利文献1:国际公开第2000/32342号
技术实现要素:
5.上述专利文献1的放电加工机由于是线放电加工机,因此在2维平面内对向特定方向的加工进行控制的情况下,能够判定加工结果合格与否。但是,上述专利文献1的放电加工机无法应用于进行3维方向的加工的形雕放电加工。在形雕放电加工的情况下进行摆动加工。如果进行该摆动加工,则加工结果针对2维平面内的每个加工区域而复杂地变化,因此在上述专利文献1的放电加工机中,无法考虑复杂地变化的2维平面内的针对每个加工区域的加工结果而对加工结果合格与否进行判定。
6.本发明就是鉴于上述情况而提出的,其目的在于得到针对形雕放电加工,能够考虑2维平面内的针对每个加工区域的加工结果而对加工结果合格与否进行判定的控制装置。
7.为了解决上述的课题,并达到目的,本发明的控制装置具有:加工条件输出部,其将在进行摆动加工的形雕放电加工时所使用的加工条件输出至对控制对象进行控制的控制部;以及实绩计算部,其基于针对将进行摆动加工的区域分割而得到的各个加工区域在特定区间使用加工条件进行控制的结果即控制结果,针对每个加工区域对特定区间的形雕放电加工的加工实绩进行计算。另外,本发明的控制装置具有:评价计算部,其基于针对每个加工区域的加工实绩,对表示特定区间的加工实绩的评价的评价点进行计算;以及输出部,其将评价点输出而使评价点进行显示。
8.发明的效果
9.本发明所涉及的控制装置具有下述效果,即,针对形雕放电加工,能够考虑2维平面内的针对每个加工区域的加工结果而对加工结果合格与否进行判定。
附图说明
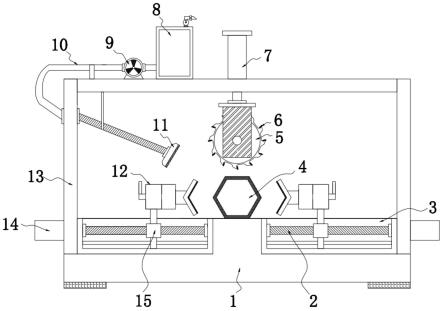
10.图1是表示实施方式1所涉及的放电加工机的结构的图。
11.图2是表示实施方式1所涉及的控制装置的结构的图。
12.图3是用于对由实施方式1所涉及的放电加工机进行放电加工时的加工象限进行
说明的图。
13.图4是用于对由实施方式1所涉及的放电加工机执行的摆动加工进行说明的图。
14.图5是用于对图4所说明的摆动加工中的加工实绩进行说明的图。
15.图6是表示通过实施方式1所涉及的放电加工机进行的加工结果的评价处理顺序的流程图。
16.图7是用于对由实施方式1所涉及的控制装置计算出的加工时间的比例和评价点之间的关系进行说明的图。
17.图8是用于对由实施方式1所涉及的控制装置计算出的针对每个加工象限的评价点进行说明的图。
18.图9是表示由实施方式1所涉及的控制装置计算出的加工经过时间和加工深度之间的对应关系的图。
19.图10是表示实施方式1所涉及的控制装置基于针对每个加工深度的评价点而修正后的加工条件的图。
20.图11是用于对由实施方式1所涉及的控制装置计算出的加工时间和评价点之间的关系进行说明的图。
21.图12是用于对实施方式1所涉及的控制装置基于目标时间而计算出的针对每个加工象限的评价点进行说明的图。
22.图13是表示实施方式1所涉及的控制装置基于针对每个加工时间的评价点而修正后的加工条件的图。
23.图14是表示实施方式2所涉及的控制装置的结构的图。
24.图15是表示通过实施方式2所涉及的放电加工机进行的加工结果的评价处理顺序的流程图。
25.图16是用于对与由实施方式2所涉及的放电加工机修正后的加工条件相对应的加工速度进行说明的图。
26.图17是用于对与由实施方式2所涉及的放电加工机修正后的加工条件相对应的针对每个加工象限的加工速度进行说明的图。
27.图18是表示实施方式3所涉及的控制装置的结构的图。
28.图19是表示实施方式3所涉及的控制装置的另一结构例的图。
29.图20是表示实施方式1至3所涉及的控制装置所具有的加工结果评价部的硬件结构例的图。
具体实施方式
30.下面,基于附图对本发明的实施方式所涉及的控制装置、放电加工机及机器学习装置详细地进行说明。此外,本发明不由这些实施方式限定。
31.实施方式1.
32.图1是表示实施方式1所涉及的放电加工机的结构的图。放电加工机1是进行形雕放电加工的装置。放电加工机1通过对加工电极即刀具电极e和被加工物17之间施加高频脉冲电压,从而在刀具电极e和被加工物17之间发生放电。放电加工机1通过发生的放电将被加工物17以微量依次去除而将被加工物17加工为与刀具电极e的形状相对应的形状。此外,
在下面的说明中,有时将向被加工物17的放电加工称为加工。
33.放电加工机1具有底座19、控制装置2、驱动部12、显示部13和平台18。控制装置2具有机械控制部14、电源控制部15和加工结果评价部16a。放电加工机1使用在驱动部12安装的刀具电极e,对在底座19上的平台18载置的被加工物17进行加工。刀具电极e位于与被加工物17相对的位置。
34.电源控制部15及机械控制部14是对控制对象进行控制的控制部。电源控制部15的控制对象为电力,机械控制部14的控制对象为驱动部12等。
35.电源控制部15对向刀具电极e和被加工物17之间供给的电力进行控制。电源控制部15基于从加工结果评价部16a发送来的加工条件,对刀具电极e和被加工物17之间的放电进行控制。
36.机械控制部14基于从加工结果评价部16a发送来的加工条件,对驱动部12的位置等进行控制。机械控制部14对驱动部12进行控制,由此对刀具电极e和被加工物17的间隔进行控制,以使得在刀具电极e和被加工物17之间发生放电。
37.加工结果评价部16a基于由放电加工的作业者输入的加工位置、加工深度等,对机械控制部14及电源控制部15输出加工条件。由加工结果评价部16a输出至机械控制部14的加工条件的例子是刀具电极e的坐标。放电加工机1对与刀具电极e的坐标相对应的位置进行加工。加工结果评价部16a输出至电源控制部15的加工条件的例子是放电加工所使用的高频脉冲电压的电压值。
38.加工结果评价部16a基于从机械控制部14及电源控制部15中的至少一者发送来的控制结果,对加工结果进行评价。从机械控制部14发送来的控制结果是机械控制部14在加工时实际使用的加工的条件或者控制值。从电源控制部15发送来的控制结果是电源控制部15在加工时实际使用的加工的条件或者控制值。从机械控制部14及电源控制部15中的至少一者向加工结果评价部16a发送来针对每个区间的控制结果。在这里的区间通过加工深度或者加工时间进行规定。即,加工结果评价部16a取得针对每个加工深度的控制结果或者针对每个加工时间(加工所需的时间)的控制结果。加工结果评价部16a基于从机械控制部14及电源控制部15中的至少一者发送来的控制结果,对加工实绩进行计算。加工结果评价部16a在作为特定区间的控制结果而取得针对每个加工深度(加工深度的特定范围)的控制结果的情况下,对加工时间等的加工实绩进行计算。另外,加工结果评价部16a在作为特定区间的控制结果而取得针对每个加工时间(加工时间的特定范围)的控制结果的情况下,对加工深度的加工实绩进行计算。
39.加工结果评价部16a针对被加工物17的每个加工区域对加工结果进行评价。即,加工结果评价部16a针对被加工物17的每个加工区域对表示加工结果的评价的评价点进行计算。评价点在进行接近目标的加工的情况下变高。评价点例如是加工时间越接近目标的时间则变得越高。另外,评价点例如是加工深度越接近目标的加工深度则变得越高。另外,评价点是与所设定的加工时间的差的波动在加工区域间越小则变得越高。下面,对设定于被加工物17的加工时间在各加工区域相同的情况、或者设定于被加工物17的加工深度在各加工区域相同的情况进行说明。关于加工区域在后面记述。此外,如前述所示,加工实绩可以是加工深度,也可以是加工时间。
40.加工结果评价部16a如果计算出表示加工结果的评价的评价点,则基于评价点对
加工条件进行修正。在评价点低的情况下,加工结果评价部16a针对每个加工区域对加工条件进行修正,以使得作为加工实绩的加工时间在加工区域间变得相同。
41.驱动部12按照来自机械控制部14的指令在x方向、y方向及z方向移动。在本实施方式中,对z方向为铅垂方向、xy平面为水平面的情况进行说明。
42.显示部13对从加工结果评价部16a发送来的各种信息进行显示。显示部13的例子是液晶监视器。显示部13例如对由加工结果评价部16a计算出的评价点、由加工结果评价部16a修正后的加工条件等进行显示。此外,显示部13也可以对从机械控制部14及电源控制部15发送来的信息进行显示。
43.图2是表示实施方式1所涉及的控制装置的结构的图。在图2中,在控制装置2的结构要素即加工结果评价部16a、电源控制部15及机械控制部14的基础上,还图示出显示部13及加工规格。加工结果评价部16a具有输入部21、加工条件存储部25、加工条件输出部27、评价计算部22、实绩计算部23、加工条件修正部24a和评价输出部26。
44.输入部21接受被加工物17被放电加工时使用的加工规格,发送至加工条件输出部27。加工规格是被加工物17被放电加工时的物理量。加工规格的例子是加工位置、加工深度、精加工表面粗糙度及缩小量。此外,可以向输入部21输入除了这些以外的加工规格。根据加工内容,刀具电极e的电极根数、刀具电极e的规格、被加工物17的规格、用于对刀具电极e的位置进行校正的信息、摆动方法、抬升方法等不同,因此针对每个加工内容将各种加工规格输入至输入部21。
45.加工位置是刀具电极e的xy平面内的位置。加工位置与被加工物17的上表面的位置相对应,通过相对于被加工物17的中心位置的刀具电极e的中心位置表示。加工深度是向被加工物17的加工的深度。加工深度通过从被加工物17的加工前的上表面起的距离表示。
46.精加工表面粗糙度是对被加工物17进行加工后的精加工面的表面粗糙度。缩小量是向相对于刀具电极e的被加工物17的加工放大率。在形雕放电加工中,使刀具电极e的形状反转后的形状向被加工物17进行加工,但此时的加工的放大率是加工放大率。
47.加工条件存储部25对与加工规格相关联的加工条件进行存储。加工条件是在放电加工时使用的加工的条件。在加工条件包含有规定出刀具电极e的位置的位置条件和规定出使高频脉冲电压产生的电力的电力条件。
48.在电力条件例如包含有电流峰值、电流的导通、电流的休止时间、电压值、使刀具电极e从被加工物17抬升的高度、刀具电极e的抬升速度、将刀具电极e与被加工物17接近而放电的时间(停机时间)、电压值的平均值等。停机时间是从刀具电极e的抬升动作至下一个抬升动作为止之间的时间间隔。
49.另外,在位置条件包含有刀具电极e的x坐标、y坐标及z坐标。x坐标及y坐标与通过加工规格规定出的加工位置相对应,z坐标与通过加工规格规定出的加工深度相对应。
50.加工条件输出部27从加工条件存储部25读出与加工规格相对应的加工条件。加工条件输出部27将加工条件之中的位置条件输出至机械控制部14,将加工条件之中的电力条件输出至电源控制部15。
51.实绩计算部23基于从机械控制部14及电源控制部15中的至少一者发送来的控制结果,针对每个加工区域对加工实绩进行计算。控制结果例如是通过加工条件控制的结果即位置信息、电力信息等。实绩计算部23基于从机械控制部14发送来的位置信息,对加工完
成的加工区域进行确定,基于从机械控制部14及电源控制部15中的至少一者发送来的控制结果,计算与加工完成的加工区域对应的加工实绩。实绩计算部23基于位置信息对加工完成的xy平面内的区域及加工完成的z方向的区域进行计算,基于加工完成的xy平面内的区域及加工完成的z方向的区域对加工完成的加工区域进行确定。从机械控制部14发送来的控制结果是表示刀具电极e的位置的位置信息,从电源控制部15发送来的控制结果是表示向刀具电极e供给的电力的电力信息。实绩计算部23根据从机械控制部14发送来的控制结果对位置信息的推移信息(加工速度等)进行计算,将计算出的推移信息用作机械控制部14的控制结果。此外,实绩计算部23可以基于从机械控制部14发送来的位置条件,对加工完成的加工区域进行确定。在该情况下,从机械控制部14发送来的位置条件是机械控制部14对刀具电极e的位置进行控制时使用的位置条件。由实绩计算部23计算的加工实绩的例子是针对被加工物17的每个加工区域的加工时间。实绩计算部23将针对每个加工区域的加工实绩发送至评价计算部22。
52.在形雕放电加工中,一边进行z方向的加工、一边进行xy平面内的摆动加工。在该情况下,缩小量越大,则摆动加工时的刀具电极e向x方向及y方向的移动量变得越大。摆动加工时的刀具电极e从被加工物17的xy平面内的中心位置,即刀具电极e的xy平面内的初始位置处的中心位置向正x方向、正y方向、负x方向或者负y方向移动。在形雕放电加工中,例如在向深度方向的加工的同时,向与深度方向垂直的2维平面方向进行摆动加工。另外,在形雕放电加工中,在向深度方向的加工的同时,可以进行向任意的方向的摆动加工。在放电加工中,例如可以在沿半球体等表面的方向进行摆动加工。
53.进行摆动加工的2维平面内的整体的加工区域在2维平面内被分割为多个加工区域。分割后的加工区域的例子是加工象限。在将刀具电极e的xy平面内的初始位置处的中心位置设为(x,y)=(0,0)的情况下,2维平面内的整体的加工区域由x轴和y轴分割为4部分。分割后的4个区域是第1至第4加工象限。
54.在线放电加工的情况下,线电极按照设定的加工路径行进,但在包含有摆动加工的形雕放电加工的情况下,与加工条件所对应的加工状态的稳定度相应地,刀具电极e的行进方式变化。即,在形雕放电加工的情况下,在各加工象限设定有相同的加工条件的情况下,由于加工屑等的影响,针对每个加工象限而如加工时间这样的加工实绩有时也不同。因此,在加工象限中,有时包含加工时间变短的加工象限或者加工时间变长的加工象限。
55.评价计算部22基于针对每个加工象限的加工时间,针对每个加工象限对加工结果的评价点进行计算。评价计算部22例如与其他加工象限之间的加工时间的差越小则赋予越高的评价点。另外,评价计算部22是加工时间与目标值越接近则赋予越高的评价点。评价计算部22基于通过计算得到的针对每个加工象限的评价点,针对每个加工象限而判定加工状态合格与否。评价计算部22将评价点高于阈值的加工象限判定为合格,将评价点小于或等于阈值的加工象限判定为不合格。
56.评价计算部22将通过计算得到的针对每个加工象限的评价点及针对每个加工象限的加工实绩发送至评价输出部26及加工条件修正部24a。另外,评价计算部22将合格与否判定的判定结果发送至评价输出部26。此外,针对每个加工象限的加工实绩可以由实绩计算部23发送至评价输出部26及加工条件修正部24a。
57.加工条件修正部24a基于评价点对从电源控制部15发送来的电力条件或者从机械
控制部14发送来的位置条件进行修正。从电源控制部15发送来的电力条件是电源控制部15对电力进行控制时使用的电力条件。从机械控制部14发送来的位置条件是机械控制部14对刀具电极e的位置进行控制时使用的位置条件。即,加工条件修正部24a对放电加工所使用的加工条件进行修正。此外,在下面的说明中,对由加工条件修正部24a对加工条件之中的电力条件进行修正的情况进行说明。
58.加工条件修正部24a基于针对每个加工象限的评价点,针对每个加工象限对加工条件进行修正。加工条件修正部24a对加工条件进行修正,以使得各加工象限的评价点提高。例如,在特定的加工象限中的加工时间和其他加工象限中的加工时间之间存在差的情况下,加工条件修正部24a对加工条件进行修正,以使得加工时间的差变小。例如,在加工象限为4个的情况下,加工条件修正部24a对各加工象限的加工条件进行修正,以使得4个加工象限的加工时间变得相同。
59.在加工象限具有比其他加工象限长的加工时间的情况下,加工条件修正部24a例如通过对加工条件进行修正而缩短加工时间,以使刀具电极e从被加工物17抬升的高度降低。
60.加工条件修正部24a将修正后的加工条件发送至加工条件存储部25,由加工条件存储部25存储。另外,加工条件修正部24a将修正后的加工条件发送至评价输出部26。评价输出部26将加工实绩、评价点、合格与否判定的判定结果及修正后的加工条件的至少1个发送至显示部13,使显示部13进行显示。
61.另外,加工条件修正部24a可以不使用评价点,而是基于加工实绩针对每个加工象限对加工条件进行修正。在该情况下,评价计算部22变得不需要。
62.图3是用于对由实施方式1所涉及的放电加工机进行放电加工时的加工象限进行说明的图。在图3中,示出了xy平面上的整体的加工区域a0所包含的加工象限和刀具电极e的初始位置。
63.加工区域a0由第1加工象限即加工象限a1、第2加工象限即加工象限a2、第3加工象限即加工象限a3和第4加工象限即加工象限a4构成。在加工区域a0的中心位置为(x,y)=(0,0)的情况下,加工象限a1是x≥0且y≥0的区域,加工象限a2是x<0且y≥0的区域。加工象限a3是x<0且y<0的区域,加工象限a4是x≥0且y<0的区域。
64.刀具电极e的初始位置是刀具电极e的xy平面内的中心位置c成为加工区域a0的中心的位置。刀具电极e以不从加工区域a0伸出的方式在加工区域a0内移动而进行摆动加工。
65.此外,在图3中,对加工象限是坐标平面由正交坐标轴划分的xy方向的加工象限a1~a4的情况进行了说明,但加工象限也可以使用由xyz轴或者其他驱动轴构成的坐标平面的加工象限。另外,整体的加工区域a0也可以被细分为任意的分割数。即,整体的加工区域a0可以被分割为2个或者3个,也可以被分割为大于或等于5个。
66.图4是用于对由实施方式1所涉及的放电加工机执行的摆动加工进行说明的图。在这里,对进行摆动加工时的加工象限a1~a4上的刀具电极e的移动路径的一个例子进行说明。
67.在摆动加工开始的时刻,刀具电极e的中心位置c处于加工区域a0的中心位置(0,0)(st1)。如果摆动加工开始,则刀具电极e从加工区域a0的中心位置向正x方向移动。由此,刀具电极e的正x方向的端部到达加工区域a0的正x方向的端部(st2)。
68.然后,刀具电极e向正y方向移动。由此,刀具电极e的正y方向的端部到达加工区域a0的正y方向的端部(st3)。
69.然后,刀具电极e向负x方向移动。由此,刀具电极e的负x方向的端部到达加工区域a0的负x方向的端部(st4)。
70.然后,刀具电极e向负y方向移动。由此,刀具电极e的负y方向的端部到达加工区域a0的负y方向的端部(st5)。
71.然后,刀具电极e向正x方向移动。由此,刀具电极e的正x方向的端部到达加工区域a0的正x方向的端部(st6)。
72.然后,刀具电极e向正y方向移动。由此,刀具电极e的中心位置c到达y坐标成为0的位置(st7)。该st7中的刀具电极e的位置与st2中的刀具电极e的位置相同。
73.然后,刀具电极e重复上述的st3至st7的处理。刀具电极e一边进行向深度方向的加工、一边重复st3至st7的处理,因此一边以螺旋状移动、一边对被加工物17进行加工。
74.如果刀具电极e完成加工至特定的加工深度为止,则刀具电极e从st7的位置向负x方向移动。由此,刀具电极e的中心位置c到达加工区域a0的中心位置(st8)。
75.摆动加工的路径并不限定于图4所示的路径。摆动加工的路径也可以是圆形。另外,摆动加工的路径也可以是从加工区域a0的中心至加工区域a0的外周部为止的往复。在该情况下,刀具电极e从加工区域a0的中心朝向加工区域a0的外周部以辐射状往复。
76.图5是用于对图4所说明的摆动加工中的加工实绩进行说明的图。此外,在本实施方式中,加工象限a1、a4的边界线设为包含于加工象限a1,加工象限a2、a1的边界线设为包含于加工象限a1。同样地,设为加工象限a3、a2的边界线包含于加工象限a2,加工象限a4、a3的边界线包含于加工象限a4。
77.在摆动加工开始的时刻,刀具电极e的中心位置c处于加工区域a0的中心位置(st11)。如果摆动加工开始,则刀具电极e从加工区域a0的中心位置向正x方向移动。刀具电极e是刀具电极e的正x方向的端部到达加工象限a1、a4的正x方向的端部(st12)。
78.然后,刀具电极e向正y方向移动,刀具电极e的正y方向的端部到达加工象限a1的正y方向的端部(st13)。并且,刀具电极e向负x方向移动。由此,刀具电极e的中心位置c到达加工象限a1和加工象限a2的边界线(st14)。
79.在摆动加工开始后,进行加工象限a1的加工,直至刀具电极e的中心位置c到达加工象限a1和加工象限a2的边界线为止。即,刀具电极e的中心位置c位于加工象限a1内的期间成为加工象限a1中的加工时间。
80.此外,在直至加工象限a1~a4为止的第1周的摆动加工中,st11至st12为止的加工时间包含于加工象限a1的加工时间,但在第2周及其以后的摆动加工中,st11至st12为止的加工时间不包含于加工象限a1的加工时间。另外,在刀具电极e完成加工至特定的加工深度为止后,前述的st7至st8为止的加工时间包含于加工象限a1的加工时间。
81.实绩计算部23基于从机械控制部14发送来的位置信息等控制结果,对加工区域a0内的刀具电极e的位置进行计算,基于计算出的位置对各加工象限a1~a4的加工时间进行计算。即,实绩计算部23基于刀具电极e的中心位置c停留于加工象限a1~a4的时间,对各加工象限a1~a4中的针对每个加工条件的累积的加工时间进行计算。
82.此外,加工象限a1、a4的边界线上的加工时间可以作为加工象限a4的加工时间。同
样地,可以是加工象限a2、a1的边界线上的加工时间作为加工象限a1的加工时间,加工象限a3、a2的边界线上的加工时间作为加工象限a2的加工时间,加工象限a4、a3的边界线上的加工时间作为加工象限a3的加工时间。
83.另外,加工象限a1、a4的边界线上的加工时间,可以依次以特定的比例分配给加工象限a1、a4。同样地,可以是加工象限a2、a1的边界线上的加工时间依次以特定的比例分配给加工象限a2、a1,加工象限a3、a2的边界线上的加工时间依次以特定的比例分配给加工象限a3、a2,加工象限a4、a3的边界线上的加工时间依次以特定的比例分配给加工象限a4、a3。
84.图6是表示通过实施方式1所涉及的放电加工机进行的加工结果的评价处理顺序的流程图。在加工开始前,用于对被加工物17进行加工所需的加工规格由作业者输入至输入部21。
85.加工条件输出部27在加工条件存储部25内对与加工规格相对应的加工条件进行选择。即,加工条件输出部27对最适于使用加工规格的加工的加工条件进行选择,从加工条件存储部25读出。加工条件输出部27将加工条件之中的位置条件输出至机械控制部14,将加工条件之中的电力条件输出至电源控制部15。
86.放电加工机1使用位置条件及电力条件而开始加工(步骤s11)。在加工中使用的加工条件与生产率和精加工表面粗糙度的组合等相应地包含有多个加工条件。即,在加工时,按照加工顺序,依次使用各种加工条件。在这里,对使用n个(n为自然数)加工条件的情况进行说明。即,放电加工机1依次使用n=1、2、
···
、n的加工条件而执行加工。换言之,最初的加工条件是n=1的加工条件,最后的加工条件是n=n。
87.加工结果评价部16a将n=1的加工条件设定于机械控制部14及电源控制部15(步骤s12)。放电加工机1使用n=1的加工条件而依次执行加工象限a1~a4的加工。加工象限a1的加工是图5所说明的st11至st14为止的处理。加工象限a1~a4为止的一系列的加工是图4所说明的st2至st7为止的处理。
88.实绩计算部23判定加工象限a1的加工是否完成(步骤s13)。在加工象限a1的加工没有完成的情况下(步骤s13,no),放电加工机1继续加工象限a1的加工。在加工象限a1的加工完成的情况下(步骤s13,yes),实绩计算部23对加工象限a1的加工实绩进行计算(步骤s14)。放电加工机1在加工象限a1的加工之后,对加工象限a2进行加工。
89.实绩计算部23判定加工象限a2的加工是否完成(步骤s15)。在加工象限a2的加工没有完成的情况下(步骤s15,no),放电加工机1继续加工象限a2的加工。在加工象限a2的加工完成的情况下(步骤s15,yes),实绩计算部23对加工象限a2的加工实绩进行计算(步骤s16)。放电加工机1在加工象限a2的加工之后,对加工象限a3进行加工。
90.实绩计算部23判定加工象限a3的加工是否完成(步骤s17)。在加工象限a3的加工没有完成的情况下(步骤s17,no),放电加工机1继续加工象限a3的加工。在加工象限a3的加工完成的情况下(步骤s17,yes),实绩计算部23对加工象限a3的加工实绩进行计算(步骤s18)。放电加工机1在加工象限a3的加工之后,对加工象限a4进行加工。
91.实绩计算部23判定加工象限a4的加工是否完成(步骤s19)。在加工象限a4的加工没有完成的情况下(步骤s19,no),放电加工机1继续加工象限a4的加工。在加工象限a4的加工完成的情况下(步骤s19,yes),实绩计算部23对加工象限a4的加工实绩进行计算(步骤s20)。
92.如上所述,控制装置2对最初的加工条件即n=1的加工条件进行选择,直至加工象限a1的加工完成为止继续加工,在加工完成的阶段对加工实绩进行计算。然后,控制装置2关于加工象限a2~a4,也与加工象限a1同样地对加工实绩进行计算。即,实绩计算部23针对每个加工象限a1~a4,对作为加工实绩的加工时间进行计算。
93.然后,实绩计算部23针对每个加工象限a1~a4对加工时间的比例进行计算(步骤s21)。加工时间的比例是各加工象限a1~a4的加工时间相对于加工象限a1~a4的整体的加工时间的比例。
94.评价计算部22基于各加工象限a1~a4的加工时间的比例,对评价点进行计算(步骤s22)。评价计算部22例如针对每个加工象限a1~a4对评价点进行计算。另外,实绩计算部23判定向被加工物17的加工是否到达所设定的加工深度(步骤s23)。具体地说,实绩计算部23从放电加工机1所具有的电动机的编码器(未图示)等取得实际的加工深度的信息,基于所取得的信息,判定向被加工物17的加工是否到达设定于加工条件的加工深度。在这里的实绩计算部23判定是否到达在n=1的加工条件设定的加工深度。
95.在没有到达所设定的加工深度的情况下(步骤s23,no),放电加工机1直至到达所设定的加工深度为止重复步骤s13至s23为止的处理。
96.如果到达所设定的加工深度(步骤s23,yes),则加工条件修正部24a判断为使用加工条件的加工完成,对到达所设定的加工深度的加工条件进行修正。这里的加工条件修正部24a对n=1的加工条件进行修正。加工条件修正部24a基于评价点,对加工条件进行修正(步骤s24)。加工条件修正部24a例如基于针对每个加工象限a1~a4的评价点,针对每个加工象限a1~a4对加工条件进行修正。此外,加工条件修正部24a在计算出加工实绩的加工条件是适当的加工条件的情况下,也可以不修正加工条件。
97.加工条件修正部24a将修正后的加工条件发送至加工条件存储部25,由加工条件存储部25存储。由此,加工条件存储部25对n=1的修正前的加工条件和由加工条件修正部24a修正后的n=1的加工条件进行存储(步骤s25)。
98.另外,显示部13对由加工条件修正部24a修正后的n=1的加工条件进行显示(步骤s26)。另外,显示部13对由实绩计算部23计算出的加工实绩进行显示(步骤s27)。在这里的显示部13对通过n=1的修正前的加工条件加工后的情况下的加工实绩进行显示。显示部13作为加工实绩而对加工时间进行显示。此外,显示部13也可以作为加工实绩而对加工时间的比例进行显示。另外,显示部13对由评价计算部22计算出的评价点进行显示(步骤s28)。
99.控制装置2判定是否针对n=n的加工条件而修正了加工条件(步骤s29)。即,控制装置2判定是否针对与加工规格相对应的全部加工条件而计算出加工实绩。
100.在没有针对n=n的加工条件而修正了加工条件的情况下(步骤s29,no),控制装置2设为n=n 1(步骤s30),执行步骤s13至s29的处理。在这里的控制装置2针对n=2的加工条件而执行步骤s13至s29的处理,然后,针对n=3的加工条件而执行步骤s13至s29的处理。控制装置2如果针对n=n的加工条件而执行了步骤s13至s29的处理(步骤s29,yes),则结束摆动加工的控制。此外,显示部13可以使加工条件、加工实绩及评价点以任意的顺序进行显示。
101.如上所述,控制装置2能够针对伴有摆动加工的复杂的加工也针对每个加工象限a1~a4对加工实绩进行评价,基于评价结果针对每个加工象限a1~a4对加工条件进行修
正。另外,能够针对每个加工象限a1~a4对加工实绩进行评价,因此不仅是单纯形状的加工,针对复杂形状的加工也能够容易地将加工条件修正为适当的加工条件。另外,通过将加工时间设为加工的合格与否判定的指标,从而能够直接地判断加工的效率。
102.另外,控制装置2针对每个加工象限a1~a4对加工进行评价,因此能够针对每个加工象限a1~a4使加工条件、加工实绩及评价点在显示部13进行显示。另外,控制装置2在形雕放电加工中的加工屑的影响或者电极刚性的影响、加工面积的变化的影响等大的情况下,也针对每个加工象限a1~a4对加工实绩进行评价,因此能够以短时间适当地对加工条件进行修正。
103.此外,实绩计算部23如果是加工象限ap(p为1至4的任意者)的加工完成后,则可以在任意的定时对加工象限ap的加工实绩进行计算。实绩计算部23例如可以在向对应于1周的加工象限a1~a4的加工完成之后,将加工象限a1~a4的加工实绩汇总而计算。另外,实绩计算部23也可以在到达所设定的加工深度后对加工象限a1~a4的加工实绩进行计算。
104.另外,评价计算部22如果是针对第n个(n为1~n的任意者)加工条件而计算出加工实绩后,则可以在任意的定时针对第n个加工条件对评价点进行计算。评价计算部22例如可以在针对全部加工条件而计算出加工实绩后,对各加工条件的评价点进行计算。
105.另外,加工条件修正部24a如果是针对第n个加工条件而计算出评价点后,则可以在任意的定时对第n个加工条件进行修正。加工条件修正部24a例如可以在针对全部加工条件而计算出评价点后,对各加工条件进行修正。此外,加工结果评价部16a可以基于针对每个加工象限a1~a4的加工深度的比例对评价点进行计算。
106.图7是用于对由实施方式1所涉及的控制装置计算出的加工时间的比例和评价点之间的关系进行说明的图。在这里,对在各加工象限a1~a4使用同一加工条件的情况进行说明。例如,在使用加工条件q1的情况下,在全部加工象限a1~a4使用加工条件q1。即,图7所示的评价点是基于通过同一加工条件对加工象限a1~a4进行加工的情况下的加工实绩(在图7的情况下为加工时间的比例)而计算出的评价点。在图7中,示出了加工条件、评价点与针对每个加工象限a1~a4的加工时间的比例之间的对应关系。加工时间的比例是在某加工条件中,各加工象限的加工时间所占的比例。即,加工时间的比例是各加工象限的加工时间相对于整体的加工时间所占的比例。在下面的说明中,有时将各加工象限的加工时间的比例称为加工时间比率。
107.评价计算部22例如对将加工条件q1中的整体的加工时间设为100%的情况下的加工象限a1~a4的加工时间比率(%)进行计算。在图7所示的例子的情况下,在加工条件q1中,加工象限a1中的加工时间比率为60%,加工象限a2中的加工时间比率为20%。另外,在加工条件q1中,加工象限a3中的加工时间比率为10%,加工象限a4中的加工时间比率为10%。
108.评价计算部22基于各加工象限的加工时间比率对各加工时间比率的相对的差分进行计算,基于差分对评价点进行计算。评价计算部22例如对加工时间比率间的波动小的加工条件赋予高的评价点。在各加工时间比率均等为理想的条件的情况下,评价计算部22在加工象限a1~a4的加工时间比率全部为25%的情况下,赋予最高的评价点,相对于理想的条件的差变得越大则赋予越小的评价点。评价计算部22针对加工条件q1例如赋予“6”的评价点。
109.例如,在1或者多个特定的加工象限的加工时间比率相对于其他加工象限的加工时间比率极端小的情况下,评价计算部22判定为特定的加工象限是加工量少的形状。在该情况下,加工条件修正部24a对特定的加工象限所使用的加工条件的摆动方向、轴的移动速度等进行变更。
110.另一方面,在1或者多个特定的加工象限的加工时间比率相对于其他加工象限的加工时间比率极端大的情况下,评价计算部22判定为特定的加工象限的加工不稳定。在该情况下,加工条件修正部24a对特定的加工象限所使用的加工条件进行变更,以使得消除不稳定的加工。如上所述,控制装置2针对每个加工象限a1~a4基于加工时间比率对加工实绩进行评价,因此能够细密地进行针对每个加工象限a1~a4的合格与否判定。
111.本实施方式的评价计算部22可以针对每个加工象限a1~a4对评价点进行计算。即,本实施方式的评价计算部22可以针对每个加工条件对评价点进行计算,也可以针对每个加工象限对评价点进行计算。图8是用于对由实施方式1所涉及的控制装置计算出的针对每个加工象限的评价点进行说明的图。在图8中,示出了加工条件与针对每个加工象限a1~a4的评价点之间的对应关系。
112.图8是示出了由评价计算部22基于图7所示的针对每个加工象限的加工时间的比例而计算出的针对每个加工象限的评价点。评价计算部22例如针对加工条件q1,将加工象限a1~a4的各加工时间比率进行比较,基于比较结果对加工条件q1中的加工象限a1~a4的评价点进行计算。加工条件修正部24a针对每个加工象限a1~a4对加工条件进行变更,以使得各加工象限a1~a4的评价点提高。
113.评价输出部26使由评价计算部22计算出的评价点针对每个加工象限a1~a4在显示部13进行显示。显示部13例如对图8所示的对应关系进行显示。另外,加工条件修正部24a使针对每个加工象限a1~a4修正后的加工条件在显示部13进行显示。显示部13针对每个加工象限a1~a4对评价点进行显示,由此能够对作业者提供精度高的准确的评价点。
114.另外,实绩计算部23可以对加工经过时间和加工深度之间的对应关系进行计算。图9是表示由实施方式1所涉及的控制装置计算出的加工经过时间和加工深度之间的对应关系的图。图9所示的图形的横轴是加工象限a1~a4整体(加工区域a0)的加工经过时间,纵轴是加工深度。
115.实绩计算部23对表示加工经过时间和加工深度之间的对应关系的图9那样的图形进行计算,在显示部13进行显示。另外,实绩计算部23可以针对每个加工象限a1~a4对表示加工经过时间和加工深度之间的对应关系的图形进行计算,在显示部13进行显示。
116.另外,加工条件修正部24a可以基于针对每个加工深度的评价点对加工条件进行修正。图10是表示实施方式1所涉及的控制装置基于针对每个加工深度的评价点而修正后的加工条件的图。在图10中,示出了加工象限a1~a4的任意者中的加工深度、评价点与修正后的加工条件之间的对应关系的例子。
117.加工深度以特定的尺寸依次被分隔。在图10中,示出了加工深度以2mm依次分隔的情况。加工深度的“0”表示加工深度为0mm至2mm,该情况下的评价点成为“7”。同样地,加工深度的“-2”表示加工深度为2mm至4mm,该情况下的评价点成为“3”。
118.评价计算部22基于针对每个加工象限a1~a4的加工经过时间和加工深度之间的对应关系,针对每个加工象限a1~a4对评价点进行计算。评价计算部22针对加工象限a1,基
于加工象限a1中的加工经过时间和加工深度之间的对应关系对与各加工深度相对应的加工时间进行计算。
119.同样地,评价计算部22针对加工象限a2~a4,也基于加工象限a2~a4中的加工经过时间和加工深度之间的对应关系对与加工深度相对应的加工时间进行计算。而且,评价计算部22基于加工象限a1~a4中的加工经过时间,对各加工象限a1~a4的评价点进行计算。
120.图10所示的“ip”、“on”、“off”、“volt”、“jump”、“up”、“dn”及“sv”是加工条件。“ip”是电流峰值,“on”是电流的导通,“off”是电流的休止时间,“volt”是电压值。
121.另外,“jump”是刀具电极e的抬升速度,“up”是使刀具电极e从被加工物17抬升的高度。“dn”是使刀具电极e与被加工物17接近而放电的时间,“sv”是电压值的平均值。
122.例如,“ip”、“on”、“off”、“volt”、“jump”、“up”、“dn”及“sv”的初始值各自设为“10”、“6”、“6”、“100”、“10”、“10”、“10”、“50”。此外,加工条件的初始值可以针对每个加工深度而不同。
123.加工条件修正部24a针对这些初始值,进行基于评价点的加工条件的修正。加工条件修正部24a例如针对评价点为“10”的加工条件,不进行加工条件的修正。另一方面,加工条件修正部24a针对如评价点为“3”那样小的加工条件,对加工条件大幅地进行修正。
124.此外,加工结果评价部16a可以基于作为加工实绩而计算出的加工时间和目标的加工时间即目标时间的比较结果,针对每个加工象限a1~a4对评价点进行计算。
125.图11是用于对由实施方式1所涉及的控制装置计算出的加工时间和评价点之间的关系进行说明的图。在图11中,示出了加工条件、评价点与针对每个加工象限a1~a4的加工时间之间的对应关系。
126.评价计算部22例如针对每个加工条件对加工象限a1~a4的加工时间(分钟)进行计算。在图11所示的例子的情况下,在加工条件q1中,加工象限a1中的加工时间为60分钟,加工象限a2中的加工时间为20分钟。另外,在加工条件q1中,加工象限a3中的加工时间为10分钟,加工象限a4中的加工时间为10分钟。
127.评价计算部22将针对每个加工象限a1~a4的加工时间和针对每个加工象限a1~a4的目标时间进行比较,基于各加工象限a1~a4中的比较结果对评价点进行计算。评价计算部22可以基于实际的加工时间和目标时间的差对评价点进行计算,也可以基于实际的加工时间和目标时间的比例对评价点进行计算。评价计算部22例如作为加工实绩的实际的加工时间和目标时间的差越小的加工象限则赋予越高的评价点。
128.评价计算部22例如基于加工象限a1中的加工时间和加工象限a1中的目标时间的差、加工象限a2中的加工时间和加工象限a2中的目标时间的差、加工象限a3中的加工时间和加工象限a3中的目标时间的差及加工象限a4中的加工时间和加工象限a4中的目标时间的差,对加工条件q1中的评价点进行计算。在图11所示的例子的情况下,加工条件q1中的评价点为“6”。此外,目标时间可以针对每个加工象限a1~a4而不同。另外,目标时间也可以针对每个加工条件而不同。
129.另外,评价计算部22在基于目标时间对评价点进行计算的情况下,也针对每个加工象限a1~a4对评价点进行计算。图12是用于对实施方式1所涉及的控制装置基于目标时间而计算出的针对每个加工象限的评价点进行说明的图。在图12中,示出了加工条件、针对
每个加工象限的评价点、针对每个加工象限a1~a4的目标时间与针对每个加工象限a1~a4的加工时间之间的对应关系。
130.评价计算部22例如针对加工条件q1,将加工象限a1中的目标时间即20分钟和加工象限a1中的实际的加工时间即60分钟进行比较,基于比较结果对加工条件q1中的加工象限a1的评价点进行计算。同样地,评价计算部22对加工条件q1中的加工象限a2~a4的评价点进行计算。
131.加工条件修正部24a针对每个加工象限a1~a4对加工条件进行变更,以使得各加工象限a1~a4的评价点提高。加工条件修正部24a对加工条件进行修正,以使得加工时间接近目标时间。即,加工条件修正部24a在加工时间比目标时间短的情况下,对加工条件进行修正以使得加工时间变长,在加工时间比目标时间长的情况下,对加工条件进行修正以使得加工时间变短。加工条件修正部24a在加工时间比目标时间长的情况下,即在加工速度慢的情况下,例如提高电流峰值。
132.评价输出部26使由评价计算部22计算出的评价点针对每个加工象限a1~a4在显示部13进行显示。另外,加工条件修正部24a使针对每个加工象限a1~a4修正后的加工条件在显示部13进行显示。
133.此外,加工条件修正部24a可以基于针对每个加工时间的评价点对加工条件进行修正。图13是表示实施方式1所涉及的控制装置基于针对每个加工时间的评价点而修正后的加工条件的图。在图13中,示出了加工象限a1~a4的任意者中的加工时间、评价点与修正后的加工条件之间的对应关系。
134.加工时间以特定的时间依次被分隔。在图13中,示出了加工时间以20分钟依次被分隔的情况。加工时间的“0”表示加工经过时间为0分钟至20分钟,该情况下的评价点成为“7”。同样地,加工时间的“20”表示加工经过时间为20分钟至40分钟,该情况下的评价点成为“3”。
135.评价计算部22基于针对每个加工象限a1~a4的加工经过时间和加工深度之间的对应关系,针对每个加工象限a1~a4对评价点进行计算。评价计算部22针对加工象限a1,基于加工象限a1中的加工经过时间和加工深度之间的对应关系对与加工时间相对应的加工深度进行计算。
136.同样地,评价计算部22针对加工象限a2~a4,也基于加工象限a2~a4中的加工经过时间和加工深度之间的对应关系对与加工时间相对应的加工深度进行计算。而且,评价计算部22基于加工象限a1~a4中的加工深度对各加工象限a1~a4的评价点进行计算。在该情况下,加工条件修正部24a基于针对各加工象限a1~a4的每个加工时间的评价点对加工条件进行修正。例如,评价计算部22基于针对每个加工象限的加工深度的比例,对各加工象限a1~a4的评价点进行计算。在该情况下,评价计算部22在加工象限的加工深度相对于其他加工象限的加工深度极端浅的情况下或者极端深的情况下降低评价点。另外,评价计算部22可以基于设为针对每个加工象限a1~a4的目标的加工深度和针对实际的每个加工象限a1~a4的加工深度的差,对各加工象限a1~a4的评价点进行计算。
137.如上所述在实施方式1中,加工结果评价部16a基于加工象限a1~a4的各加工条件,针对每个加工象限a1~a4对加工实绩进行计算,基于加工象限a1~a4的加工实绩对评价点进行计算。因此,能够针对形雕放电加工,针对每个加工象限a1~a4对加工结果合格与
否进行判定。另外,能够考虑复杂地变化的2维平面内的针对每个加工象限a1~a4的加工结果而判定加工结果合格与否。
138.实施方式2.
139.接下来,使用图14至图17对本发明的实施方式2进行说明。在实施方式2中,基于作为加工实绩的加工速度和目标的加工速度即目标速度的比较结果,对加工条件进行修正。
140.图14是表示实施方式2所涉及的控制装置的结构的图。关于图14的各结构要素之中的实现与图2所示的实施方式1的控制装置2同一功能的结构要素标注有同一标号,省略重复的说明。
141.在图14中,在控制装置2的结构要素即加工结果评价部16b、电源控制部15及机械控制部14的基础上,图示出显示部13及加工规格。加工结果评价部16b在加工结果评价部16a的结构要素的基础上,还具有目标速度存储部28和速度差分计算部35。
142.目标速度存储部28针对每个加工条件而存储有针对各加工象限a1~a4的加工的目标速度。速度差分计算部35基于从机械控制部14发送来的位置信息等控制结果,针对每个加工象限a1~a4对作为加工实绩的加工速度进行计算。加工速度是每单位时间加工的加工深度。
143.速度差分计算部35通过与实绩计算部23相同的处理对针对每个加工象限a1~a4的加工时间进行计算。另外,速度差分计算部35从放电加工机1所具有的电动机的编码器等取得实际的加工深度的信息。速度差分计算部35基于所取得的加工深度的信息,对作为加工实绩的加工速度进行计算。并且,速度差分计算部35对作为加工实绩的加工速度和目标速度存储部28所存储的目标速度的差分(以下,称为速度差分)进行计算。在作为加工实绩的加工速度大于目标速度的情况下,速度差分成为正的值,在作为加工实绩的加工速度小于目标速度的情况下,速度差分成为负的值。
144.此外,作为加工实绩的加工速度可以由实绩计算部23进行计算。另外,也可以是实绩计算部23对针对每个加工象限a1~a4的加工时间进行计算,速度差分计算部35对作为加工实绩的加工速度进行计算。
145.速度差分计算部35将计算出的速度差分发送至评价输出部26,在显示部13进行显示。另外,速度差分计算部35将计算出的速度差分发送至评价计算部22。
146.评价计算部22基于针对每个加工象限a1~a4的速度差分,对针对每个加工象限a1~a4的评价点进行计算。评价计算部22是进行评价的加工象限的速度差分越大,则设为越低的评价点。
147.评价计算部22将计算出的评价点发送至评价输出部26,在显示部13进行显示。显示部13例如以图12所示的表形式,针对每个加工象限a1~a4对评价点进行显示。另外,显示部13针对每个加工象限a1~a4对作为加工实绩的加工速度、目标速度及速度差分进行显示。由此即使针对在针对每个加工条件的加工实绩不易产生差异的加工内容,用户也能够准确地进行加工的合格与否判定。
148.另外,评价计算部22将计算出的评价点发送至加工条件修正部24a。加工条件修正部24a基于从评价计算部22发送来的评价点,针对每个加工象限a1~a4对加工条件进行修正。加工条件修正部24a针对每个加工象限a1~a4对加工条件进行修正,以使得各加工象限a1~a4的速度差分接近0。
149.图15是表示通过实施方式2所涉及的放电加工机进行的加工结果的评价处理顺序的流程图。关于图15的各处理之中的与图6所说明的处理相同的处理,标注有同一步骤编号,省略其说明。
150.图15所示的流程图之中的步骤s11至s21为止的处理是与图6所说明的流程图相同的处理。在步骤s21中,实绩计算部23在针对每个加工象限a1~a4计算出加工时间的比例后,由速度差分计算部35针对每个加工象限a1~a4对速度差分进行计算(步骤s31)。
151.然后,加工结果评价部16b执行与图6所说明的步骤s22至s27的处理相同的处理。在图15的步骤s22中,评价计算部22基于各加工象限a1~a4的速度差分对评价点进行计算。评价计算部22例如针对每个加工象限a1~a4对评价点进行计算。另外,在图15的步骤s24中,加工条件修正部24a基于通过速度差分而计算出的评价点对加工条件进行修正。加工条件修正部24a例如基于针对每个加工象限a1~a4的评价点,针对每个加工象限a1~a4对加工条件进行修正。
152.在步骤s27中,显示部13在对加工实绩进行显示后,由显示部13针对每个加工象限a1~a4对速度差分进行显示(步骤s32)。另外,显示部13对由评价计算部22计算出的评价点进行显示(步骤s28)。
153.控制装置2判定是否针对n=n的加工条件而修正了加工条件(步骤s29)。
154.在没有针对n=n的加工条件而修正加工条件的情况下(步骤s29,no),控制装置2设为n=n 1(步骤s30),执行步骤s13至s29的处理。控制装置2如果针对n=n的加工条件而执行了步骤s13至s29的处理(步骤s29,yes),则结束摆动加工的控制。此外,显示部13可以使加工条件、加工实绩、速度差分及评价点以任意的顺序进行显示。
155.显示部13可以对作为加工实绩的加工速度进行图形显示。另外,显示部13可以对加工条件被修正前的加工速度及加工条件被修正后的加工速度进行图形显示。另外,显示部13可以对作为加工实绩的速度差分进行图形显示。另外,显示部13可以对加工条件被修正前的速度差分及加工条件被修正后的速度差分进行图形显示。
156.图16是用于对与由实施方式2所涉及的放电加工机修正后的加工条件相对应的加工速度进行说明的图。图17是用于对与由实施方式2所涉及的放电加工机修正后的加工条件相对应的针对每个加工象限的加工速度进行说明的图。在这里,对以加工速度成为恒定且速度差分成为恒定的方式修正加工条件的情况进行说明。
157.图16所示的图形51是与图9所示的图形相同的图形。图16所示的图形51、52的横轴是加工经过时间,纵轴是加工深度。另外,图16所示的图形61、62是横轴为加工深度,纵轴为速度差分。
158.在图形51中,示出了加工条件被修正前的加工经过时间和加工深度之间的对应关系即加工速度信息71。在图形52中,示出了加工条件被修正后的加工经过时间和加工深度之间的对应关系即加工速度信息72。
159.加工速度信息71、72是每单位时间被加工的加工深度的信息。在加工速度成为恒定且速度差分成为恒定的情况下,加工深度与加工经过时间成正比。在加工速度信息71中,加工深度不与加工经过时间成正比。
160.在图形61中,示出了加工条件被修正前的加工深度和速度差分之间的对应关系即速度差分信息81。在图形62中,示出了加工条件被修正后的加工深度和速度差分之间的对
应关系即速度差分信息82。
161.在速度差分信息81、82中,针对加工区域a0的加工深度的每块而示出了速度差分。加工深度的各块(以下,称为深度块)示出了从某加工深度至某加工深度为止的范围。在各深度块,示出了加工区域a0的速度差分。例如,在速度差分信息81、82中,如加工深度从2mm至4mm为止的深度块中的速度差分、加工深度从4mm至6mm为止的深度块中的速度差分所示,示出了针对2mm幅度的深度块的速度差分。
162.图形61中的纵轴的“0”是通过修正前的加工条件进行了加工的情况下的速度差分的预测值。即,在通过修正前的加工条件进行了加工的情况下,速度差分的预测值为“0”。换言之,在通过修正前的加工条件进行了加工的情况下,加工速度与目标速度变得相同。在实际的加工中,如图形61所示,有时在加工开始时和加工结束时速度差分成为正,在加工中速度差分成为负。
163.图形62中的纵轴的“0”是通过修正后的加工条件进行了加工的情况下的速度差分的预测值。即,在通过修正后的加工条件进行了加工的情况下,速度差分的预测值为“0”。在实际的加工中,如图形62所示,速度差分大多不成为0。
164.加工条件修正部24a针对在速度差分信息81中速度差分成为正的加工深度,对加工条件进行修正以使得加工速度变慢。另一方面,加工条件修正部24a针对在速度差分信息81中速度差分成为负的加工深度,对加工条件进行修正以使得加工速度变快。
165.加工条件修正部24a对与图形51相对应的加工条件进行修正,由此加工速度信息71成为加工速度信息72,速度差分信息81成为速度差分信息82。如速度差分信息81所示,加工条件被修正前的速度差分与速度差分的预测值的差大。如速度差分信息82所示,加工条件被修正后的速度差分与加工条件被修正前相比,与速度差分的预测值的差变小。
166.加工条件修正部24a重复加工条件的修正以使得速度差分接近“0”。即,加工条件修正部24a针对在速度差分信息82中速度差分成为正的加工深度,对加工条件进行修正以使得加工速度变慢。另一方面,加工条件修正部24a针对在速度差分信息82中速度差分成为负的加工深度,对加工条件进行修正以使得加工速度变快。
167.由此,实际的速度差分接近速度差分的预测值。控制装置2不断修正加工条件以使得速度差分的预测值成为0,因此通过重复加工条件的修正,从而实际的速度差分不断接近0。即,实际的加工速度不断接近目标速度。显示部13对图形51、52、61、62进行显示。
168.图17所示的图形53是与图16所示的图形相同的图形。图17所示的图形53、54的横轴是加工经过时间,纵轴是加工深度。另外,图17所示的图形63、64是横轴为加工深度,纵轴为速度差分。
169.在图形53中,示出了加工条件被修正前的加工经过时间和加工深度之间的对应关系即加工速度信息73。在图形54中,示出了加工条件针对每个加工象限a1~a4被修正后的加工经过时间和加工深度之间的对应关系即加工速度信息74。
170.加工速度信息73、74是每单位时间被加工的加工深度的信息。在加工速度信息73中,加工深度与加工经过时间不成正比。
171.在图形63中,示出了加工条件被修正前的加工深度和速度差分之间的对应关系即速度差分信息83。在图形64中,示出了加工条件针对每个加工象限a1~a4被修正后的加工深度和速度差分之间的对应关系即速度差分信息84。
172.在速度差分信息83、84中,针对各加工象限a1~a4的每个深度块而示出了速度差分。在各深度块,示出了针对每个加工象限a1~a4的速度差分即4个速度差分。
173.各深度块所示的左端的柱状图是加工象限a1的速度差分,各深度块所示的从左侧起第2个柱状图是加工象限a2的速度差分。另外,各深度块所示的从左侧起第3个柱状图是加工象限a3的速度差分,各深度块所示的右端的柱状图是加工象限a4的速度差分。
174.图形63中的纵轴的“0”是通过修正前的加工条件进行了加工的情况下的速度差分的预测值。即,在通过修正前的加工条件进行了加工的情况下,速度差分的预测值为“0”。在实际的加工中,如图形63所示,有时在特定的深度块的特定的加工象限,速度差分成为正或者负。
175.图形64中的纵轴的“0”是针对每个加工象限a1~a4对加工条件进行修正后的速度差分的预测值。即,在通过修正后的加工条件进行了加工的情况下,速度差分的预测值为“0”。在实际的加工中,如图形64所示,大多是速度差分不成为0。
176.加工条件修正部24a针对在速度差分信息83中速度差分成为正的深度块的加工象限,对加工条件进行修正以使得加工速度变慢。另一方面,加工条件修正部24a针对在速度差分信息83中速度差分成为负的深度块的加工象限,对加工条件进行修正以使得加工速度变快。
177.加工条件修正部24a针对每个加工象限a1~a4对与图形53相对应的加工条件进行修正,由此加工速度信息73成为加工速度信息74,速度差分信息83成为速度差分信息84。如速度差分信息83所示,加工条件被修正前的速度差分与速度差分的预测值的差大。如速度差分信息84所示,针对每个加工象限a1~a4将加工条件修正后的速度差分与加工条件被修正前相比,与速度差分的预测值的差变小。
178.加工条件修正部24a针对每个加工象限a1~a4而重复加工条件的修正以使得速度差分接近“0”。由此,实际的速度差分接近速度差分的预测值。控制装置2不断修正加工条件以使得速度差分的预测值成为0,因此通过针对每个加工象限a1~a4而重复加工条件的修正,从而各加工象限a1~a4中的实际的速度差分也不断接近0。显示部13对图形53、54、63、64进行显示。
179.如上所述,在实施方式2中,加工结果评价部16b基于作为加工实绩的加工速度和目标速度的比较结果,对加工条件进行修正,因此能够将形雕放电加工的加工条件修正为与目标速度相对应的加工条件。另外,加工结果评价部16b针对每个加工象限a1~a4对加工条件进行修正,因此能够针对每个加工象限a1~a4而导出能够实现目标的加工的加工条件。
180.实施方式3.
181.接下来,使用图18对本发明的实施方式3进行说明。在实施方式3中,加工条件修正部具有机器学习装置,机器学习装置基于实际的加工所使用的加工条件和通过实际的加工取得的加工实绩,针对每个加工象限a1~a4对实现目标的加工的能够加工条件进行学习。在本实施方式中,对加工实绩是加工时间的情况进行说明。此外,在下面的说明中,有时将加工时间和目标时间的差分称为时间差分。在加工时间比目标时间长的情况下,时间差分是正的值,在加工时间小于或等于目标时间的情况下,时间差分是负的值。
182.图18是表示实施方式3所涉及的控制装置的结构的图。关于图18的各结构要素之
中的实现与图2所示的实施方式1的控制装置2同一功能的结构要素标注有同一标号,省略重复的说明。
183.在图18中,在控制装置2的结构要素即加工结果评价部16c、电源控制部15及机械控制部14的基础上,还图示出显示部13及加工规格。加工结果评价部16c与加工结果评价部16a相比较,取代加工条件修正部24a而具有加工条件修正部24b。
184.加工条件修正部24b具有机器学习装置29和意图决定部33。机器学习装置29具有学习部30和状态观测部40。状态观测部40从评价计算部22取得针对每个加工象限a1~a4的评价点。由状态观测部40取得的评价点是加工条件修正前的评价点及加工条件修正后的评价点。另外,状态观测部40从机械控制部14取得针对每个加工象限a1~a4的位置条件,从电源控制部15取得针对每个加工象限a1~a4的电力条件。即,状态观测部40从机械控制部14及电源控制部15取得针对每个加工象限a1~a4的加工条件。由状态观测部40取得的加工条件是加工条件修正前的加工条件及加工条件修正后的加工条件。状态观测部40对取得的针对每个加工象限a1~a4的评价点及取得的针对每个加工象限a1~a4的加工条件进行观测而作为状态变量,发送至学习部30。
185.学习部30按照状态变量,针对每个加工象限a1~a4对下一次使用的加工条件进行学习。即,学习部30针对每个加工象限a1~a4对时间差分变小即评价点变高的加工条件进行学习。具体地说,学习部30按照基于包含加工条件和评价点在内的状态变量而创建的数据集,对下一个加工条件即行动进行学习。
186.学习部30具有函数更新部31和回报计算部32。回报计算部32基于状态变量对回报进行计算。即,回报计算部32基于加工条件及评价点对加工条件的回报进行计算。回报计算部32是评价点越高则使加工条件的回报越增大。即,作为回报计算部32,将加工条件修正前和修正后的评价点进行比较,对评价点高的加工条件赋予高回报。
187.函数更新部31存储有用于决定行动的函数,基于回报对用于决定行动的函数进行更新。用于决定行动的函数的例子是后面记述的行动价值函数q(s
t
,a
t
)。本实施方式的函数更新部31在放电加工机1每次进行放电加工时,以决定评价点变高的加工条件的方式对行动价值函数q(s
t
,a
t
)进行更新。函数更新部31将计算出的行动发送至意图决定部33。
188.即,放电加工机1通过某加工条件执行放电加工,与评价点的大小相应地将加工条件之中的特定项目以特定值变更。此外,状态观测部40可以对加工条件及时间差分进行观测而作为状态变量。在该情况下,学习部30按照基于包含加工条件和时间差分在内的状态变量而创建的数据集,对下一个加工条件即行动进行学习。
189.机器学习装置29在评价点低于基准值的情况下,对加工条件进行修正以使得评价点超过基准值。例如,机器学习装置29在时间差分为负的值的情况下,将对加工条件之中的加工时间造成影响的项目的数值提高特定值以使得加工时间变长。另一方面,机器学习装置29在时间差分为正的值的情况下,将对加工条件之中的加工时间造成影响的项目的数值提高特定值以使得加工时间变短。机器学习装置29对这些处理进行重复学习,利用学习的结果对下一个放电加工进行控制。如上所述,机器学习装置29不断对加工条件进行学习,以使得加工时间接近目标时间。
190.意图决定部33使用通过函数更新部31更新后的行动价值函数q(s
t
,a
t
),即训练好的模型对行动进行计算。具体地说,意图决定部33如果被输入评价点和通过状态观测部40
观测到的加工条件,则使用行动价值函数q(s
t
,a
t
),以与当前的评价点相比评价点变高的最佳的修正后的加工条件进行计算。意图决定部33将计算出的行动即加工条件发送至加工条件存储部25及评价输出部26。在该情况下,加工条件存储部25对由学习部30学习到的加工条件进行存储,评价输出部26使由学习部30学习到的加工条件在显示部13进行显示。如果加工条件处于容许范围外,则意图决定部33不将加工条件发送至加工条件存储部25,而是发送至评价输出部26。在该情况下评价输出部26也使由学习部30学习到的加工条件在显示部13进行显示。
191.此外,用户可以判定是否容许由函数更新部31计算出的加工条件。在该情况下,意图决定部33按照由用户输入至加工结果评价部16c的指示(容许的指示或者不容许的指示),决定是否容许加工条件。
192.在这里对学习部30所涉及的行动的学习处理进行说明。学习部30所使用的学习算法可以是任意的学习算法。在这里,对在学习算法应用强化学习(reinforcement learning)的情况进行说明。强化学习是某环境内的行动主体即智能体对通过状态变量表示的当前的状态进行观测,基于观测结果而决定应该采取的行动。智能体通过对行动进行选择而从环境得到回报,通过一系列的行动对回报得到最多的对策进行学习。作为强化学习的代表方法,已知q学习(q-learning)及td学习(td-learning)。例如,在q学习的情况下,行动价值函数q(s
t
,a
t
)的通常的更新式(行动价值表)通过下面的式(1)表示。即,行动价值表的一个例子是式(1)的行动价值函数q(s
t
,a
t
)。
193.【式1】
[0194][0195]
在式(1)中,s
t
表示时刻t的环境,a
t
表示时刻t的行动。通过行动a
t
,环境变为s
t 1
。r
t 1
表示通过其环境的变化而带来的回报,γ表示折扣率,α表示学习系数。在应用q学习的情况下,下一个加工条件成为行动a
t
。
[0196]
通过式(1)表示的更新式是如果时刻t 1的最好的行动a的行动价值大于在时刻t执行的行动a的行动价值q则增大行动价值q,在相反的情况下减小行动价值q。换言之,以使时刻t的行动a的行动价值q与时刻t 1的最好的行动价值接近的方式对行动价值函数q(s
t
,a
t
)进行更新。由此,某环境中的最好的行动价值依次不断传播为其以前的环境中的行动价值。
[0197]
例如,放电加工机1通过修正前的加工条件进行加工,对控制装置2修正前的加工条件中的评价点(在这里设为第1评价点)进行计算。并且,控制装置2基于第1评价点对加工条件进行修正,放电加工机1通过修正后的加工条件进行加工,对控制装置2修正后的加工条件中的评价点(在这里设为第2评价点)进行计算。在该情况下,如果第2评价点高于第1评价点,则回报计算部32相对于修正后的加工条件使回报增大。此时,回报计算部32针对修正后的加工条件,例如赋予“1”的回报。另一方面,如果第2评价点小于第1评价点,则回报计算部32相对于修正后的加工条件使回报减小。此时,回报计算部32针对修正后的加工条件,例如赋予“-1”的回报。回报计算部32例如在评价点为最高点时,将回报设为最大回报。回报计算部32将计算出的回报发送至函数更新部31。
[0198]
函数更新部31按照由回报计算部32计算出的回报对用于决定行动的函数进行更
新。例如在q学习的情况下,通过式(1)表示的行动价值函数q(s
t
,a
t
)是用于对行动进行计算的函数,通过函数更新部31进行更新。
[0199]
此外,加工实绩可以是针对每个加工象限a1~a4的实际的加工时间比率和目标的加工时间比率的差分,也可以是针对每个加工象限a1~a4的实际的加工深度和目标的加工深度的差分。另外,加工实绩也可以是针对每个加工象限a1~a4的实际的加工速度和目标的加工速度的差分。
[0200]
此外,也可以将实施方式3所说明的加工条件修正部24b应用于实施方式2所说明的加工结果评价部16b。图19是表示实施方式3所涉及的控制装置的另一结构例的图。关于图19的各结构要素之中的实现与实施方式1、2所说明的控制装置2同一功能的结构要素标注有同一标号,省略重复的说明。
[0201]
在图19中,在控制装置2的结构要素即加工结果评价部16d、电源控制部15及机械控制部14的基础上,还图示出显示部13及加工规格。加工结果评价部16d与加工结果评价部16b相比较,取代加工条件修正部24a而具有加工条件修正部24b。加工结果评价部16d的加工条件修正部24b也与加工结果评价部16c的加工条件修正部24b同样地,具有意图决定部33及机器学习装置29。
[0202]
加工结果评价部16d的机器学习装置29也与加工结果评价部16c的机器学习装置29同样地,基于通过实际的加工而取得的加工实绩,针对每个加工象限a1~a4对能够实现目标的加工的加工条件进行学习。
[0203]
在本实施方式中,对机器学习装置29利用强化学习进行机器学习的情况进行了说明,但机器学习装置29也可以按照其他公知的方法,例如神经网络、遗传编程、功能逻辑编程、支持向量机等执行机器学习。
[0204]
如上所述在实施方式3中,机器学习装置29对加工条件及评价点进行观测而作为状态变量,按照基于状态变量而创建的数据集,针对每个加工象限a1~a4对评价点变高的加工条件进行学习。因此,机器学习装置29能够针对每个加工象限a1~a4对能够实现目标的加工的加工条件进行学习。
[0205]
在这里,对加工结果评价部16a~16d的硬件结构进行说明。图20是表示实施方式1至3所涉及的控制装置所具有的加工结果评价部的硬件结构例的图。此外,加工结果评价部16a~16d具有相同的硬件结构,因此在这里对加工结果评价部16a的硬件结构进行说明。
[0206]
加工结果评价部16a能够通过图20所示的输入装置151、处理器152、存储器153及输出装置154实现。处理器152的例子是cpu(也称为central processing unit、中央处理装置、处理装置、运算装置、微处理器、微型计算机、处理器、dsp(digital signal processor))或者系统lsi(large scale integration)。存储器153的例子是ram(random access memory)、rom(read only memory)。
[0207]
加工结果评价部16a是处理器152将加工结果评价程序读出并执行而实现的,该加工结果评价程序由存储器153存储,用于执行加工结果评价部16a的动作,可由计算机执行。用于执行加工结果评价部16a的动作的程序即加工结果评价程序可以说使计算机执行加工结果评价部16a的顺序或者方法。
[0208]
由加工结果评价部16a执行的加工结果评价程序成为包含评价计算部22、实绩计算部23和加工条件修正部24a在内的模块结构,它们载置于主存储装置上,它们在主存储装
置上生成。
[0209]
存储器153被用作由处理器152执行各种处理时的暂时存储器。存储器153例如对加工结果评价程序、加工条件等进行存储。输出装置154将加工实绩、评价点、加工条件等输出至显示部13等外部装置。
[0210]
加工结果评价程序可以通过可安装的形式或者可执行的形式的文件存储于计算机可读取的存储介质而作为计算机程序产品被提供。另外,加工结果评价程序也可以经由互联网等网络而提供给加工结果评价部16a。
[0211]
此外,关于加工结果评价部16a的功能,也可以将一部分通过专用电路等专用的硬件实现,将一部分通过软件或者固件实现。另外,也可以将控制装置2设为与加工结果评价部16a相同的硬件结构。
[0212]
以上的实施方式所示的结构,表示本发明的内容的一个例子,也能够与其他公知技术进行组合,在不脱离本发明的主旨的范围,也能够对结构的一部分进行省略、变更。
[0213]
标号的说明
[0214]
1放电加工机,2控制装置,12驱动部,13显示部,14机械控制部,15电源控制部,16a~16d加工结果评价部,17被加工物,18平台,19底座,21输入部,22评价计算部,23实绩计算部,24a、24b加工条件修正部,25加工条件存储部,26评价输出部,27加工条件输出部,28目标速度存储部,29机器学习装置,30学习部,31函数更新部,32回报计算部,33意图决定部,35速度差分计算部,40状态观测部,151输入装置,152处理器,153存储器,154输出装置,a0加工区域,a1~a4加工象限,c中心位置,e刀具电极。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。