1.本发明涉及轴承油膜厚度测量领域,具体涉及一种圆柱滚子轴承油膜厚度测量装置及测量方法。
背景技术:
2.滚动轴承作为工业关节,广泛应用于各类旋转机械系统中,其运行性能稳定性与滚子和内外圈间的润滑状态密切相关。滚动轴承接触区域内的润滑油膜厚度可直观反映轴承的润滑接触状态。目前,基于刚度等效的超声法广泛应用于滚动轴承亚微米级油膜厚度测量试验研究中。在实际测试过程中,超声探头接收的回波信号反应的是接触界面声波反射区域的平均声压变化,称为探头的平均效应。考虑到滚动轴承滚动体与外圈实际接触区域十分狭小,为减少平均效应对超声测量结果的影响,现有的在线膜厚测量主要采用水浸式高频聚焦探头。然而,水浸式聚焦探头实际应用过程中,不仅需要将焦点对准接触界面导致安装固定十分困难,同时耦合剂水的使用也极易产生密封泄露、蒸发气泡阻碍超声传播、环境腐蚀等问题。因此,基于水浸式聚焦探头的滚动轴承膜厚测试目前仍只能应用于试验室环境中,难以真正应用于实际的工业现场环境。
3.针对实际工业现场的安装需求和环境条件,本发明采用安装方便、耦合剂适应性良好的非聚焦式超声直探头替代传统的水浸式聚焦探头,用于滚动轴承膜厚在线测量。然而,直探头声场发散的特点使得其空间分辨率不足,平均效应相对聚焦探头显著增大,导致膜厚测量结果误差也较大,难以满足实际测试需求。因此,直探头虽可应用于实际工业现场环境,但其空间分辨率差,“平均”效应不可忽略,需要重点研究解决由此带来的膜厚测量结果误差较大的问题。
技术实现要素:
4.为解决以上技术问题,本发明的目的在于提供一种圆柱滚子轴承油膜厚度测量装置及测量方法,该方法通过使用安装方便、耦合剂适应性良好的非聚焦式超声直探头替代传统的水浸式聚焦探头,满足工业现场的安装及环境需求,通过建立一种基于直探头有效测量区域占比的与空间分辨率相关的修正系数,对超声测量结果进行修正,减少回波反射区域声压平均效应对测量结果的影响,提高测量结果的空间分辨率和精度,为膜厚超声测量技术在实际工业环境下的轴承测试应用提供了技术手段。
5.为了达到上述目的,本发明采用以下技术方案予以解决。
6.(一)一种圆柱滚子轴承油膜厚度测量装置,包括:非聚焦式超声波传感器、固定支架和超声脉冲发射接收驱动装置;所述非聚焦式超声波传感器包含直探头;
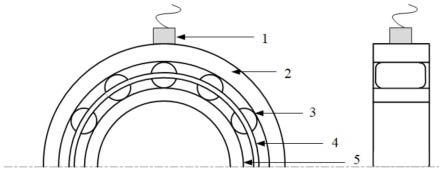
7.参考图2,图2为超声传感器的直探头安装位置示意图,其中,1为超声传感器直探头,2为轴承外圈,3为圆柱滚子,4为保持架,5为轴承内圈。所述固定支架用于将直探头1垂直固定在待测的圆柱滚子轴承外圈2外表面,直探头与圆柱滚子轴承外圈外表面之间设置有耦合剂,所述直探头与所述超声脉冲发射接收驱动装置电连接。
8.(二)一种圆柱滚子轴承油膜厚度测量方法,基于圆柱滚子轴承油膜厚度测量装置,包括以下步骤:
9.步骤1,根据待测圆柱滚子轴承型号和圆柱滚子轴承的工况条件,确定非聚焦式超声波传感器的几何尺寸和工作参数、超声脉冲发射接收驱动装置的驱动脉冲发射重复频率和耦合剂的使用温度;
10.所述非聚焦式超声波传感器的几何尺寸包括直探头直径,其中,直探头直径<轴承外圈宽度;
11.所述非聚焦式超声波传感器的工作参数包括:中心频率、工作温度,其中,中心频率≥10mhz,工作温度>圆柱滚子轴承在规定工况下轴承外圈的最高温度;
12.所述超声脉冲发射接收驱动装置的驱动脉冲发射重复频率应满足:圆柱滚子轴承在最大转速下,两次脉冲发射间隔时间内的直探头相对移动距离<直探头实际接收的反射区域宽度;
13.所述耦合剂的使用温度>圆柱滚子轴承在设定工况下轴承外圈的最高温度;
14.步骤2,在直探头上涂抹耦合剂,并通过固定支架垂直安装至轴承外圈外表面;将直探头与超声脉冲发射接收驱动装置电连接;
15.步骤3,计算第一工况下未修正实测中心油膜厚度h;
16.步骤4,计算第一工况下的理论油膜厚度hc',作为未修正实测中心油膜厚度的对比值;
17.步骤5,重复步骤3获取相同转速和重复频率下的第二工况和第三工况下未修正实测中心油膜厚度,构成未修正实测中心油膜厚度矩阵m;重复步骤4获取第二工况和第三工况下理论油膜厚度,构成理论油膜厚度矩阵t;
18.步骤6,确定基于直探头有效测量区域占比的平均效应修正系数xs;
19.步骤7,通过平均效应修正系数xs,获得任意工况下修正后实测中心油膜厚度hc,计算公式为:
20.hc=xs·h21.式中,hc为修正后实测中心油膜厚度,h为未修正实测中心油膜厚度,xs为平均效应修正系数。
22.进一步的,计算未修正实测中心油膜厚度包含以下子步骤:
23.子步骤4.1,超声脉冲发射接收驱动装置输出激励脉冲,驱动超声换能器并接收接触界面的反射回波;反射回波经放大器放大反射信号,通过示波器或采集卡进行采集、显示及存储;
24.子步骤4.2,提取反射回波信号峰值,并结合钢-油界面参考信号,获取接触界面的反射率,基于弹簧刚度等效模型公式,计算未修正实测中心油膜厚度h,计算公式为:
[0025][0026]
其中,ρ0为润滑油密度,c0为润滑油中声速,ρ为轴承钢的密度,c为轴承钢中声速,z为轴承钢的声阻抗,其中z=ρc;r为超声信号反射系数。
[0027]
进一步的,步骤5中,获取理论油膜厚度选用dowson拟合中心膜厚公式:
[0028]
hc'=3.533α
0.54
(η0u)
0.7
e'-0.03rx0.43
(q/l)-0.13
[0029]
或者杨沛然拟合中心膜厚公式:
[0030]
hc'=11.9α
0.4
(η0u)
0.74
e'-0.14rx0.46
(q/l)-0.2
[0031]
式中,α为润滑油粘压系数;η0为润滑油在大气压下的动力粘度;u为卷吸速度;e'为材料综合弹性模量;r
x
为外滚道当量曲率半径;q为接触应力;l为滚子有效长度。
[0032]
进一步的,步骤6中,计算平均效应修正系数xs的计算公式为:
[0033][0034]
其中,d
p
为超声直探头的实际测量区域直径;dr为相邻测量区域之间的距离;vr为圆柱滚子轴承的滚动体公转速度;fr为超声波重复频率;dj为直探头晶振的宽度或者直径;m为比例系数,m=dj/d
p
。
[0035]
更进一步的,根据步骤5获取的未修正实测中心油膜厚度矩阵m,和理论油膜厚度矩阵t,采用以下公式得到修正后实测中心油膜厚度与理论油膜厚度的相对误差δ:
[0036][0037]
当δ最小时,对应的m为实际比例系数。
[0038]
进一步的,步骤7中,得到任意工况下的修正后实测中心油膜厚度hc,计算公式为:
[0039][0040]
本发明的有益效果为:本发明为工业现场环境下的滚动轴承油膜厚度的检测提供了切实可行的实验手段,有效改善了超声检测方法在滚动轴承膜厚测量中对超声探头使用的局限性,最大限度减少了平均效应对测量结果的影响,提高了测量结果的空间分辨率。在实现功能的同时,本发明更是具备了以下特点:第一,对测量的目标滚动轴承工作环境无任何特殊要求;第二,本发明测量中,不会对滚动轴承进行破坏加工,属于无损检测,不会影响轴承的运行性能;第三,本发明提出的基于探头有效测量区域占比的修正系数,不仅可用于直探头膜厚测量中的平均效应修正和空间分辨率提升,也可用于直探头在其他参量测量中的平均效应修正和空间分辨率提升。第四,本发明提出的基于探头有效测量区域的修正系数,不仅可用于直探头平均效应修正,也可用于聚焦探头的平均效应修正。第五,本发明使基于超声的膜厚测量方法能应用于实际工业环境下的各类滚动轴承膜厚测量,可以更加准确的获取轴承的实际润滑状态,进而指导轴承润滑工业设计及应用,避免由于轴承润滑不良而造成的机器损坏、财产损失和人员伤害。
附图说明
[0041]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
[0042]
图1为本发明中直探头“平均”效应原理示意图。
[0043]
图2是本发明中超声传感器的直探头安装位置示意图。
[0044]
图3是本发明中直探头超声测量模型图。
[0045]
图4是本发明中修正前定转速变载荷下油膜厚度测量结果图。
[0046]
图5是本发明中修正后定转速变载荷下油膜厚度测量结果图。
[0047]
图6是本发明中修正后定载荷变转速下油膜厚度测量结果图。
[0048]
在以上图中:1直探头,2轴承外圈,3圆柱滚子,4保持架,5轴承内圈。
具体实施方式
[0049]
为了使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
[0050]
在以下描述中阐述了具体细节以便于充分理解本发明。但是本发明能够以多种不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广。因此本发明不受下面公开的具体实施方式的限制。
[0051]
(一)请参考图1和图2,一种圆柱滚子轴承油膜厚度测量装置,包括:非聚焦式超声波传感器1、固定支架和超声脉冲发射接收驱动装置;所述非聚焦式超声波传感器包含直探头;待测圆柱滚子轴承包括外圈2、圆柱滚子3、保持架4和内圈5。固定支架用于将直探头垂直固定在待测的圆柱滚子轴承的外圈外表面,直探头与圆柱滚子轴承外圈外表面之间填充耦合剂,所述直探头与所述超声脉冲发射接收驱动装置电连接。参考图1,图1为直探头“平均”效应原理示意图。
[0052]
(二)一种圆柱滚子轴承油膜厚度测量方法,包括以下步骤:
[0053]
步骤1,根据待测圆柱滚子轴承型号和圆柱滚子轴承的工况条件,确定非聚焦式超声波传感器的几何尺寸和工作参数、超声脉冲发射接收驱动装置的驱动脉冲发射重复频率和耦合剂的使用温度;
[0054]
所述非聚焦式超声波传感器的几何尺寸包括直探头直径,其中,直探头直径<轴承外圈宽度;
[0055]
所述非聚焦式超声波传感器的工作参数包括:中心频率、工作温度,其中,中心频率≥10mhz,工作温度>圆柱滚子轴承在规定工况下轴承外圈的最高温度;
[0056]
所述超声脉冲发射接收驱动装置的驱动脉冲发射重复频率应满足:圆柱滚子轴承在最大转速下,两次脉冲发射间隔时间内的直探头相对移动距离<直探头实际接收的反射区域宽度;
[0057]
所述耦合剂的使用温度>圆柱滚子轴承在设定工况下轴承外圈的最高温度;
[0058]
步骤2,在直探头上涂抹耦合剂,并通过固定支架垂直安装至轴承外圈外表面;将直探头与超声脉冲发射接收驱动装置电连接;
[0059]
步骤3,计算第一工况下未修正实测中心油膜厚度h;具体的,步骤3包含以下两个子步骤:
[0060]
子步骤3.1,超声脉冲发射接收驱动装置输出激励脉冲,驱动超声换能器并接收接触界面的反射回波;反射回波经放大器放大反射信号,通过示波器或采集卡进行采集、显示及存储;
[0061]
子步骤3.2,提取反射回波信号峰值,并结合钢-油界面参考信号,获取接触界面的反射率,基于弹簧刚度等效模型公式,计算未修正实测中心油膜厚度h,计算公式为:
[0062][0063]
其中,ρ0为润滑油密度,c0为润滑油中声速,ρ为轴承钢的密度,c为轴承钢中声速,z为轴承钢的声阻抗,其中z=ρc;r为超声信号反射系数。
[0064]
步骤4,计算第一工况下的理论油膜厚度hc',作为未修正实测中心油膜厚度的对比值;具体的,计算理论油膜厚度hc'可选用dowson拟合中心膜厚公式:
[0065]
hc'=3.533α
0.54
(η0u)
0.7
e'-0.03rx0.43
(q/l)-0.13
[0066]
或者杨沛然拟合中心膜厚公式:
[0067]
hc'=11.9α
0.4
(η0u)
0.74
e'-0.14rx0.46
(q/l)-0.2
[0068]
式中,α为润滑油粘压系数;η0为润滑油在大气压下的动力粘度;u为卷吸速度;e'为材料综合弹性模量;r
x
为外滚道当量曲率半径;q为接触应力;l为滚子有效长度。
[0069]
步骤5,重复步骤3获取相同转速和重复频率下的第二工况和第三工况下未修正实测中心油膜厚度,构成未修正实测中心油膜厚度矩阵m;重复步骤4获取第二工况和第三工况下理论油膜厚度,构成理论油膜厚度矩阵t;
[0070]
步骤6,确定基于直探头有效测量区域占比的平均效应修正系数xs;计算平均效应修正系数xs的计算公式为:
[0071][0072]
其中,d
p
为超声直探头的实际测量区域直径;dr为相邻测量区域之间的距离;vr为圆柱滚子轴承的滚动体公转速度;fr为超声波重复频率;dj为直探头晶振的宽度或者直径;m为比例系数,
[0073]
参考图3,直探头主要为圆形或者方形,本实施例中,直探头选择方形,其实际测量区域,即接收到的接触界面回波反射区域也为方形,定义该实际测量区域沿滚子运动方向的宽度为d
p
。直探头以一定的重复频率发射超声脉冲,并接收该测量区域的反射回波。当圆柱滚子以一定速度经过直探头下方时,根据相对运动原理,可假设圆柱滚子不动,直探头以一定速度从接触区域上方转过。实际测量中,由于直探头发射声场范围大,故其实际测量区域相对于聚焦探头也更大。因此,在一定的重复频率和转速下,实际两次回波反射区域可能会发生重叠。此时,相邻测量区域之间的距离,为直探头相对移动距离dr,该距离由滚动轴承的滚动体公转速度vr和超声波重复频率fr共同决定,如下:
[0074][0075]
在上述重叠情况下,回波声压的幅值反应的是整个反射区域的平均值,但相邻两次回波声压幅值的变化与相对移动距离dr直接相关。因此,本实施例将移动距离dr对应的区域定义为探头的有效测量区域。对于直探头而言,实际测量区域直径dp,即有效接收到的接触界面回波反射区域,与直探头晶振的宽度或者直径dj成正比,假设其比例系数为
实际轴承测试环境下,该比例系数m与轴承外圈曲率、厚度、表面粗糙度等相关因素直接相关。此时,基于探头有效测量区域占比,提升空间分辨率,进而减少平均效应影响的修正系数可写为
[0076][0077]
该修正系数中dj、vr和fr可分别根据探头参数及试验条件参数快速确定。当直探头和被测圆柱滚子轴承确定时,dj和d
p
均为定值,因此,m也为定值。
[0078]
实际测量中,dj可直接测量探头得到,但d
p
较难直接获取,导致m难以直接获取。此时,根据步骤5获取的未修正实测中心油膜厚度矩阵m,和理论油膜厚度矩阵t,采用以下公式得到修正后实测中心油膜厚度与理论油膜厚度的相对误差δ:
[0079][0080]
当δ最小时,对应的m为实际比例系数,本实施例中m取整后等于8。
[0081]
步骤7,代入步骤6中平均效应修正系数xs,得到任意工况下的修正后实测中心油膜厚度hc,计算公式为:
[0082][0083]
参考图4、图5和图6,图4是本发明中修正前定转速变载荷下油膜厚度测量结果图,图5是本发明中修正后定转速变载荷下油膜厚度测量结果图,图6是本发明中修正后定载荷变转速下油膜厚度测量结果图。
[0084]
虽然,本说明书中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员是显而易见的。因此,在不偏离本发明的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。