1.本实用新型涉及一种多流矫直机型钢编组系统,特别适用于角钢、槽钢、h型钢、工字钢等各类型钢的多流矫直后的自动编组,属于冶金行业型钢轧制的后精整设备技术领域。
背景技术:
2.轧制好的型钢经矫直后,需进行编组后再进行剪切,以提高剪切效率。目前的型钢矫直、编组主要有两种方式:一种方式是型钢单支矫直后编组,然后由辊道运输至锯机裁切;另一种方式是型钢成排矫直(多流矫直机)后直接进入锯机裁切。此两种方式都在一定程度上限制了型钢后精整的效率,使得后精整与轧机的产能不匹配,即精整产能远低于轧制产能,进而影响轧钢系统的产量。
技术实现要素:
3.本实用新型目的是提供一种多流矫直机型钢编组系统,与多流矫直机配合使用,完成型钢的多流矫直编组,然后运至锯机处裁切,提高剪切效率,解决背景技术中存在的问题。
4.本实用新型的技术方案是:
5.一种多流矫直机型钢编组系统,包含输入辊道、1#升降链条机一、1#编组链条机一、2#编组链条机二、预存放台架、2#升降链条机二和输出辊道,输入辊道和输出辊道平行布置,输入辊道承接多流矫直机矫直后的多支型钢,输出辊道将成组后的型钢输送至锯切工序,输出辊道的宽度大于输入辊道,在输入辊道和输出辊道之间按照型钢的运行方向依次设有1#升降链条机一、1#编组链条机一、2#编组链条机二、预存放台架和2#升降链条机二。
6.所述1#升降链条机一包含传送链轮、传送链条和摆臂升降机构,所述摆臂升降机构位于1#升降链条机一靠近1#编组链条机一的一端,它包含升降油缸、摆臂一、摆臂二和升降臂,升降油缸与摆臂一的一端驱动连接,摆臂一的另一端与摆臂二的一端铰接,摆臂二的另一端与升降臂的一端相连接,升降臂的另一端与1#升降链条机一的机架相连接;所述1#编组链条机一为水平输送链条,2#编组链条机二包含左右两部分,2#编组链条机二的左部分为与1#编组链条机一相配合的水平输送链条,2#编组链条机二的右部分为与预存放台架相配合的升降链条;2#升降链条机二的结构与1#升降链条机一的结构相同。
7.所述2#升降链条机二设置在预存放台架及输出辊道之间,将型钢运送至输出辊道上。
8.采用本实用新型,多流矫直机每次矫直多支型钢,矫直后进入编组输入辊道,由1#升降链条机一运至1#编组链条机一,在1#编组链条机一和2#编组链条机二之间进行编组。编组后的型钢存放于预存放台架上,2#升降链条机二将其输送至输出辊道上,由输出辊道输出,以进行后续作业。
9.本实用新型的有益效果是:采用该系统对矫直的多支型钢进行编组作业,使一次进入后续作业的型钢支数更多,充分压缩各动作之间的空歇时间,提高了生产效率,提高了后精整区的产能,使得整个轧钢配置更合理。
附图说明
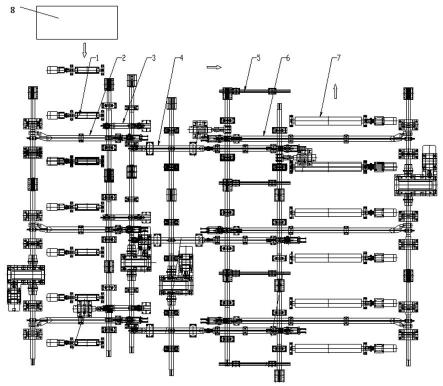
10.图1为本实用新型平面图;
11.图2为本实用新型立面图;
12.图3为1#升降链条机一示意图;
13.图4为2#编组链条机二示意图;
14.图中:输入辊道1、1#升降链条机一2、1#编组链条机一3、2#编组链条机二4、预存放台架5、2#升降链条机二6、输出辊道7、矫直机8、升降油缸21、摆臂一22、摆臂二23、升降臂24、链轮25、链条26、链条回转中心27、送入辊道中心线l、输出辊道中心线k。
具体实施方式
15.以下结合附图,通过实例对本实用新型作进一步说明。
16.参照附图1-4,一种多流矫直机型钢编组系统,包含输入辊道1、1#升降链条机一2、1#编组链条机一3、2#编组链条机二4、预存放台架5、2#升降链条机二6和输出辊道7,输入辊道1和输出辊道7平行布置,输入辊道1承接多流矫直机8矫直后的多支型钢,输出辊道7将成组后的型钢输送至锯切工序,输出辊道7的宽度大于输入辊道1,在输入辊道1和输出辊道7之间按照型钢的运行方向依次设有1#升降链条机一2、1#编组链条机一3、2#编组链条机二4、预存放台架5和2#升降链条机二6。
17.在本实施例中,参照附图3、4,1#升降链条机一2包含传送链轮、传送链条和摆臂升降机构,所述摆臂升降机构位于1#升降链条机一2靠近1#编组链条机一3的一端,它包含升降油缸21、摆臂一22、摆臂二23和升降臂24,升降油缸21与摆臂一22的一端驱动连接,摆臂一22的另一端与摆臂二23的一端铰接,摆臂二23的另一端与升降臂24的一端相连接,升降臂24的另一端与1#升降链条机一2的机架相连接;所述1#编组链条机一3为水平输送链条机,水平输送链条机是本领域常用链条机,2#编组链条机二4包含左右两部分,2#编组链条机二4的左部分为与1#编组链条机一3相配合的水平输送链条,2#编组链条机二4的右部分为与预存放台架5相配合的升降链条;2#升降链条机二6的结构与1#升降链条机一2的结构相同。
18.输入辊道1是该系统的型钢输入机构,承接矫直机矫直后的型钢;1#升降链条机一2承接输入的型钢,横向移送钢材;1#编组链条机一3与2#编组链条机二4依次布置于1#升降链条机一2与预存放台架5之间,进行编组,2#升降链条机二6置于预存放台架5及输出辊道7之间,用于将型钢运送至输出辊道7上输出。
19.输入辊道1布置于多流矫直机后,用于承接矫直后的多支型钢;
20.1#编组链条机一3与2#编组链条机二4之间完成成排型钢的编组,成组后的型钢支数为数次矫直型钢支数的总和;
21.2#编组链条机二4编组后将成组型钢放置于预存放台架5上,2#编组链条机二4落下进行下一次编组作业,如此,型钢的输入与编组、编组输出裁切互不干涉;
22.输出辊道7采用超宽辊道,能够匹配多次编组后的型钢支数总和,并使得锯机一次可裁切更多支数的型钢,提高后精整区的产能,使之与轧机产能匹配。
23.具体工作过程如下:
24.(1)多流矫直机一次矫直多支型钢,该部分型钢由输入辊道1进入编组区内;
25.(2)1#升降链条机一2升起,将型钢从输入辊道1横向移送至1#编组链条机一3;
26.(3)1#编组链条机一3运动,将型钢输送至2#编组链条机二4,并停置在2#编组链条机二4上靠近1#编组链条机一3交界位置等待下一组型钢;如此,通过1#编组链条机一3与2#编组链条机二4的运动时间差,在二者交界处完成多组之间的编组,并排对齐;
27.(4)2#编组链条机二4链条升起,将成组的型钢运至预存放台架5位置,链条降下,1#编组链条机一3、2#编组链条机二4之间再次编组;
28.(5)2#升降链条机二6升起,将预存放台架5上的成组型钢运送至输出辊道7输出,进行后续的锯切等作业,整个编组作业完成。
技术特征:
1.一种多流矫直机型钢编组系统,其特征在于:包含输入辊道(1)、1#升降链条机一(2)、1#编组链条机一(3)、2#编组链条机二(4)、预存放台架(5)、2#升降链条机二(6)和输出辊道(7),输入辊道(1)和输出辊道(7)平行布置,输入辊道(1)承接多流矫直机(8)矫直后的多支型钢,输出辊道(7)将成组后的型钢输送至锯切工序,输出辊道(7)的宽度大于输入辊道(1),在输入辊道(1)和输出辊道(7)之间按照型钢的运行方向依次设有1#升降链条机一(2)、1#编组链条机一(3)、2#编组链条机二(4)、预存放台架(5)和2#升降链条机二(6)。2.根据权利要求1所述的一种多流矫直机型钢编组系统,其特征在于:所述1#升降链条机一(2)包含传送链轮、传送链条和摆臂升降机构,所述摆臂升降机构位于1#升降链条机一(2)靠近1#编组链条机一(3)的一端,它包含升降油缸(21)、摆臂一(22)、摆臂二(23)和升降臂(24),升降油缸(21)与摆臂一(22)的一端驱动连接,摆臂一(22)的另一端与摆臂二(23)的一端铰接,摆臂二(23)的另一端与升降臂(24)的一端相连接,升降臂(24)的另一端与1#升降链条机一(2)的机架相连接;所述1#编组链条机一(3)为水平输送链条,2#编组链条机二(4)包含左右两部分,2#编组链条机二(4)的左部分为与1#编组链条机一(3)相配合的水平输送链条,2#编组链条机二(4)的右部分为与预存放台架(5)相配合的升降链条;2#升降链条机二(6)的结构与1#升降链条机一(2)的结构相同。3.根据权利要求1或2所述的一种多流矫直机型钢编组系统,其特征在于:所述2#升降链条机二(6)设置在预存放台架(5)及输出辊道(7)之间,将型钢运送至输出辊道(7)上。
技术总结
本实用新型涉及一种多流矫直机型钢编组系统,属于型钢轧制的后精整设备技术领域。技术方案是:输入辊道(1)和输出辊道(7)平行布置,输入辊道(1)承接多流矫直机(8)矫直后的多支型钢,输出辊道(7)将成组后的型钢输送至锯切工序,输出辊道(7)的宽度大于输入辊道(1),在输入辊道(1)和输出辊道(7)之间按照型钢的运行方向依次设有1#升降链条机一(2)、1#编组链条机一(3)、2#编组链条机二(4)、预存放台架(5)和2#升降链条机二(6)。本实用新型的有益效果是:与多流矫直机配合使用,完成型钢的多流矫直编组,然后运至锯机处裁切,提高剪切效率。提高剪切效率。提高剪切效率。
技术研发人员:彭光辉 潘大明 刘国祥 冀飞 余立志
受保护的技术使用者:唐山正丰钢铁有限公司
技术研发日:2022.02.23
技术公布日:2022/7/11
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
