1.本发明涉及一种根据权利要求1的前序部分的特征的用于生产旋转滑阀的方法。此外,本发明涉及一种具有权利要求12的前序部分的特征的旋转滑阀。
背景技术:
2.从流体技术的各个领域已知普通的旋转滑阀及其生产方法。例如,但绝非排他地,所述普通旋转滑阀可以用在车辆中,以控制不同工作流体或工作介质的流体流动。例如,已知的旋转滑阀可以用于低压回路(即,具有优选地小于20巴的主要工作压力的回路)中。作为示例,可以使用这种旋转滑阀来控制和/或混合冷却液或冷却水,以便例如在增压空气温度控制过程中借助于在内燃机的冷却液或冷却水回路的二次回路中的冷却液或冷却水来控制增压空气的温度。
3.在从现有技术已知的旋转滑阀的情况下,以可围绕旋转轴线旋转的这种方式安装在阀壳体中并且根据旋转滑阀的应用或使用也称为塞子的旋转滑动件通常通过设置密封装置或密封体相对于阀壳体被密封,以便确保或保证旋转滑阀的密封性,该阀壳体具有流体或多种流体的相应入口和/或出口。由弹性体制成的密封件可以用作密封装置,所述密封件在各种情况下都布置和使用在旋转滑动件与阀壳体之间,特别是在阀壳体中的流体入口和流体出口以及相关联的开口的区域中。
4.尽管使用根据现有技术的旋转滑阀的已知密封装置实现了足够的密封性,但是由于各种原因,使用已知密封装置仍然是不利的。
5.最后,所述密封装置必须在旋转滑阀的组装过程中生产和安装或至少共同安装。这使得组装更复杂且更昂贵。
6.同时,密封元件、密封体或密封装置本身经受不同的磨损和疲劳因素,这意味着旋转滑阀的密封性本质上或实质上取决于密封装置的寿命或侵蚀和/或磨损。
技术实现要素:
7.基于该现有技术,本发明的目的是提供一种用于生产旋转滑阀的生产方法,并且提出一种对应的旋转滑阀,该旋转滑阀实现更简单并且因此更便宜的生产,特别包括减少生产所需的零件,同时产生一种旋转滑阀,在该旋转滑阀中,特别耐用的或者不易磨损和疲劳的部件决定了整体上的功能性,特别是密封性。
8.该目的通过具有权利要求1的特征的用于生产旋转滑阀的方法来实现。本发明的有利实施例是从属权利要求的主题。
9.这意味着,除了在注模成型工艺中、特别是在塑料注模成型工艺、或金属铸造工艺或金属烧结工艺中通常已知的旋转滑动件的生产、以及也在注模成型工艺中、特别优选地在塑料注模成型工艺、或金属铸造工艺或金属烧结工艺中的优选地具有适当的入口和出口的阀壳体的至少圆周或圆筒部分的生产之外,根据本发明的方法根据本发明提供了当组装旋转滑阀或其前体时,在旋转滑动件与阀壳体的紧邻的圆周或圆筒部分之间在径向方向上
形成间隙,该间隙允许旋转滑动件围绕旋转轴线旋转,并且实现不超过旋转滑动件与阀壳体的圆周或圆筒部分之间的可容许的泄漏的密封。
10.换言之,这意味着,根据本发明,旋转滑动件和/或阀壳体的圆周或圆筒部分的制造精度形成了所述部件及其各自的表面相互适配的基础,其精度使得在组装状态下在部件之间仅形成或保持最小的间隙,所述间隙允许旋转滑动件围绕旋转轴线旋转,同时仍然能够在阀壳体与旋转滑动件之间、特别是在旋转滑动件与阀壳体的圆周或圆筒部分之间实现充分的密封或密封效果。
11.由此,本发明还基于以下惊人的发现:明确地存在用于旋转滑阀的应用领域或单独应用领域,例如内燃机的低压冷却流体回路和二次冷却流体回路领域中的应用领域,其中,例如低程度或最小程度的泄漏对于由阀控制的功能是可接受的或可忽略的,该泄露由根据本发明的旋转滑动件与阀壳体之间的不可避免的剩余间隙导致,然而同时可以实现的巨大优点是,可以省去阀壳体中的(例如特别是抵靠旋转滑阀的)流体入口开口或流体出口开口的相应密封装置或密封措施。
12.换言之,这意味着本发明使得例如由弹性体材料制成的额外密封装置或密封元件可以在很大程度上被省去或者至少在阀壳体的内部中被完全省去,因为通过根据本发明的生产和组装,旋转滑动件相对于阀壳体的精确配合可以被设定得如此精确,并且可以实现旋转滑动件与阀壳体之间的小间隙,使得为了保持旋转滑动件的可旋转性而容许或接受的泄漏足够小,从而使其对旋转滑阀的功能没有任何不利影响。
13.为了语言上的简化,在以下描述中,阀壳体的圆周或圆筒部分将被称为圆筒部分。
14.可以规定,圆筒部分和旋转滑动件都由金属制成。如果不是完全相同的材料用于两个部件,则必须确保所使用的材料所呈现的热膨胀行为尽可能类似或相同。如果使用不同的塑料,这同样也适用于由塑料生产。然而,如果要生产混合系统(其中例如旋转滑动件由金属制成并且圆筒部分由塑料制成),则必须特别注意热膨胀行为。例如,铝和聚苯硫醚塑料(pps塑料)可以用作其中膨胀行为趋于相似的组合。
15.根据优选实施例,旋转滑动件和/或阀壳体的圆周或圆筒部分可被再加工,以获得相对于旋转轴线的限定外径和/或内径,并且在组装状态下,旋转滑动件可在径向方向上紧邻阀壳体的圆周或圆筒部分。再加工的需要可能很大程度上取决于待遵守的公差和所使用的方法和材料。诸如金属铸造工艺的材料和方法有时可实现不需要再加工的精度。另一方面,在塑料注模成型的情况下,根据材料进行再加工可以是明智的,以便实现确保在没有额外的密封件或密封装置的情况下不超过旋转滑动件与壳体或圆筒部分之间的最大容许泄漏所需的精度。
16.如果部件可以在不再加工的情况下生产,则它们通常具有无定形表面结构。在再加工的情况下,在相应的表面上出现由再加工引起的或导致的特性表面特征。例如,磨削工艺在旋转滑动件或圆筒部分的表面上留下微槽。因此,这样再加工的旋转滑动件或圆筒部分呈现微槽或磨削槽。
17.旋转滑动件和圆筒部分基本上可具有不同的几何内表面和外表面,然后对其进行相应的再加工。在这个背景下,通常已知具有恒定直径的几何结构,这些几何结构然后导致旋转滑动件具有基本上圆柱形的横截面或圆柱形的径向外表面,并且还导致圆筒部分具有连续的或恒定的内径或圆柱形的内表面。然而,还已知旋转滑阀,对于该旋转滑阀,预期内
表面和外表面在旋转轴线的轴向方向上的非恒定轮廓。例如已知旋转滑阀,其旋转滑动件具有基本上球形的外轮廓或外表面,并且其阀壳体因此也具有球形的内表面。在这种几何结构的情况下,即使沿着旋转轴线具有连续直径或连续半径的几何结构可以以更简单和更有效的方式再加工,本发明也可以适用。在这方面,将再次提及阀壳体的为圆筒部分形式的部件,该圆筒部分然后形成阀壳体的与缸筒或缸筒的一部分相对应的部分,或者至少在其内表面上形成缸筒。
18.根据本发明的方法的有利实施例,旋转滑动件和/或阀壳体的圆筒部分可以生产、特别是注模成型为优选具有30%至50%的玻璃纤维含量的玻璃纤维增强塑料,玻璃纤维材料的含量或玻璃纤维的含量与旋转滑动件或阀壳体的圆筒部分的重量有关。生产为玻璃纤维增强塑料或玻璃纤维增强塑料部件导致了对于本发明特别有利的机械稳定性、以及部件、特别是旋转滑动件和/或圆筒部分的形状和几何结构,其独立于或至少很大程度上独立于环境因素和环境条件,这意味着根据本发明的旋转滑阀可以在可变环境条件下长时间使用而没有由环境条件引起的磨损或变化、特别是部件的膨胀和/或收缩,该磨损或变化不利地影响功能性、特别是密封性,优选地是由于旋转滑动件与圆筒部分之间的间隙的膨胀而引起。
19.有利地,旋转滑动件和/或圆筒部分也可以使用聚苯硫醚塑料生产。由聚苯硫醚塑料或至少基于聚苯硫醚塑料生产所述部件也使得能够生产所述部件的耐用的形状和几何结构,这些形状和几何结构同时很大程度上独立于环境条件、特别是温度条件。可以以特别有利的方式提供在注模成型工艺中与玻璃纤维或玻璃纤维的嵌入相结合地使用聚苯硫醚塑料。
20.而且,旋转滑动件的再加工可特别有利地包括磨削工艺、优选贯穿进给磨削工艺,用于调节外径,特别是用于调节径向外径,或更一般地用于调节旋转滑动件的外表面。在这种情况下,旋转滑动件在再加工的表面上具有微槽或磨削槽,然而,微槽或磨削槽不会不利地影响旋转滑阀的功能性和密封性。
21.合适的磨削工艺或贯穿进给磨削工艺可有利地用于影响或加工旋转滑动件的外轮廓或外表面、优选地径向外径,同时允许加工硬到非常硬的材料,诸如玻璃纤维增强pps塑料。
22.有利地,根据本发明的方法可进一步提供了,磨削工艺以级联方式进行,使得多个旋转滑动件在轴向方向上部分地插入到彼此中且形成旋转滑动件组,旋转滑动件组的径向表面基本上由待加工或磨削的表面形成。这实现特别有效的磨削工艺,其另外在多个旋转滑动件上以非常高的程度产生连续良好的加工或磨削结果。在这方面,可以规定,旋转滑动件在轴向方向上具有互补的或部分互补的突出部或突起以及相关联的或配合的凹部,其允许旋转滑动件部分地插入到彼此中,同时优选地实现旋转锁定或防止旋转滑动件组的扭转,由此促进旋转滑动件组的磨削。
23.由于玻璃纤维增强的塑料、特别是诸如玻璃纤维增强的pps塑料对磨料的磨损提出了高要求,因此根据本发明方法的一个也是示例性或优选的实施例,使用基于碳化硅的磨料进行磨削工艺。这确保了可以用于生产旋转滑动件并且在加工或再加工或难以加工方面可能要求的材料也可以被有效且以所需的精度加工。
24.关于对阀壳体的圆筒部分进行再加工,可以有利的是,使用铰孔工艺和/或珩磨工
艺来调节内径,优选地调节径向内径或者更一般地说调节内表面。特别优选地,使用铰孔工艺或珩磨工艺二者之一,因为这可以有利地进一步减少根据本发明的方法的生产步骤或加工步骤的总数。然而,也可以提供,使用铰孔工艺和珩磨工艺两者来再加工阀壳体的圆筒部分。有利地提供的用于调节圆筒部分的内径或内表面的加工方法还可以确保安全、可靠且以必要的精度加工有利地提供的难以加工的圆筒部分的硬质材料。铰孔工艺和/或珩磨工艺的特别适用性本质上是由于再加工部件的内表面或内径。
25.当使用珩磨工艺时,加工的表面(诸如圆筒部分的内表面)呈现交叉图案。该图案在珩磨工艺中旋转或平移(上下运动)重叠时产生,并且在适当放大下在表面上可见。
26.方法的另一个有利方面在于,可以使用具有硬质金属切削刃、特别是cvs涂布的或cvd涂布的切削刃的工具来进行该铰孔工艺。这还考虑到,优选使用的材料(诸如金属或玻璃纤维增强塑料)在磨损方面、特别是在切削刃的磨损方面对相应的机床提出了较高要求。然而,使用cvd涂布的切削刃,绝对有可能在较长的时间段内对有利使用的玻璃纤维增强塑料进行加工,并且特别地在该工艺中实现所要求的精度。
27.根据方法的另一特别优选的变型,对旋转滑动件和/或圆筒部分的再加工可另外包括在调节相应的内径或外径之后进行的去毛刺工艺。这可能需要在横孔的区域中或在通向流体入口或流体出口的过渡区域中对阀壳体的圆筒部分去毛刺。而且,阀壳体的圆筒部分可以在轴向端部处、特别是在铰孔入口区域中去毛刺。也可以提供在铰孔出口区域中去毛刺。
28.特别优选地,去毛刺工艺可以作为喷射去毛刺工艺或作为边缘铣削工艺来进行。在喷射去毛刺工艺中,例如可以使用塑料颗粒,其通过适当的加速以射流的形式被引导至相应的表面,在那里它们实现去毛刺。然而,根据待加工的材料,可以使用其它喷射材料,例如陶瓷、金属或玻璃。然而,也可以提供借助于边缘铣刀的去毛刺或在合适的机器上使用具有限定的切削刃的去毛刺工具的去毛刺。关于旋转滑动件的去毛刺,可以有利地规定,所述去毛刺通过喷射去毛刺来进行,在这种情况下,也可以有利地使用合适的塑料颗粒,塑料颗粒以射流的形式被引导至一个或多个部件处。
29.这种再加工也在表面上留下特性特征。
30.根据方法的另一有利方面,可另外生产在轴向方向上完成或闭合阀壳体的壳体盖和/或壳体底部,壳体盖和/或壳体底部优选由与阀壳体的圆筒部分相同的材料制成。这实现了不同的优点。例如,这实现了均匀的、特别是均匀低的膨胀或收缩特性,特别是在热应力下或在不同温度下,这防止了阀中的应力。同时,优选地由与圆筒部分相同的材料制成的壳体盖和/或壳体底部能够有利地连接阀壳体的相应元件或部件。
31.在这种背景下,圆筒部分和壳体盖和/或壳体底部也可以有利地彼此连接,优选焊接,特别优选超声焊接,超声焊接仅对于塑料部件是可选的,而焊接对于金属部件也是可以的且有利的。这实现了阀壳体的部件的安全且同样可靠的连接。
32.关于用于控制流体流动的旋转滑阀,该旋转滑阀包括旋转滑动件,该旋转滑动件以可以围绕旋转轴线旋转的这种方式安装在阀壳体中,并且旋转滑动件和阀壳体的至少圆周或圆筒部分被生产为注模成型部件,特别是注模成型塑料部件,上述目的通过在旋转滑动件与阀壳体的紧邻的圆周或圆筒部分之间沿径向方向形成间隙来实现,该间隙允许旋转滑动件围绕旋转轴线旋转,并且实现密封,该密封不超过旋转滑动件与阀壳体的圆筒部分
之间的可容许的泄漏。
33.换言之,这意味着,关于旋转滑阀,本发明的目的通过以下事实来实现:在旋转滑阀的组装状态下或至少部分组装状态下,旋转滑动件的外表面或外表面的一部分被布置为紧邻阀壳体的内表面或内表面的一部分,特别是在阀壳体的圆筒部分的区域中,而例如在旋转滑动件与阀壳体之间在用于待控制的流体的横孔或入口或出口的区域中没有布置密封装置或密封元件。
34.优选地,间隙可以具有在几微米至几百微米之间、优选地为大约350μm的间隙宽度。在确定间隙宽度的尺寸时的必要方面是不应超过的泄漏、阀的标称直径、由阀实现的功能(混合/开关/控制)以及流体入口和流体出口的数量。这种间隙宽度可以在仍然对阀部件进行适当量的加工的情况下获得,同时确保最小程度的密封性。换言之,这种间隙或这种间隙宽度确保了不超过可容许的或合理的泄漏或泄漏率。合理的或可容许的泄漏或泄漏率可根据应用而变化。例如,在上述作为示例说明的旋转滑阀的单独应用中,例如用作混合阀,优选在冷却剂或冷却流体回路的低压回路中,在约1.5至2巴的工作压力下小于0.1l/min的泄漏和旋转滑阀在其中一个端部位置处的位置仍然可以被认为是可接受的。
35.根据流体入口和流体出口的数量和位置以及根据旋转滑阀的功能,由间隙形成的泄漏间隙长度可以变化,而其余尺寸保持不变,这意味着泄漏或泄漏率根据流体入口和流体出口的数量以及根据功能(例如开关功能、混合功能等)而受到影响。因此,间隙宽度或与阀相关的间隙宽度方面的要求,特别是与旋转滑阀的标称直径相关的间隙宽度或间隙宽度要求适应于旋转滑阀的相应设计,以便在不必借助于使用密封装置(例如弹性体密封件)的情况下遵守容许或可容许的泄漏限制。
36.关于旋转滑阀的效果和优点,也参考前面关于其生产方法的说明,以避免不必要的重复。换言之,这意味着结合该方法公开的特征、效果和优点被认为也与该装置有关,并且如果指明的话,反之亦然。
37.作为注模成型零件或注模成型塑料零件的替代,旋转滑动件和圆筒部分也可以是金属部件,优选地是铸造金属部件或烧结金属部件。金属部件具有机械稳定性,在塑料部件的情况下,机械稳定性只能使用特殊的塑料或塑料复合材料来实现。
38.根据旋转滑阀的有利实施例,旋转滑动件和/或阀壳体的圆筒部分也可以是玻璃纤维增强的塑料部件,特别是具有30重量%至50重量%的玻璃纤维含量。
39.因此,旋转滑动件和/或圆筒部分的构造、特别是玻璃纤维增强塑料部件的构造尤其使得旋转滑阀能够在宽温度范围内操作,而这不会显著改变间隙尺寸、特别是间隙宽度,由此不会显著改变泄漏或泄漏率。
40.有利地,旋转滑动件和/或圆筒部分也可以优选地是基于聚苯硫醚塑料的玻璃纤维增强塑料部件。
41.此外,旋转滑动件可有利地具有磨削表面、优选地为径向外表面。磨削表面或外表面优选地具有磨削槽或微槽。磨削可以有利地使用不同的磨料(例如不同粒度的磨料)以级联方式进行,以便实现理想的磨削结果。例如,磨削可以进行足够长的时间或以增加的精度进行,直到旋转滑动件的直径公差在1μm至100μm之间。关于间隙宽度所指示的决定因素在这种背景下也是关键的,并且相应地加以考虑。
42.另外,圆筒部分可以有利地具有在铰孔工艺和/或珩磨工艺中产生的优选径向内
表面。
43.在珩磨工艺的情况下,珩磨工艺在待加工的表面上产生交叉图案,这意味着例如圆筒部分的内表面呈现交叉图案。
44.因此,铰孔工艺可以与珩磨工艺结合,以便获得阀壳体的圆筒部分的再加工的内表面,在这种情况下,铰孔工艺优选在进行珩磨工艺之前执行。然而,也可以存在专门铰孔或专门珩磨的内表面。除了铰孔工艺和/或珩磨工艺之外,还可以进行预钻孔,预钻孔之后优选进行铰孔工艺和珩磨工艺。即使后一种变型提供了最广泛的工艺,但它导致内表面的最低公差。
45.总之,圆筒部分的内表面可以有利地实现为具有1μm至100μm的直径公差。关于间隙宽度所指示的决定因素在这种背景下也是关键的,并且相应地加以考虑。
46.根据旋转滑阀的另一有利实施例,圆筒部分和/或旋转滑动件可具有去毛刺的内表面或外表面。有利地,除了用于调节或实现期望的内径或外径的其它再加工工艺之外,还进行去毛刺。
47.此外,部件、特别是旋转滑动件和/或阀壳体的圆筒部分可以有利地在组装之前以及在再加工之后进行清洗,以便在组装之前去除碎屑以及其他颗粒。
48.根据旋转滑阀的同样有利的实施例,阀壳体可具有壳体盖和/或壳体底部,其在轴向方向上完成和/或闭合阀壳体,并且优选地由与阀壳体的圆筒部分相同的材料制成。
49.有利地,圆筒部分、壳体盖和/或壳体底部也可以彼此连接,优选地焊接,特别优选地超声焊接。超声焊接仅对于塑料部件是明智的,而焊接对于金属部件也是可以的且有利的。
附图说明
50.下面将仅参照构造示例的示意图来讨论根据本发明的方法和根据本发明的旋转滑阀的细节。
51.图1是根据本发明第一实施例的旋转滑阀的截面视图;
52.图2是用于根据本发明的方法和根据本发明的旋转滑阀中的旋转滑动件的立体图;
53.图3是在根据本发明的方法的一个或多个步骤期间处于接合状态的多个旋转滑动件的视图。
具体实施方式
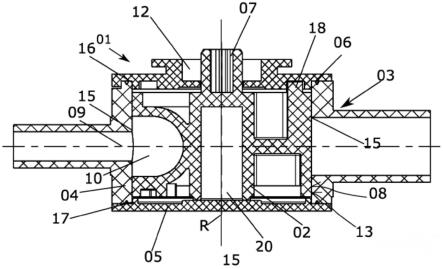
54.图1示出了根据本发明的旋转滑阀01的截面,其中,旋转滑阀01具有基本上圆柱形的旋转滑动件02和与旋转滑动件02的形状或几何结构相适应的阀壳体03。旋转滑动件02可由玻璃纤维增强塑料或者金属制成。阀壳体03包括圆周或圆筒部分04,其在下文中将仅称为圆筒部分04。该圆筒部分也可以由玻璃纤维增强塑料或者金属制成。此外,阀壳体03包括壳体底部05和壳体盖06。在图1的组装状态下,壳体底部05、壳体盖06和圆筒部分04通过连接件彼此连接,特别是通过焊接(例如超声焊缝,图1中未例示)彼此连接。当塑料部件被超声焊接时产生超声焊缝。当使用金属材料和部件时,可以采用用于连接金属的常规焊接方法。旋转滑动件02具有驱动轴颈07,该驱动轴颈07可以与旋转滑动件02一件式地或多件式
地形成,并且通过壳体盖06中的开口连接到旋转滑动件02,以便经由驱动轴颈07将外部驱动装置的调节力传递至旋转滑动件02。
55.旋转滑动件02在其基本上圆柱形的外表面08上具有一个或多个通道或凹部10,该通道或凹部根据旋转滑动件02围绕旋转轴线r的旋转位置通过建立、中断或调节形成在圆筒部分04中的流体开口09之间的流体流动来实现旋转滑阀01的开关功能或混合功能或其它功能。例如,在旋转滑动件02的外表面08上形成的凹部10可以具有可变的宽度或高度,由此根据旋转滑动件02的旋转位置影响待控制的流体的通过量或通过体积。
56.在阀壳体03的外部可以设置密封元件或密封件,以便优选地在轴向方向上或相对于壳体盖06的相应开口密封旋转滑动件02,特别是驱动轴颈07。所述密封件或密封装置在图1中以附图标记12提供。
57.在阀壳体03的内部,特别是在流体开口09的区域中,在旋转滑动件02的径向外表面08与圆筒部分04的径向内表面13之间没有布置密封装置或密封件。相反,根据本发明的方法允许以根据如图1例示的本发明的方式布置部件,使得在圆筒部分04与旋转滑动件02之间形成非常窄的间隙14,该间隙14被选择为足够小,以使得旋转滑动件的旋转成为可能,同时获得旋转滑阀的不超过可允许或可容许的泄漏或泄漏率的密封性。为此,旋转滑动件02和圆筒部分04都可以由玻璃纤维增强塑料部件制成,该玻璃纤维增强塑料部件首先被注模成型,并且在注模成型工艺之后使用适当的再加工工艺以如下这种方式特别是在外表面08和内表面13处进行再加工:间隙14的间隙宽度被最小化到足以使泄漏或泄漏率不超过合理的或可容许的限度。替代地,根据部件的生产工艺的精度,也可以省略再加工。
58.例如,可能有关于圆筒部分04的三种不同的再加工方法变型;这不应构成限制本发明的列举或枚举,而仅仅包括有利的变型。通常在注模成型之后进行再加工,其中,以一定的余量生产或注模成型内表面13的内径或直径,该余量确保了由于生产技术的原因通常使所生产的内径在公差范围内略微过小,以及减性再加工导致略微增大的预期内径。在第一示例中,在以一定余量进行注模成型之后对内表面进行预钻孔,之后对内表面进行铰孔和随后的珩磨;在用于调节内表面13的内径的加工或加工步骤之后可以另外进行去毛刺工艺,该去毛刺工艺可以通过使用塑料颗粒的喷射去毛刺或通过使用边缘铣刀的去毛刺工艺来进行,并且其中,例如圆筒部分04的作为横孔的流体开口09的边缘15和形成圆筒部分04的铰孔入口16和铰孔出口17的圆筒部分04的轴向端部优选地被去毛刺。第二种替代方法例如可以仅包括在注射之后进行铰孔,在最后在适当的机器上进行去毛刺之前,优选地使用具有限定的且可能cvs涂布或cvd涂布的硬质金属切削刃的铰孔工具、优选地使用也具有限定的切削刃的去毛刺工具进行铰孔。在该方法的第三示例中,在注射圆筒部分04之后仅进行用于调节内表面13的直径的珩磨或珩磨工艺,之后进行使用塑料颗粒的喷射去毛刺,在这种情况下,同样地,流体开口09的边缘15以及圆筒部分的轴向端部16和17优选地被去毛刺或至少被共同去毛刺。
59.利用上述再加工方法,可以获得对于直径具有公差的内表面13,该公差导致或至少有助于因此产生低泄漏率。
60.对旋转滑动件02、特别是旋转滑动件02的外表面08的再加工同样有助于低泄漏率和/或间隙14的尽可能小的尺寸设计。优选地,可以在贯穿进给磨削工艺中通过无心磨削来进行再加工,之后可以进行去毛刺工艺,特别优选地在使用合适的塑料颗粒的喷射去毛刺
工艺中。关于磨削工艺的执行,参考图2和图3的以下例示。
61.图2示出了用于根据本发明的生产方法中和作为根据本发明的旋转滑阀的应用中的旋转滑动件02的立体图。
62.旋转滑动件02在轴向外表面19上具有突起18。突起18与同样布置在所述轴向外表面19上的驱动轴颈07协作来用作旋转滑动件02在阀壳体03中的端部止动件。为此,可以在阀壳体03中、特别是在壳体盖06中设置互补的突起,该互补的突起与突起18一起形成旋转滑阀01的端部止动件。突起18可以特别有利地与图2例示的驱动轴颈07的构造以及图1例示的旋转滑动件02的轴向内凹部20一起用于对旋转滑动件进行再加工,特别是在对旋转滑动件02的外表面08进行磨削时。
63.最后,如图3中示意性地例示的,驱动轴颈07的形成允许多个旋转滑动件02插入到彼此中或在轴向方向上一个接一个地放置成一排,其中驱动轴颈07的外径21被选择为稍小于旋转滑动件02的内凹部20的内径22,相应的旋转滑动件的未在图3中例示的突起18用作防止扭转的保护,并且旋转滑动件02如图3中例示的一个接一个地布置,以经历外表面08的无心贯穿进给磨削,优选地,以贯穿进给模式进行的外表面08的无心磨削优选地以级联方式进行,有利于提高精度并且有利地增加更精细的磨料。
64.这意味着磨削工艺以级联方式进行,使得多个旋转滑动件02在轴向方向上部分地插入到彼此中且形成旋转滑动件组11,旋转滑动件组的径向表面81基本上由待加工或磨削的表面08形成。这使得特别有效的磨削工艺成为可能,其另外在多个旋转滑动件上以非常高的程度产生始终良好的加工或磨削结果。为此,旋转滑动件可以具有互补的或部分互补的突出部07或突起18以及相关联的或相配合的凹部20、23,其允许旋转滑动件02部分地插入到彼此中,同时优选地实现旋转锁定或防止旋转滑动件组11的扭转,由此帮助旋转滑动件组11的磨削。
65.在磨削旋转滑动件02的外表面08之后,也可以进行去毛刺工艺,特别是喷射去毛刺工艺。由此,可以相应精确地并且以相应小的公差生产旋转滑动件的外表面、特别是径向外表面08,以便总体上或者与再加工的阀壳体、特别是阀壳体03的圆筒部分04相结合地实现间隙14的必要的小间隙宽度,由此实现旋转滑阀01的密封,且至少在阀壳体的圆筒部分04中没有额外的密封装置(例如弹性体密封件)。
66.附图标记
67.01
ꢀꢀ
旋转滑阀
68.02
ꢀꢀ
旋转滑动件
69.03
ꢀꢀ
阀壳体
70.04
ꢀꢀ
圆周或圆筒部分
71.05
ꢀꢀ
壳体底部
72.06
ꢀꢀ
壳体盖
73.07
ꢀꢀ
驱动轴颈
74.08
ꢀꢀ
外表面
75.09
ꢀꢀ
流体开口
76.10
ꢀꢀ
凹部
77.11
ꢀꢀ
旋转滑动件组
78.12
ꢀꢀ
密封装置/密封件
79.13
ꢀꢀ
圆筒部分的内表面
80.14
ꢀꢀ
间隙
81.15
ꢀꢀ
流体开口的边缘
82.16
ꢀꢀ
铰孔入口/轴向端部
83.17
ꢀꢀ
铰孔出口/轴向端部
84.18
ꢀꢀ
突起
85.19
ꢀꢀ
轴向外表面
86.20
ꢀꢀ
轴向内凹部
87.21
ꢀꢀ
驱动轴颈的外径
88.22
ꢀꢀ
内凹部的内径
89.23
ꢀꢀ
凹部
90.r
ꢀꢀꢀ
旋转轴线
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。