1.本发明涉及一种金属密封材料制备装置,特别是涉及一种全自动金属密封材料制备装置,本发明还涉及一种金属密封材料制备装置的制备方法,特别涉及一种全自动金属密封材料制备装置的制备方法,属于金属密封材料制备装置技术领域。
背景技术:
2.密封材料是指填充于建筑物的接缝、裂缝、门窗框、玻璃周边以及管道接头或与其他结构的连接处,能阻塞介质透过渗漏通道,起到水密性、气密性作用的材料。
3.密封件材料有金属材料(铝、铅、铟、不锈钢等),也有非金属材料(橡胶、塑料、陶瓷、石墨等)、复合材料(如橡胶-石棉板、气凝胶毡-聚氨酯)。
4.在现有技术中关于金属密封材料制备装置采用的工艺流程比较的分散,无法集中处理导致占用的空间比较大;
5.另外现有技术中的金属密封材料制备装置在进行金属基材喷涂的时候底部和顶部需要分别喷涂比较费时费力;
6.现有技术中在进行喷涂的时候容易出现飞溅的问题导致周围都被污染比较严重;
7.为此设计一种全自动金属密封材料制备装置及制备方法来解决上述问题。
技术实现要素:
8.本发明的主要目的是为了提供一种全自动金属密封材料制备装置及制备方法,将需要进行制备的金属基材放置在内旋转盘上并位于扇形槽口内,启动第一驱动电机带动连接转杆旋转调节内连接板带动工作台旋转将金属基材移动至防飞溅罩下方,启动第一驱动电机同步通过连接转杆带动主动工型轮旋转,通过主动工型轮调节传送皮带带动传动工型轮旋转,通过传动工型轮带动工型轮连接杆旋转进一步带动联动搅拌杆调节搅拌侧叶进行搅拌箱体内的喷涂液,启动第一升降电动杆带动防飞溅罩罩在金属基材上启动水泵通过喷头进行喷洒在金属基材上,喷洒完成后喷洒液贯穿搅拌侧叶在内旋转盘上分布并启动第二驱动电机带动调节齿轮旋转,通过调节齿轮调节底环形齿轮带动内旋转盘旋转,使其内旋转盘的顶部与工作台错位旋转然后对金属基材底部进行涂抹,完成喷涂后再启动第一驱动电机带动工作台旋转调节金属基材移动至电加热板下方,启动第一升降电动杆调节电加热板向下移动至靠近金属基材进行烘干然后再次旋转工作台移动金属基材至拿取区域进行拿取。
9.本发明的目的可以通过采用如下技术方案达到:
10.一种全自动金属密封材料制备装置,包括弧形侧架,所述弧形侧架的顶部处设有外旋转盘架组件,该外旋转盘架组件的内部内置有内旋转均料板组件,所述弧形侧架内底部之间安装有底电机连接架,且位于所述底电机连接架的一侧通过l型电机架安装有可驱动内旋转均料板组件的齿轮驱动组件,所述底电机连接架的顶中部处安装有驱动外旋转盘架组件的旋转驱动组件,所述弧形侧架的一侧安装有第一u型侧架,且所述第一u型侧架的
内底部通过轴承设有与所述旋转驱动组件相互传动配合的工型轮传动组件,所述第一u型侧架的顶部安装有混合箱组件,该混合箱组件的内部安装有与所述工型轮传动组件相互配合的搅拌杆组件,所述第一u型侧架的内顶端部处安装有喷涂组件,所述底电机连接架与l型电机架对立的一侧安装有第二u型侧架,且所述第二u型侧架的内顶部处安装有烘干组件,所述底电机连接架的顶部安装有与所述内旋转盘连通的回收仓组件。
11.优选的,外旋转盘架组件包括工作台、扇形槽口、底环形凹槽和搅拌侧叶,所述工作台的顶部等角度开设有扇形槽口,且所述扇形槽口的边部处开设有搅拌侧叶,所述工作台的底边部处开设有底环形凹槽,所述弧形侧架插入至所述底环形凹槽内。
12.优选的,内旋转均料板组件包括底环形齿轮和内旋转盘,所述工作台的内部内置有内旋转盘,且所述内旋转盘的底部安装有贯穿工作台的底环形齿轮,所述底环形齿轮与所述齿轮驱动组件。
13.优选的,齿轮驱动组件包括第二驱动电机和调节齿轮,所述l型电机架的侧顶部处安装有第二驱动电机,所述第二驱动电机的输出端安装有贯穿l型电机架的调节齿轮,所述调节齿轮与所述底环形齿轮相互啮合。
14.优选的,旋转驱动组件包括内连接板、第一驱动电机和连接转杆,所述底电机连接架的顶中部处安装有第一驱动电机,所述第一驱动电机的输出端安装有连接转杆,所述连接转杆的顶部处安装有内连接板,所述内连接板的外侧等间距通过支撑架安装有工作台。
15.优选的,工型轮传动组件包括工型轮连接杆、传动工型轮、主动工型轮和传送皮带,所述第一u型侧架的内底中部通过轴承安装有工型轮连接杆,所述工型轮连接杆的外侧安装有传动工型轮,所述弧形侧架的额顶部处开设有贯穿槽口,所述连接转杆的外侧安装有主动工型轮,所述主动工型轮和传动工型轮的外侧套设有传送皮带。
16.优选的,混合箱组件包括箱体和水泵,所述第一u型侧架的顶部安装有箱体,所述第一u型侧架的顶部一侧安装有水泵,所述水泵的输入端与所述箱体连通,所述水泵的输出端贯穿第一u型侧架与所述喷涂组件连通;
17.搅拌杆组件包括搅拌侧叶和联动搅拌杆,所述工型轮连接杆贯穿第一u型侧架安装有联动搅拌杆,且所述联动搅拌杆贯穿箱体内部,所述联动搅拌杆的外侧等间距安装有搅拌侧叶。
18.优选的,喷涂组件包括第二升降电动杆、防飞溅罩和喷头,所述第一u型侧架的内顶端部处安装有第二升降电动杆,所述第二升降电动杆的输出端安装有防飞溅罩,所述水泵的输出端贯穿第一u型侧架与喷头连通,所述喷头安装在防飞溅罩的内顶部处。
19.优选的,烘干组件包括第一升降电动杆和电加热板,所述第二u型侧架的内顶端部处安装有第一升降电动杆,所述第一升降电动杆的输出端安装有电加热板;
20.所述回收仓组件包括回收仓和回收管,所述底电机连接架的顶部安装有回收仓,所述回收仓的顶部通过回收管与所述工作台连通。
21.一种全自动金属密封材料制备装置的制备方法,包括如下步骤:
22.步骤1:将需要进行制备的金属基材放置在内旋转盘上并位于扇形槽口内;
23.步骤2:启动第一驱动电机带动连接转杆旋转调节内连接板带动工作台旋转将金属基材移动至防飞溅罩下方;
24.步骤3:启动第一驱动电机同步通过连接转杆带动主动工型轮旋转,通过主动工型
轮调节传送皮带带动传动工型轮旋转;
25.步骤4:通过传动工型轮带动工型轮连接杆旋转进一步带动联动搅拌杆调节搅拌侧叶进行搅拌箱体内的喷涂液;
26.步骤5:启动第一升降电动杆带动防飞溅罩罩在金属基材上启动水泵通过喷头进行喷洒在金属基材上;
27.步骤6:喷洒完成后喷洒液贯穿搅拌侧叶在内旋转盘上分布并启动第二驱动电机带动调节齿轮旋转;
28.步骤7:通过调节齿轮调节底环形齿轮带动内旋转盘旋转,使其内旋转盘的顶部与工作台错位旋转然后对金属基材底部进行涂抹;
29.步骤8:完成喷涂后再启动第一驱动电机带动工作台旋转调节金属基材移动至电加热板下方;
30.步骤9:启动第一升降电动杆调节电加热板向下移动至靠近金属基材进行烘干然后再次旋转工作台移动金属基材至拿取区域进行拿取。
31.本发明的有益技术效果:
32.本发明提供的一种全自动金属密封材料制备装置及制备方法,将需要进行制备的金属基材放置在内旋转盘上并位于扇形槽口内,启动第一驱动电机带动连接转杆旋转调节内连接板带动工作台旋转将金属基材移动至防飞溅罩下方,启动第一驱动电机同步通过连接转杆带动主动工型轮旋转,通过主动工型轮调节传送皮带带动传动工型轮旋转,通过传动工型轮带动工型轮连接杆旋转进一步带动联动搅拌杆调节搅拌侧叶进行搅拌箱体内的喷涂液,启动第一升降电动杆带动防飞溅罩罩在金属基材上启动水泵通过喷头进行喷洒在金属基材上,喷洒完成后喷洒液贯穿搅拌侧叶在内旋转盘上分布并启动第二驱动电机带动调节齿轮旋转,通过调节齿轮调节底环形齿轮带动内旋转盘旋转,使其内旋转盘的顶部与工作台错位旋转然后对金属基材底部进行涂抹,完成喷涂后再启动第一驱动电机带动工作台旋转调节金属基材移动至电加热板下方,启动第一升降电动杆调节电加热板向下移动至靠近金属基材进行烘干然后再次旋转工作台移动金属基材至拿取区域进行拿取。
附图说明
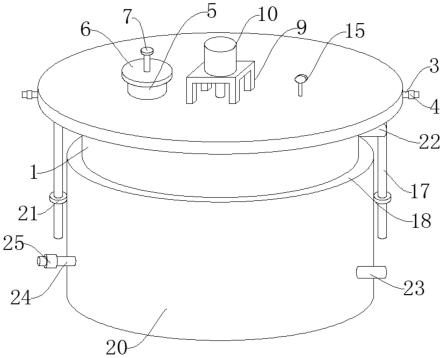
33.图1为按照本发明的一种全自动金属密封材料制备装置及制备方法的一优选实施例的装置整体第一视角立体结构示意图;
34.图2为按照本发明的一种全自动金属密封材料制备装置及制备方法的一优选实施例的装置整体第二视角立体结构示意图;
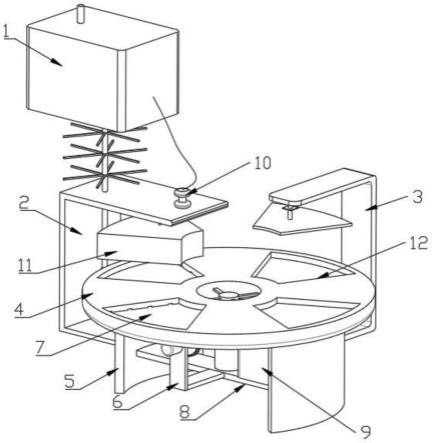
35.图3为按照本发明的一种全自动金属密封材料制备装置及制备方法的一优选实施例的装置整体第三视角立体结构示意图;
36.图4为按照本发明的一种全自动金属密封材料制备装置及制备方法的一优选实施例的装置整体第四视角立体结构示意图;
37.图5为按照本发明的一种全自动金属密封材料制备装置及制备方法的一优选实施例的a处结构放大图;
38.图6为按照本发明的一种全自动金属密封材料制备装置及制备方法的一优选实施例的b处结构放大图;
39.图7为按照本发明的一种全自动金属密封材料制备装置及制备方法的一优选实施例的盘体组件第一视角立体结构示意图;
40.图8为按照本发明的一种全自动金属密封材料制备装置及制备方法的一优选实施例的盘体组件第二视角立体结构示意图。
41.图中:1-箱体,2-第一u型侧架,3-第二u型侧架,4-工作台,5-弧形侧架,6-l型电机架,7-内旋转盘,8-底电机连接架,9-回收仓,10-水泵,11-防飞溅罩,12-扇形槽口,13-底环形凹槽,14-电加热板,15-贯穿槽口,16-第一升降电动杆,17-第二升降电动杆,18-联动搅拌杆,19-传送皮带,20-搅拌侧叶,21-侧分液口,22-传动工型轮,23-内连接板,24-底环形齿轮,25-主动工型轮,26-第一驱动电机,27-连接转杆,28-第二驱动电机,29-调节齿轮,30-回收管,31-工型轮连接杆。
具体实施方式
42.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
43.如图1-图8所示,本实施例提供的一种全自动金属密封材料制备装置,包括弧形侧架5,弧形侧架5的顶部处设有外旋转盘架组件,该外旋转盘架组件的内部内置有内旋转均料板组件,弧形侧架5内底部之间安装有底电机连接架8,且位于底电机连接架8的一侧通过l型电机架6安装有可驱动内旋转均料板组件的齿轮驱动组件,底电机连接架8的顶中部处安装有驱动外旋转盘架组件的旋转驱动组件,弧形侧架5的一侧安装有第一u型侧架2,且第一u型侧架2的内底部通过轴承设有与旋转驱动组件相互传动配合的工型轮传动组件,第一u型侧架2的顶部安装有混合箱组件,该混合箱组件的内部安装有与工型轮传动组件相互配合的搅拌杆组件,第一u型侧架2的内顶端部处安装有喷涂组件,底电机连接架8与l型电机架6对立的一侧安装有第二u型侧架3,且第二u型侧架3的内顶部处安装有烘干组件,底电机连接架8的顶部安装有与内旋转盘7连通的回收仓组件。
44.将需要进行制备的金属基材放置在内旋转盘7上并位于扇形槽口12内,启动第一驱动电机26带动连接转杆27旋转调节内连接板23带动工作台4旋转将金属基材移动至防飞溅罩11下方,启动第一驱动电机26同步通过连接转杆27带动主动工型轮25旋转,通过主动工型轮25调节传送皮带19带动传动工型轮22旋转,通过传动工型轮22带动工型轮连接杆31旋转进一步带动联动搅拌杆18调节搅拌侧叶20进行搅拌箱体1内的喷涂液,启动第一升降电动杆16带动防飞溅罩11罩在金属基材上启动水泵10通过喷头进行喷洒在金属基材上,喷洒完成后喷洒液贯穿搅拌侧叶21在内旋转盘7上分布并启动第二驱动电机28带动调节齿轮29旋转,通过调节齿轮29调节底环形齿轮24带动内旋转盘7旋转,使其内旋转盘7的顶部与工作台4错位旋转然后对金属基材底部进行涂抹,完成喷涂后再启动第一驱动电机26带动工作台4旋转调节金属基材移动至电加热板14下方,启动第一升降电动杆16调节电加热板14向下移动至靠近金属基材进行烘干然后再次旋转工作台4移动金属基材至拿取区域进行拿取。
45.在本实施例中,外旋转盘架组件包括工作台4、扇形槽口12、底环形凹槽13和搅拌侧叶21,工作台4的顶部等角度开设有扇形槽口12,且扇形槽口12的边部处开设有搅拌侧叶21,工作台4的底边部处开设有底环形凹槽13,弧形侧架5插入至底环形凹槽13内。
46.在本实施例中,内旋转均料板组件包括底环形齿轮24和内旋转盘7,工作台4的内部内置有内旋转盘7,且内旋转盘7的底部安装有贯穿工作台4的底环形齿轮24,底环形齿轮24与齿轮驱动组件。
47.在本实施例中,齿轮驱动组件包括第二驱动电机28和调节齿轮29,l型电机架6的侧顶部处安装有第二驱动电机28,第二驱动电机28的输出端安装有贯穿l型电机架6的调节齿轮29,调节齿轮29与底环形齿轮24相互啮合。
48.在本实施例中,旋转驱动组件包括内连接板23、第一驱动电机26和连接转杆27,底电机连接架8的顶中部处安装有第一驱动电机26,第一驱动电机26的输出端安装有连接转杆27,连接转杆27的顶部处安装有内连接板23,内连接板23的外侧等间距通过支撑架安装有工作台4。
49.在本实施例中,工型轮传动组件包括工型轮连接杆31、传动工型轮22、主动工型轮25和传送皮带19,第一u型侧架2的内底中部通过轴承安装有工型轮连接杆31,工型轮连接杆31的外侧安装有传动工型轮22,弧形侧架5的额顶部处开设有贯穿槽口15,连接转杆27的外侧安装有主动工型轮25,主动工型轮25和传动工型轮22的外侧套设有传送皮带19。
50.在本实施例中,混合箱组件包括箱体1和水泵10,第一u型侧架2的顶部安装有箱体1,第一u型侧架2的顶部一侧安装有水泵10,水泵10的输入端与箱体1连通,水泵10的输出端贯穿第一u型侧架2与喷涂组件连通;
51.搅拌杆组件包括搅拌侧叶20和联动搅拌杆18,工型轮连接杆31贯穿第一u型侧架2安装有联动搅拌杆18,且联动搅拌杆18贯穿箱体1内部,联动搅拌杆18的外侧等间距安装有搅拌侧叶20。
52.在本实施例中,喷涂组件包括第二升降电动杆17、防飞溅罩11和喷头,第一u型侧架2的内顶端部处安装有第二升降电动杆17,第二升降电动杆17的输出端安装有防飞溅罩11,水泵10的输出端贯穿第一u型侧架2与喷头连通,喷头安装在防飞溅罩11的内顶部处。
53.在本实施例中,烘干组件包括第一升降电动杆16和电加热板14,第二u型侧架3的内顶端部处安装有第一升降电动杆16,第一升降电动杆16的输出端安装有电加热板14;
54.回收仓组件包括回收仓9和回收管30,底电机连接架8的顶部安装有回收仓9,回收仓9的顶部通过回收管30与工作台4连通。
55.一种全自动金属密封材料制备装置的制备方法,包括如下步骤:
56.步骤1:将需要进行制备的金属基材放置在内旋转盘7上并位于扇形槽口12内;
57.步骤2:启动第一驱动电机26带动连接转杆27旋转调节内连接板23带动工作台4旋转将金属基材移动至防飞溅罩11下方;
58.步骤3:启动第一驱动电机26同步通过连接转杆27带动主动工型轮25旋转,通过主动工型轮25调节传送皮带19带动传动工型轮22旋转;
59.步骤4:通过传动工型轮22带动工型轮连接杆31旋转进一步带动联动搅拌杆18调节搅拌侧叶20进行搅拌箱体1内的喷涂液;
60.步骤5:启动第一升降电动杆16带动防飞溅罩11罩在金属基材上启动水泵10通过喷头进行喷洒在金属基材上;
61.步骤6:喷洒完成后喷洒液贯穿搅拌侧叶21在内旋转盘7上分布并启动第二驱动电机28带动调节齿轮29旋转;
62.步骤7:通过调节齿轮29调节底环形齿轮24带动内旋转盘7旋转,使其内旋转盘7的顶部与工作台4错位旋转然后对金属基材底部进行涂抹;
63.步骤8:完成喷涂后再启动第一驱动电机26带动工作台4旋转调节金属基材移动至电加热板14下方;
64.步骤9:启动第一升降电动杆16调节电加热板14向下移动至靠近金属基材进行烘干然后再次旋转工作台4移动金属基材至拿取区域进行拿取。
65.以上,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。