一种插pin机的四面倒角预断压花成型装置
技术领域
1.本实用新型涉及pin针压花技术领域,特别涉及一种插pin机的四面倒角预断压花成型装置。
背景技术:
2.现有的在绝缘架和pbc板插pin技术分为卷线pin插入及散pin插入,通常是将卷线端子pin插入在绝缘架、bobpin、和pbc板上,且端子pin有连接其他组件的功能,一般的为卷线pin插入方式居多。
3.但现有的一般插pin机没有倒角(预断)和压(咬)花一起成型的功能,导致端子pin针不容易连接和组装在绝缘架、bobpin、pbc板上,当需求倒角和压花成型pin的部分时,就只能选择散pin插入的方式,而散pin插入的方式比卷线pin插入的成本要高,且产能低,为此,需要开发卷线可使用的倒角压花成型技术以解决上述问题。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种插pin机的四面倒角预断压花成型装置,包括形成有供pin针穿过的通孔的倒角预断模具、若干组可相对移动装嵌于所述倒角预断模具内的倒角预断刀组件、以及可旋转设置于所述倒角预断模具顶面的上凸轮座;所述倒角预断刀组件沿所述通孔呈环形且对称分布,所述上凸轮座的底部卡嵌于所述倒角预断刀组件;所述上凸轮座旋转以令所述倒角预断刀组件朝所述通孔移动,并挤压于pin针。
5.优选的,所述倒角预断刀组件包括沿所述通孔分别对称设置的第一倒角预断模具、压花模具和第二倒角预断模具,所述第一倒角预断模具、压花模具和第二倒角预断模具上沿所述通孔的轴向依次装设有第一倒角预断刀、压花刀和第三倒角预断刀。
6.优选的,还包括盖合于所述倒角预断模具的模具盖板,所述模具盖板装设有第一导向块,所述通孔贯穿于所述第一导向块。
7.优选的,所述第一倒角预断模具、压花模具和第二倒角预断模具顶面分别设置有轴承,所述上凸轮座的底部开设有供所述轴承滑动的腰形槽。
8.优选的,所述上凸轮座设置有若干个复位弹性件;所述复位弹性件一端固定连接于所述上凸轮座,另一端连接于所述倒角预断模具。
9.优选的,所述上凸轮座上固定有连接块,所述连接块上通过轴承座固定有传动轴承。
10.优选的,所述模具盖板上沿所述通孔对称设置有第二导向块。
11.由上可知,应用本实用新型提供的可以得到以下有益效果:在有通孔的倒角预断模具内装嵌若干组可相对移动的倒角预断刀组件,在倒角预断模具顶面可旋转设置有上凸轮座,若干组倒角预断刀组件沿通孔呈环形且对称分布,pin针穿置于通孔后,通过驱动上凸轮座绕通孔转动,进而通过上凸轮座带动倒角预断模具内的倒角预断刀组件朝向通孔的pin针移动,使得多组倒角预断刀组件同时挤压于pin针,多组倒角预断刀组件中可以设置
不同类型的倒角预断刀,进而实现对pin针进行压花和倒角(预断),进而对端子 pin针挤压成型,再将pin针插入绝缘架和pbc板后精准切断,达到pin针自动成型的目的,并且方便插装,提高生产效率。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对本实用新型实施例或现有技术的描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本实用新型的一部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
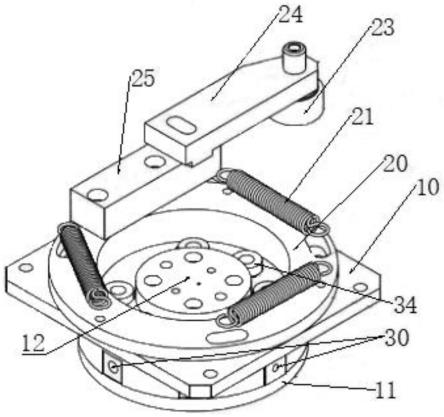
13.图1为本实用新型实施例插pin机的四面倒角预断压花成型装置结构示意图;
14.图2为本实用新型实施例倒角预断刀组件结构示意图;
15.图3为本实用新型实施例倒角预断刀组件结构立体图;
16.图4为本实用新型实施例插pin机的四面倒角预断压花成型装置俯视图;
17.图5为本实用新型实施例插pin机的四面倒角预断压花成型装置仰视图;
18.图6为本实用新型实施例pin针成型结构图。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.实施例
21.为了解决上述技术问题,本实施例提供一种插pin机的四面倒角预断压花成型装置,如图1-3所示,包括中心形成有供pin针穿过的通孔12的倒角预断模具10、若干组可相对移动装嵌于倒角预断模具10内的倒角预断刀组件 30,在倒角预断模具10顶面可旋转设置有上凸轮座20,若干组倒角预断刀组件30沿通孔12呈环形且对称分布,上凸轮座20的底部卡嵌于倒角预断刀组件30,pin针穿置于通孔12后,通过驱动上凸轮座20绕通孔12转动,进而通过上凸轮座20带动倒角预断模具10内的倒角预断刀组件30朝向通孔12 的pin针移动,使得多组倒角预断刀组件30同时挤压于pin针,多组倒角预断刀组件30中可以设置不同类型的倒角预断刀,进而实现对pin针进行压花和倒角(预断),进而对端子pin针挤压成型,再将pin针插入绝缘架和 pbc板后精准切断,达到pin针自动成型的目的,并且方便插装,提高生产效率。
22.具体的,如图5所示,还包括盖合于倒角预断模具10底部的模具盖板11,模具盖板11装设有第一导向块13,通孔12贯穿于第一导向块13。倒角预断刀组件30包括沿通孔12分别对称设置的第一倒角预断模具31、压花模具32 和第二倒角预断模具33,第一倒角预断模具31、压花模具32和第二倒角预断模具33均固设在模具盖板11上,并第一倒角预断模具31、压花模具32和第二倒角预断模具33沿通孔12两两对称设置,在模具盖板11上沿通孔12 对称设置有第二导向块35。进而端子pin针沿通孔12穿入后,通过第一倒角预断模具31和第二倒角预断模具33对pin针上下两端倒角,通过压花模具32对pin针的中部进行压花,进而实
现对pin针进行压花和倒角成型。
23.进一步的,在第一倒角预断模具31、压花模具32和第二倒角预断模具 33上沿通孔12的轴向依次装设有第一倒角预断刀311、压花刀321和第二倒角预断刀331,进而端子pin针沿通孔12穿入后,通过第一倒角预断刀311 和第二倒角预断刀331对pin针上下两端进行倒角,如图6中的a、c部所示为pin针两端成型倒角后形状,通过压花模具32的压花刀321对pin针的中部进行挤压,完成压花成型,如图6中的b部所示为pin针压花成型后的形状。其中,倒角预断模具10的通孔12开设有两个,可以同时加工两个pin 针,并且第一倒角预断刀311、压花刀321和第二倒角预断刀331可以同时作用于两个pin针,进而可以实现一次成型两个pin针,提高效率。
24.如图2-4所示,为了实现驱动第一倒角预断模具31、压花模具32和第二倒角预断模具33对pin针完成倒角压花成型,第一倒角预断模具31、压花模具32和第二倒角预断模具33顶面分别设置有轴承34,上凸轮座20的底部开设有供轴承34滑动的腰形槽22。上凸轮座20装设在倒角预断模具10上后,上凸轮座20的底部延伸至第一倒角预断模具31、压花模具32和第二倒角预断模具33的顶部,进而第一倒角预断模具31、压花模具32和第二倒角预断模具33顶部的轴承34卡嵌在上凸轮座20的腰形槽22内,通过驱动上凸轮座20旋转,进而轴承34设置在腰形槽22内,腰形槽22对轴承34有限位的作用,实现上凸轮座20带动两两对称设置的第一倒角预断模具31、压花模具32和第二倒角预断模具33在倒角预断模具10内朝向pin针移动并做挤压动作,进而实现对pin针进行压花和倒角成型。
25.为了实现驱动上凸轮座20旋转,在上凸轮座20上固定有连接块25,连接块25上通过轴承座24固定有传动轴承23,可以通过推动传动轴承23实现驱动上凸轮座20旋转。上凸轮座20设置有若干个复位弹性件21,上凸轮座 20开设有通孔,复位弹性件21一端固定连接于上凸轮座20,另一端通过通孔连接于倒角预断模具10,当驱动力去除后通过复位弹性件21实现上凸轮座 20复位,进而带动倒角预断刀组件30,进而进行下一组pin针倒角压花成型,具有方便快捷效率高的优点。
26.综上所述,本技术方案通过在有通孔的倒角预断模具内装嵌若干组可相对移动的倒角预断刀组件,在倒角预断模具顶面可旋转设置有上凸轮座,若干组倒角预断刀组件沿通孔呈环形且对称分布,pin针穿置于通孔后,通过驱动上凸轮座绕通孔转动,进而通过上凸轮座带动倒角预断模具内的倒角预断刀组件朝向通孔的pin针移动,使得多组倒角预断刀组件同时挤压于pin 针,多组倒角预断刀组件中可以设置不同类型的倒角预断刀,进而实现对pin 针进行压花和倒角(预断),进而对端子pin针挤压成型,再将pin针插入绝缘架和pbc板后精准切断,达到pin针自动成型的目的,并且方便插装,提高生产效率。
27.以上所述的实施方式,并不构成对该技术方案保护范围的限定。任何在上述实施方式的精神和原则之内所作的修改、等同替换和改进等,均应包含在该技术方案的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
