1.本发明涉及压敏电阻制造技术领域,尤其涉及一种压敏电阻基体芯片、高能量型电涌保护器阀片及其制造方法。
背景技术:
2.电涌保护器是连接在电源和应用设备之间或者设备内部电源回路的最前端,当供电系统没有发生异常过电压时,电涌保护器无动作,而一旦电路被外来过电压脉冲入侵时,电涌保护器内的核心非线性元件电涌保护器阀片瞬间立即动作,并将侵入的过电压脉冲峰值限制在一定水平之内,以保护并联在其后的电路负载元件。电涌保护器阀片是电涌保护器最重要的核心元件之一,其基本性能要求是具有较大的雷电浪涌能量耐量、较低的残压比以及工频耐受下的稳定性。为了能够达到更佳的性能要求,工程师从产品的本征、瓷体的配方和结构出发,开发出了一系列配方及制造方法,不断地优化了电涌保护器阀片的结构设计。如一种高性能电涌保护器阀片及其制造方法(专利申请号为cn202011582599.6),一种安全型电涌保护器阀片材料及其制备方法(专利号为cn104177082b),一种环境自适应型电涌保护器封装模块(专利号为cn112635141a),一种压敏电阻边缘涂敷浆料材料及其制备方法(专利号为cn104599797b),一种高能型spd阀片陶瓷涂层材料及涂层方法(专利号为cn106396743b),一种高性能安全型spd防雷阀片(专利号为cn204178839u)。这些专利申请均在一定程度上提高了电涌保护器阀片的电学性能或安全性能,但是都存在了一个缺点,常常由于表面电极的焊接结合力不够,在大电流测试过程中,产品本身未达到本征极限,而出现焊接脱落失效现象,因此,从产品的原生设计和工艺优化出发,提升产品的性能不断满足日益增长的市场需求,还有许多技术突破的空间。
技术实现要素:
3.为了克服上述现有技术的缺点,本发明的目的在于提供一种压敏电阻基体芯片、高能量型电涌保护器阀片及其制造方法,通过采用压敏电阻刻蚀技术,极大地提升电涌保护器阀片两端表面电极焊接拉力,从而可以进一步提升电涌保护器阀片的通流容量、能量耐受能力,以及工频耐受能力。
4.为了达到上述目的,本发明提供的技术方案如下:
5.一种压敏电阻基体芯片,包括压敏电阻瓷体1,在压敏电阻瓷体1两端面的外边缘自由边,以及侧面均设置有绝缘涂层2a;在压敏电阻瓷体1两端面且未设置绝缘涂层2a处设置有腐蚀凹坑1a,在腐蚀凹坑1a上方设置有金属表面电极层3。
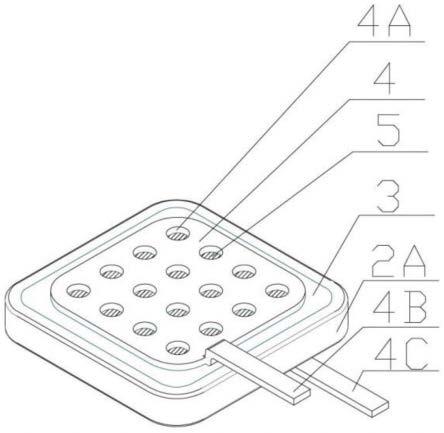
6.基于上述一种压敏电阻基体芯片的高能量型电涌保护器阀片,包括压敏电阻基体芯片、紧密设置在压敏电阻基体芯片两端面的金属电极片4、以及包封在压敏电阻基体芯片外的环氧树脂包封层6。
7.所述的金属电极片4上设置有引出电极4b、4c,分别通过焊锡层5与金属表面电极
层3紧密连接,并且两个引出电极4b、4c引出方向相同,分别引伸出环氧树脂包封层6之外。
8.所述的金属电极片4上还设置有通气孔4a。
9.基于上述一种高能量型电涌保护器阀片的制造方法,具体步骤如下:
10.1.贴玻璃粉生胶带:将玻璃粉生胶带2粘贴并完全包覆在压敏电阻瓷体1两端面上的外边缘自由边以及压敏电阻瓷体1侧面;
11.2.回火:将步骤1中包覆好带有玻璃粉生胶带2的压敏电阻瓷体,放入炉中450℃~700℃回火,保温0.2小时~2小时,随炉降温取出,玻璃粉生胶带2软化后完全贴合其包覆面,形成绝缘涂层2a,即得到一种压敏电阻保护基体;
12.3.刻蚀:将步骤2中压敏电阻保护基体浸入重量百分比为2%~5%的氢氟酸溶液中腐蚀3~20秒钟后,立即取出,并使用去离子水将腐蚀过的压敏电阻保护基体冲洗干净,在压敏电阻瓷体两端面上未设有绝缘涂层的区域刻蚀形成有腐蚀凹坑1a;
13.4.表面电极化:在步骤3中刻蚀形成的腐蚀凹坑1a上丝网印刷银电极浆料,并使银电极浆料完全覆盖压敏电阻瓷体两端面上的整个腐蚀凹坑1a;然后在60℃~300℃条件下将上述银电极浆料烘干后,在480℃~650℃下保温0.2~2小时,表面电极化形成表面电极3,即得到压敏电阻基体芯片;
14.5.刷锡和焊接:在步骤4制得的压敏电阻基体芯片两端的表面电极上丝网印刷锡膏层,烘干、回流焊后,得到带两端电极的压敏电阻基体芯片模块;
15.6.包封:将步骤5中带两端电极的压敏电阻基体芯片模块用环氧树脂包封层6进行包封、固化后,即得到一种高能量型电涌保护器阀片。
16.本发明具有以下优点:
17.1.本发明采用的是压敏电阻刻蚀技术,通过对压敏电阻两端表面表层zno晶粒刻蚀,最重要的是刻蚀后形成富bi相网状结构均匀分布在表层,与表面电极浆料更好地粘附,并在烧银过程中电极与瓷体形成更好的结合力,导致电极焊接力大幅度提升,并且极大的提升电涌保护器阀片两端表面电极焊接拉力,从而可以实现进一步提升电涌保护器的通流容量、能量耐受能力,以及工频耐受能力。
18.2.本发明结构简单,加工方便,生产效率高,适合大批量工业化生产。
附图说明
19.图1是本发明实施例1中的压敏电阻瓷体结构图。
20.图2是本发明实施例1中的粘贴玻璃粉生胶带后的压敏电阻瓷体结构图。
21.图3是本发明实施例1中压敏电阻保护基体结构图。
22.图4是本发明实施例1中刻蚀后的压敏电阻保护基体结构图。
23.图5是本发明实施例1中的压敏电阻基体芯片结构图。
24.图6是本发明实施例1中的带两端电极的压敏电阻基体芯片模块结构图。
25.图7是本发明实施例1中的高能量型电涌保护器阀片结构图。
26.图中:压敏电阻瓷体1,腐蚀凹坑1a,玻璃粉生胶带2、绝缘涂层2a,金属表面电极层3,金属电极片4,通气孔4a,引出电极4b、4c,焊锡层5,环氧树脂包封层6。
具体实施方式
27.下面结合实施例对本发明作进一步描述。需要指出的是,按照本发明的技术方案,在不脱离本发明权利要求的前提下,还可以做出若干的变形和改进,均属于本发明的保护范围。
28.参照图1-图5,一种压敏电阻基体芯片,包括压敏电阻瓷体1,在压敏电阻瓷体1两端面的外边缘自由边,以及侧面均设置有绝缘涂层2a;在压敏电阻瓷体1两端面且未设置绝缘涂层2a处设置有腐蚀凹坑1a,在腐蚀凹坑1a上方设置有金属表面电极层3。
29.如图1~图7所示,基于上述一种压敏电阻基体芯片的高能量型电涌保护器阀片,包括压敏电阻基体芯片、紧密设置在压敏电阻基体芯片两端面的金属电极片4、以及包封在压敏电阻基体芯片外的环氧树脂包封层6。
30.所述的金属电极片4上设置有引出电极4b、4c,分别通过焊锡层5与金属表面电极层3紧密连接,并且两个引出电极4b、4c引出方向相同,分别引伸出环氧树脂包封层6之外;所述的金属电极片4上还设置有通气孔4a,确保在焊锡过程中,焊锡层5没有气泡,能够实现压敏电阻基体芯片两端面和金属电极片4紧密连接。
31.实施例一
32.本实施例是基于上述一种高能量型电涌保护器阀片的制造方法,具体步骤如下:
33.1.贴玻璃粉生胶带:将玻璃粉生胶带2粘贴并完全包覆在压敏电阻瓷体1两端面上的外边缘自由边以及压敏电阻瓷体1侧面;
34.2.回火:将步骤1中包覆好带有玻璃粉生胶带的压敏电阻瓷体,放入500℃回火,保温0.5小时,随炉降温取出,玻璃粉生胶带2软化后完全贴合其包覆面,形成绝缘涂层2a,得到一种压敏电阻保护基体;
35.3.刻蚀:将步骤2中压敏电阻保护基体浸入重量百分比为2.5%的氢氟酸溶液中腐蚀3秒钟后,快速取出,并立即使用去离子水快速将腐蚀过的压敏电阻保护基体冲洗干净,压敏电阻瓷体两端面上未设有绝缘涂层的区域形成有15微米~25微米深的腐蚀凹坑1a;
36.4.表面电极化:在步骤3中刻蚀形成的腐蚀凹坑1a上丝网印刷银电极浆料,并使银电极浆料完全覆盖压敏电阻瓷体两端面上的整个腐蚀凹坑1a;然后在200℃条件下将上述银电极浆料烘干后,在590℃下保温40分钟,表面电极化形成表面电极3,得到压敏电阻基体芯片;
37.5.刷锡和焊接:在步骤4制得的压敏电阻基体芯片两端的表面电极上丝网印刷锡膏层,烘干、回流焊后,得到带两端电极的压敏电阻基体芯片模块;
38.6.包封:将步骤5中带两端电极的压敏电阻基体芯片模块环氧树脂包封、190℃固化2小时后,得到一种高能量型电涌保护器阀片。
39.实施例二
40.本实施例是基于上述一种高能量型电涌保护器阀片的制造方法,具体步骤如下:
41.1.贴玻璃粉生胶带:将玻璃粉生胶带粘贴并完全包覆在压敏电阻瓷体两端面上的外边缘自由边以及压敏电阻瓷体侧面;
42.2.回火:将步骤1中包覆好带有玻璃粉生胶带的压敏电阻瓷体,放入480℃回火,保温1小时,随炉降温取出,玻璃粉生胶带软化后完全贴合其包覆面,形成绝缘涂层,得到一种压敏电阻保护基体;
43.3.刻蚀:将步骤2中压敏电阻保护基体浸入重量百分比为2%的氢氟酸溶液中腐蚀15秒钟后,快速取出,并立即使用去离子水快速将腐蚀过的压敏电阻保护基体冲洗干净,压敏电阻瓷体两端面上未设有绝缘涂层的区域形成有30微米~40微米深的腐蚀凹坑;
44.4.表面电极化:在步骤3中刻蚀形成的腐蚀凹坑上丝网印刷银电极浆料,并使银电极浆料完全覆盖压敏电阻瓷体两端面上的整个腐蚀凹坑;然后在250℃条件下将上述银电极浆料烘干后,在650℃下保温20分钟,表面电极化形成表面电极,得到压敏电阻基体芯片;
45.5.刷锡和焊接:在步骤4制得的压敏电阻基体芯片两端的表面电极上丝网印刷锡膏层,烘干、回流焊后,得到带两端电极的压敏电阻基体芯片模块;
46.6.包封:将步骤5中带两端电极的压敏电阻基体芯片模块环氧树脂包封、190℃固化2小时后,得到一种高能量型电涌保护器阀片。
47.实施例三
48.本实施例是基于上述一种高能量型电涌保护器阀片的制造方法,具体步骤如下:
49.1.贴玻璃粉生胶带:将玻璃粉生胶带粘贴并完全包覆在压敏电阻瓷体两端面上的外边缘自由边以及压敏电阻瓷体侧面;
50.2.回火:将步骤1中包覆好带有玻璃粉生胶带的压敏电阻瓷体,放入550℃回火,保温30分钟,随炉降温取出,玻璃粉生胶带软化后完全贴合其包覆面,形成绝缘涂层,得到一种压敏电阻保护基体;
51.3.刻蚀:将步骤2中压敏电阻保护基体浸入重量百分比为5%的氢氟酸溶液中腐蚀3秒钟后,快速取出,并立即使用去离子水快速将腐蚀过的压敏电阻保护基体冲洗干净,压敏电阻瓷体两端面上未设有绝缘涂层的区域形成有25微米~35微米深的腐蚀凹坑;
52.4.表面电极化:在步骤3中刻蚀形成的腐蚀凹坑上丝网印刷银电极浆料,并使银电极浆料完全覆盖压敏电阻瓷体两端面上的整个腐蚀凹坑;然后在150℃条件下将上述银电极浆料烘干后,在550℃下保温70分钟,表面电极化形成表面电极,得到压敏电阻基体芯片;
53.5.刷锡和焊接:在步骤4制得的压敏电阻基体芯片两端的表面电极上丝网印刷锡膏层,烘干、回流焊后,得到带两端电极的压敏电阻基体芯片模块;
54.6.包封:将步骤5中带两端电极的压敏电阻基体芯片模块环氧树脂包封、190℃固化2小时后,得到一种高能量型电涌保护器阀片。
55.本发明实施例1~3所采用的是压敏电阻刻蚀技术,由于刻蚀后形成富bi相网状结构均匀分布在表层,与表面电极浆料更好地粘附,并在烧银过程中电极与瓷体形成更好的结合力,导致电极焊接力大幅度提升,并且极大的提升电涌保护器阀片两端表面电极焊接拉力,为了检测本发明的性能,经测试与现有产品相互对比,基本性能保持不变的同时,金属表面电极与压敏电阻瓷体的结合力增加80%以上,阀片的通流容量和能量耐受能力提升20%以上,工频耐受能力提升20%以上,测试结果如下所示:
56.
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。