1.本发明涉及图像处理、数据处理、产品缺陷检测技术领域,具体涉及一种金属元件产品缺陷检测方法及系统。
背景技术:
2.金属元件的成型工艺一般采用金属粉末注射成型技术、或者3d打印技术、金属射出成型技术、粉末热压、注塑成型工艺,其工艺中往往在成型的过程中,内部应力或者温度差、人工磨削等原因导致金属的内部出现一些规则痕迹或者空洞,这些规则痕迹或者空洞并不会对于金属元件的应力集中区域和完整性造成影响,并不是金属元件的实质性缺陷,或者实际上造成的损伤有限,并不影响实际的使用,而现有的技术往往会不会对这些部分加以区分,从而降低了金属元件产品的缺陷检测成功率,目前缺陷检测方法的可靠性并不高,而常用的对金属元件的b扫描图像或者工业ct图像进行人工判断,人工成本极高,错误率高,难以准确的识别出哪些产品是正常的b扫描图像或者工业ct图像。
技术实现要素:
3.本发明的目的在于提出一种金属元件产品缺陷检测方法及系统,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
4.为了实现上述目的,根据本发明的一方面,提供一种金属元件产品缺陷检测方法,所述方法包括以下步骤:
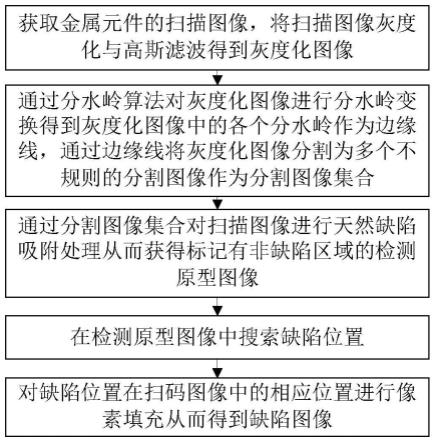
5.s100,获取金属元件的扫描图像,将扫描图像灰度化与高斯滤波得到灰度化图像;
6.s200,通过分水岭算法对灰度化图像进行分水岭变换得到灰度化图像中的各个分水岭作为边缘线,通过边缘线将灰度化图像分割为多个不规则的分割图像作为分割图像集合;
7.s300,通过分割图像集合对扫描图像进行天然缺陷吸附处理从而获得标记有非缺陷区域的检测原型图像;
8.s400,在检测原型图像中搜索缺陷位置;
9.s500,对缺陷位置在扫码图像中的相应位置进行像素填充从而得到缺陷图像。
10.进一步地,在s100中,获取金属元件的扫描图像的方法为:通过线阵列工业ct机或者x射线断层扫描系统获取的金属元件的断层图像作为扫描图像,或者,通过tofd相控阵超声成像检测系统获取金属元件的超声图像,将断层图像或者超声图像作为扫描图像,或者获取金属元件的b扫描图像作为扫描图像,所述金属元件包括发动机配件、法兰盘、齿轮、行星轮、输入轴、轴承、支撑板、汽门导管、同步毂中任意一种。
11.进一步地,在s300中,通过分割图像集合对扫描图像进行天然缺陷吸附处理从而获得标记有非缺陷区域的检测原型图像的方法包括以下步骤:
12.s301,记分割图像集合为gf={gf
i1
},其中gf
i1
为分割图像集合gf中第i1个分割图像,i1∈[1,n1],n1为分割图像集合gf中分割图像的数量;获取集合gf中各个分割图像gf
i1
的几何中心点记为第i1个分割图像gf
i1
的对应的定位点,由各个定位点构成集合pf={pf
i1
},其中pf
i1
为集合pf中第i1个分割图像gf
i1
的对应的定位点,则每个分割图像对应一个定位点;设置变量i1的值为1;设置空集合g2;令分割图像gf
i1
的边缘线上的像素点的数量为n2;设置变量i2,初始化i2的值为1,i2∈[1,n2];
[0013]
s302,获取分割图像gf
i1
的边缘线上第i2个像素点为点fpi2(边缘线上的像素点顺序为:分割图像gf
i1
的边缘线上的第1个像素点从分割图像gf
i1
的边缘线上与最长或者最短的点开始顺时针或逆时针方向的顺序排列),从集合pf中搜索除点pf
i1
之外与点pf
i1
的距离最短的一个点为sho,取点pf
i1
到点sho之间的距离为r1;
[0014]
s303,取r1为半径、点fpi2为圆心的圆形范围为吸附范围,遍历各个位于吸附范围之内的集合pf中的定位点,如果这些定位点中存在定位点对应的分割图像的面积小于分割图像gf
i1
的面积,和/或,如果这些定位点中存在定位点对应的分割图像中各个像素的平均像素值小于或等于分割图像gf
i1
中各个像素的平均像素值,则标记这些定位点对应的分割图像为待吸附图像;计算待吸附图像的数量为n3,将n1的值设置为n1-n3(即将n1减去n3的值赋值给n1);(这些待吸附图像的小区域即为天然缺陷,由于工艺中金属射出的工艺或者注塑的步骤导致一些内部变型不影响金属产品的质量,所以通过此步骤过滤);
[0015]
s304,对各个待吸附图像执行吸附步骤在集合gf中形成吸附后的分割图像gf
i1
,具体步骤为:取点pf
i1
与待吸附图像相切的两个切线的切点分别为q1和q2(切线与待吸附图像相切定义为:切线仅仅与待吸附图像的边缘线的一个点相交或者与待吸附图像的一部分边缘线重合),取q1和q2之间的距离为d1,以d1为半径、点fpi2为圆心的作圆s1,则圆s1与分割图像gf
i1
的边缘线相交于点q3和q4,将待吸附图像整体移动到定位点与点fpi2重叠的位置,从而使得待吸附图像上的q1和q2对应移动到覆盖q3和q4的位置,记分割图像gf
i1
的边缘线上的圆s1范围内q3和q4之间的像素点为重叠像素,计算重叠像素的数量为n4,从分割图像gf
i1
的边缘线上删除各个重叠像素从而在集合gf中形成了吸附后的分割图像gf
i1
;则该待吸附图像的图像区域合并到了分割图像gf
i1
中;将n2的值设置为n2-n4;将i2的值增加1,当i2≤n2时转到步骤s302,否则转到步骤s305;
[0016]
s305,将吸附后的分割图像gf
i1
在扫描图像中的对应区域为fx,计算区域fx内的所有像素的平均值为avepix,在扫描图像中将区域fx标记为非缺陷区域,将所有的待吸附图像在扫描图像上的对应位置内所有像素的像素值设置为avepix,从集合gf中删除各个待吸附图像并且从集合pf删除待吸附图像对应的定位点,将i1的值增加1,当i1≤n1时转到步骤s302,否则转到步骤s306;
[0017]
s306,将扫描图像作为检测原型图像,从而获得标记有非缺陷区域的检测原型图像。
[0018]
(由于工艺中导致的细微规则痕迹是打磨或者自然凝固构成的,其缝隙的延展具有方向性,因此上述的步骤能够减少金属原件产品的非实质性缺陷的区域检测的误差率)。
[0019]
进一步地,在s400中,在检测原型图像中搜索缺陷位置的方法包括以下步骤:
[0020]
s401,将分割图像集合gf中的各个分割图像在检测原型图像上的对应位置相比较,筛选出分割图像集合gf中不在非缺陷区域的范围之内的各个分割图像记为集合seleset;或者,将分割图像在步骤s303中对应的待吸附图像数量n3为0的各个分割图像记为集合seleset;
[0021]
s402,依次计算集合seleset中各个分割图像的缺陷程度值deft:
[0022][0023]
或者,
[0024]
其中,ln为以常数e为底数的对数函数;buzz(i3)是分割图像的边缘线上第i3个角点的天然态值;toal是分割图像的边缘线上的角点的数量,grmax是分割图像的边缘线上各个角点灰度值的最大值,grmin是分割图像的边缘线上各个角点灰度值的最小值,grmean是分割图像的边缘线上不包括灰度值为0的各个角点灰度值的平均值,gray(i3)是分割图像的边缘线上第i3个角点的灰度值,其中,角点为以harris角点检测法对分割图像进行角点检测得到;(根据角点之间的色度变化态势进行筛选,去除一些并不会影响金属品质的缺陷位置);
[0025]
s403,计算集合seleset中所有分割图像的缺陷程度值deft的平均值记为ade,筛选出集合seleset中所有缺陷程度值deft大于或者等于ade的分割图像构成缺陷集合deft;则将集合deft中各个分割图像在原型图像上的对应位置记为缺陷位置;即,将集合deft中各个分割图像在扫码图像上的对应位置记为缺陷位置。
[0026]
优选地,在s402中,依次计算集合seleset中各个分割图像的缺陷程度值deft计算方法为以下步骤:
[0027]
通过canny边缘检测算子获取集合seleset中各个分割图像的边缘线,设分割图像的边缘线上第i3个角点的像素的灰度值为cutsub(i3);在边缘线上搜索与分割图像的几何中心点的距离最小的点p1,以几何中心点和点p1之间的距离为dest;
[0028]
计算分割图像cutsub(x,y)的缺陷程度值deft:
[0029]
缺陷程度值
[0030]
其中,ln为以常数e为底数的对数函数;toal是分割图像的边缘线上的角点的数量。
[0031]
优选地,在s400中,在检测原型图像中搜索缺陷位置的方法为:遍历分割图像集合gf中的各个分割图像,将各个分割图像在检测原型图像上的对应位置相比较,筛选出分割图像集合gf中不在非缺陷区域的范围之内的各个分割图像记为缺陷位置。
[0032]
进一步地,在s500中,对缺陷位置在扫码图像中的相应位置进行像素填充从而得到缺陷图像的方法为:以红色或者蓝色的像素将缺陷位置中扫码图像上的对应位置进行填充从而得到缺陷图像。
[0033]
进一步地,还包括s600,将缺陷图像输出到上位机中保存并显示输出,或者,将缺陷图像输出到客户端进行显示输出。
[0034]
本发明还提供了一种金属元件产品缺陷检测系统,所述一种金属元件产品缺陷检测系统包括:处理器、存储器及存储在所述存储器中并可在所述处理器上运行的计算机脚本程序,所述处理器执行所述计算机脚本程序时实现所述一种金属元件产品缺陷检测方法中的步骤,所述一种金属元件产品缺陷检测系统可以运行于桌上型计算机、笔记本电脑、掌
上电脑及云端数据中心等计算设备中,可运行的系统可包括,但不仅限于,处理器、存储器、服务器集群,所述处理器执行所述计算机程序运行在以下系统的单元中:
[0035]
元件图像采集单元,用于获取金属元件的扫描图像,将扫描图像灰度化与高斯滤波得到灰度化图像;
[0036]
边缘图像分割单元,用于通过分水岭算法对灰度化图像进行分水岭变换得到灰度化图像中的各个分水岭作为边缘线,通过边缘线将灰度化图像分割为多个不规则的分割图像作为分割图像集合;
[0037]
天然缺陷吸附单元,用于通过分割图像集合对扫描图像进行天然缺陷吸附处理从而获得标记有非缺陷区域的检测原型图像;
[0038]
缺陷位置搜索单元,用于在检测原型图像中搜索缺陷位置;
[0039]
缺陷图像生成单元,用于对缺陷位置在扫码图像中的相应位置进行像素填充从而得到缺陷图像。
[0040]
本发明的有益效果为:本发明提供一种金属元件产品缺陷检测方法及系统,能够智能的判断常用的金属射出成型工艺对金属元件的b扫描图像或者工业ct图像中的缺陷,提高了图像中缺陷的检出率,准确的区分出图像中的非缺陷区域并形成标记,能够减少金属原件产品的非实质性缺陷的区域检测的误差率,提高缺陷检出的正确率与结果的稳定性。
附图说明
[0041]
通过对结合附图所示出的实施方式进行详细说明,本发明的上述以及其他特征将更加明显,本发明附图中相同的参考标号表示相同或相似的元素,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,在附图中:
[0042]
图1所示为一种金属元件产品缺陷检测方法的流程图;
[0043]
图2所示为基于一种金属元件产品缺陷检测系统图。
具体实施方式
[0044]
以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整的描述,以充分地理解本发明的目的、方案和效果。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
[0045]
如图1所示为根据本发明的一种金属元件产品缺陷检测方法的流程图,下面结合图1来阐述根据本发明的实施方式的一种金属元件产品缺陷检测方法。
[0046]
本发明提出一种金属元件产品缺陷检测方法,具体包括以下步骤:
[0047]
s100,获取金属元件的扫描图像,将扫描图像灰度化与高斯滤波得到灰度化图像;
[0048]
s200,通过分水岭算法对灰度化图像进行分水岭变换得到灰度化图像中的各个分水岭作为边缘线,通过边缘线将灰度化图像分割为多个不规则的分割图像作为分割图像集合;
[0049]
s300,通过分割图像集合对扫描图像进行天然缺陷吸附处理从而获得标记有非缺陷区域的检测原型图像;
[0050]
s400,在检测原型图像中搜索缺陷位置;
[0051]
s500,对缺陷位置在扫码图像中的相应位置进行像素填充从而得到缺陷图像。
[0052]
进一步地,在s100中,获取金属元件的扫描图像的方法为:通过线阵列工业ct机或者x射线断层扫描系统获取的金属元件的断层图像作为扫描图像,或者,通过tofd相控阵超声成像检测系统获取金属元件的超声图像,将断层图像或者超声图像作为扫描图像,或者获取金属元件的b扫描图像作为扫描图像,所述金属元件包括发动机配件、法兰盘、齿轮、行星轮、输入轴、轴承、支撑板、汽门导管、同步毂中任意一种。
[0053]
进一步地,在s300中,通过分割图像集合对扫描图像进行天然缺陷吸附处理从而获得标记有非缺陷区域的检测原型图像的方法包括以下步骤:
[0054]
s301,记分割图像集合为gf={gf
i1
},其中gf
i1
为分割图像集合gf中第i1个分割图像,i1∈[1,n1],n1为分割图像集合gf中分割图像的数量;获取集合gf中各个分割图像gf
i1
的几何中心点记为第i1个分割图像gf
i1
的对应的定位点,由各个定位点构成集合pf={pf
i1
},其中pf
i1
为集合pf中第i1个分割图像gf
i1
的对应的定位点,则每个分割图像对应一个定位点;设置变量i1的值为1;设置空集合g2;令分割图像gf
i1
的边缘线上的像素点的数量为n2;设置变量i2,初始化i2的值为1,i2∈[1,n2];
[0055]
s302,获取分割图像gf
i1
的边缘线上第i2个像素点为点fpi2(边缘线上的像素点顺序为:分割图像gf
i1
的边缘线上的第1个像素点从分割图像gf
i1
的边缘线上与最长或者最短的点开始顺时针或逆时针方向的顺序排列),从集合pf中搜索除点pf
i1
之外与点pf
i1
的距离最短的一个点为sho,取点pf
i1
到点sho之间的距离为r1;
[0056]
s303,取r1为半径、点fpi2为圆心的圆形范围为吸附范围,遍历各个位于吸附范围之内的集合pf中的定位点,如果这些定位点中存在定位点对应的分割图像的面积小于分割图像gf
i1
的面积,和/或,如果这些定位点中存在定位点对应的分割图像中各个像素的平均像素值小于或等于分割图像gf
i1
中各个像素的平均像素值,则标记这些定位点对应的分割图像为待吸附图像;计算待吸附图像的数量为n3,将n1的值设置为n1-n3(即将n1减去n3的值赋值给n1);(这些待吸附图像的小区域即为天然缺陷,由于工艺中金属射出的工艺或者注塑的步骤导致一些内部变型不影响金属产品的质量,所以通过此步骤过滤);
[0057]
s304,对各个待吸附图像执行吸附步骤在集合gf中形成吸附后的分割图像gf
i1
,具体步骤为:取点pf
i1
与待吸附图像相切的两个切线的切点分别为q1和q2(切线与待吸附图像相切定义为:切线仅仅与待吸附图像的边缘线的一个点相交或者与待吸附图像的一部分边缘线重合),取q1和q2之间的距离为d1,以d1为半径、点fpi2为圆心的作圆s1,则圆s1与分割图像gf
i1
的边缘线相交于点q3和q4,将待吸附图像整体移动到定位点与点fpi2重叠的位置,从而使得待吸附图像上的q1和q2对应移动到覆盖q3和q4的位置,记分割图像gf
i1
的边缘线上的圆s1范围内q3和q4之间的像素点为重叠像素,计算重叠像素的数量为n4,从分割图像gf
i1
的边缘线上删除各个重叠像素从而在集合gf中形成了吸附后的分割图像gf
i1
;则该待吸附图像的图像区域合并到了分割图像gf
i1
中;将n2的值设置为n2-n4;将i2的值增加1,当i2≤n2时转到步骤s302,否则转到步骤s305;
[0058]
s305,将吸附后的分割图像gf
i1
在扫描图像中的对应区域为fx,计算区域fx内的所有像素的平均值为avepix,在扫描图像中将区域fx标记为非缺陷区域,将所有的待吸附图像在扫描图像上的对应位置内所有像素的像素值设置为avepix,从集合gf中删除各个待吸
附图像并且从集合pf删除待吸附图像对应的定位点,将i1的值增加1,当i1≤n1时转到步骤s302,否则转到步骤s306;
[0059]
s306,将扫描图像作为检测原型图像,从而获得标记有非缺陷区域的检测原型图像。
[0060]
(由于工艺中导致的细微规则痕迹是打磨或者自然凝固构成的,其缝隙的延展具有方向性,因此上述的步骤能够减少金属原件产品的非实质性缺陷的区域检测的误差率)。
[0061]
进一步地,在s400中,在检测原型图像中搜索缺陷位置的方法包括以下步骤:
[0062]
s401,将分割图像集合gf中的各个分割图像在检测原型图像上的对应位置相比较,筛选出分割图像集合gf中不在非缺陷区域的范围之内的各个分割图像记为集合seleset;或者,将分割图像在步骤s303中对应的待吸附图像数量n3为0的各个分割图像记为集合seleset;
[0063]
s402,依次计算集合seleset中各个分割图像的缺陷程度值deft:
[0064][0065]
或者,
[0066]
其中,ln为以常数e为底数的对数函数;buzz(i3)是分割图像的边缘线上第i3个角点的天然态值;toal是分割图像的边缘线上的角点的数量,grmax是分割图像的边缘线上各个角点灰度值的最大值,grmin是分割图像的边缘线上各个角点灰度值的最小值,grmean是分割图像的边缘线上不包括灰度值为0的各个角点灰度值的平均值,gray(i3)是分割图像的边缘线上第i3个角点的灰度值,其中,角点为以harris角点检测法对分割图像进行角点检测得到;(根据角点之间的色度变化态势进行筛选);
[0067]
s403,计算集合seleset中所有分割图像的缺陷程度值deft的平均值记为ade,筛选出集合seleset中所有缺陷程度值deft大于或者等于ade的分割图像构成缺陷集合deft;则将集合deft中各个分割图像在原型图像上的对应位置记为缺陷位置;即,将集合deft中各个分割图像在扫码图像上的对应位置记为缺陷位置。
[0068]
优选地,在s402中,依次计算集合seleset中各个分割图像的缺陷程度值deft计算方法为以下步骤:
[0069]
通过canny边缘检测算子获取集合seleset中各个分割图像的边缘线,设分割图像的边缘线上第i3个角点的像素的灰度值为cutsub(i3);在边缘线上搜索与分割图像的几何中心点的距离最小的点p1,以几何中心点和点p1之间的距离为dest;
[0070]
计算分割图像cutsub(x,y)的缺陷程度值deft:
[0071]
缺陷程度值
[0072]
其中,ln为以常数e为底数的对数函数;toal是分割图像的边缘线上的角点的数量。
[0073]
优选地,在s400中,在检测原型图像中搜索缺陷位置的方法为:遍历分割图像集合gf中的各个分割图像,将各个分割图像在检测原型图像上的对应位置相比较,筛选出分割
图像集合gf中不在非缺陷区域的范围之内的各个分割图像记为缺陷位置。
[0074]
进一步地,在s500中,对缺陷位置在扫码图像中的相应位置进行像素填充从而得到缺陷图像的方法为:以红色或者蓝色将缺陷位置中扫码图像上的对应位置进行填充从而得到缺陷图像。
[0075]
进一步地,还包括s600,将缺陷图像输出到上位机中保存并显示输出,或者,将缺陷图像输出到客户端的显示屏或者台式机屏幕中进行显示输出。
[0076]
本发明的实施例提供的基于一种金属元件产品缺陷检测系统,如图2所示为本发明的基于一种金属元件产品缺陷检测系统图,该实施例的基于一种金属元件产品缺陷检测系统包括:处理器、存储器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述基于一种金属元件产品缺陷检测系统实施例中的步骤。
[0077]
所述系统包括:存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序运行在以下系统的单元中:
[0078]
元件图像采集单元,用于获取金属元件的扫描图像,将扫描图像灰度化与高斯滤波得到灰度化图像;
[0079]
边缘图像分割单元,用于通过分水岭算法对灰度化图像进行分水岭变换得到灰度化图像中的各个分水岭作为边缘线,通过边缘线将灰度化图像分割为多个不规则的分割图像作为分割图像集合;
[0080]
天然缺陷吸附单元,用于通过分割图像集合对扫描图像进行天然缺陷吸附处理从而获得标记有非缺陷区域的检测原型图像;
[0081]
缺陷位置搜索单元,用于在检测原型图像中搜索缺陷位置;
[0082]
缺陷图像生成单元,用于对缺陷位置在扫码图像中的相应位置进行像素填充从而得到缺陷图像。
[0083]
所述基于一种金属元件产品缺陷检测系统可以运行于桌上型计算机、笔记本电脑、掌上电脑及云端服务器等计算设备中。所述基于一种金属元件产品缺陷检测系统,可运行的系统可包括,但不仅限于,处理器、存储器。本领域技术人员可以理解,所述例子仅仅是基于一种金属元件产品缺陷检测系统的示例,并不构成对基于一种金属元件产品缺陷检测系统的限定,可以包括比例子更多或更少的部件,或者组合某些部件,或者不同的部件,例如所述基于一种金属元件产品缺陷检测系统还可以包括输入输出设备、网络接入设备、总线等。
[0084]
所称处理器可以是中央处理单元(central processing unit,cpu),还可以是其他通用处理器、数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)、现场可编程门阵列(field-programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件等。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等,所述处理器是所述基于一种金属元件产品缺陷检测系统运行系统的控制中心,利用各种接口和线路连接整个基于一种金属元件产品缺陷检测系统可运行系统的各个部分。
[0085]
所述存储器可用于存储所述计算机程序和/或模块,所述处理器通过运行或执行存储在所述存储器内的计算机程序和/或模块,以及调用存储在存储器内的数据,实现所述
基于一种金属元件产品缺陷检测系统的各种功能。所述存储器可主要包括存储程序区和存储数据区,其中,存储程序区可存储操作系统、至少一个功能所需的应用程序(比如声音播放功能、图像播放功能等)等;存储数据区可存储根据手机的使用所创建的数据(比如音频数据、电话本等)等。此外,存储器可以包括高速随机存取存储器,还可以包括非易失性存储器,例如硬盘、内存、插接式硬盘,智能存储卡(smart media card,smc),安全数字(secure digital,sd)卡,闪存卡(flash card)、至少一个磁盘存储器件、闪存器件、或其他易失性固态存储器件。
[0086]
尽管本发明的描述已经相当详尽且特别对几个所述实施例进行了描述,但其并非旨在局限于任何这些细节或实施例或任何特殊实施例,从而有效地涵盖本发明的预定范围。此外,上文以发明人可预见的实施例对本发明进行描述,其目的是为了提供有用的描述,而那些目前尚未预见的对本发明的非实质性改动仍可代表本发明的等效改动。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
