1.本技术实施例涉及辊棒故障检测领域,具体涉及一种辊棒转动检测的装置、方法、系统、设备及介质。
背景技术:
2.相关技术中,辊棒通常用于传输陶瓷或玻璃产品,在辊棒工作过程中,如果不能及时发现和处理辊棒的故障,容易导致塞窑事故。目前,辊棒转动检测的方法只对较大的故障有效,但不能准确定位故障位置,并且不能对单个辊棒进行故障定位,从而导致发生故障误报的情况。
3.因此,如何高效准确的进行辊棒转动检测成为需要解决的问题。
技术实现要素:
4.本技术实施例提供一种辊棒转动检测的装置、方法、系统、设备及介质,通过本技术的一些实施例至少能够实现高效准确的进行辊棒转动检测。
5.第一方面,本技术提供了一种辊棒转动检测的装置,所述装置包括:转动状态标识部件,所述转动状态标识部件上设置有标识图案,所述标识图案用于表示与所述转动状态标识部件连接的辊棒,并且用于检测所述辊棒的转动状态;传动组件,用于连接所述辊棒与所述转动状态标识部件,并且用于在所述辊棒转动的情况下带动所述转动状态标识部件转动。
6.因此,本技术实施例通过在辊棒上采用无源的方式,安装一个辊棒转动检测的装置,能够通过该装置表征辊棒的转动状态,进而能够及时检测出辊棒在工作过程中的故障,并且准确定位发生故障的辊棒,进而防止因未及时发现故障而导致的工厂事故。
7.结合第一方面,在本技术的一种实施方式中,所述转动状态标识部件包括第一标识部件,所述传动组件包括第一组传动轮;所述第一组传动轮包括主传动轮和第七齿轮;所述主传动轮与所述辊棒的一端连接,并且与所述辊棒同轴转动;所述第七齿轮与所述主传动轮啮合,并且所述第一标识部件与所述第七齿轮同轴转动;其中,所述主传动轮的周长小于所述第七齿轮的周长。
8.结合第一方面,在本技术的一种实施方式中,所述转动状态标识部件包括第一标识部件和第二标识部件,所述传动组件包括第二组传动轮和主传动轮,所述第二组传动轮包括第一齿轮、第二齿轮和第三齿轮;所述第一标识部件通过所述主传动轮与所述辊棒的一端连接,并且与所述辊棒同轴转动;所述第一齿轮与所述第二齿轮啮合,所述第二齿轮、所述第三齿轮和所述第二标识部件同轴转动;其中,所述主传动轮的周长小于所述第一齿轮,所述第二齿轮的周长为所述主传动轮的周长的n倍,所述第二齿轮的周长大于所述第三齿轮的周长,n为大于1的整数。
9.因此,本技术实施例通过将转动状态标识装置设置为包含两个标识部件,能够相比于仅包含一个标识部件的结构,更加直观的确定辊棒的总旋转角度,进而提升识别的速
度和准确度。
10.结合第一方面,在本技术的一种实施方式中,所述转动状态标识部件还包括第三标识部件,所述传动组件还包括第三组传动轮,所述第三组传动轮包括第四齿轮、第五齿轮和第六齿轮;所述第四齿轮与所述第三齿轮啮合,所述第四齿轮与所述第五齿轮啮合,所述第五齿轮、所述第六齿轮和所述第三标识部件同轴转动;其中,所述第五齿轮的周长为所述第三齿轮的周长的n倍,第六齿轮的周长小于所述第五齿轮。
11.因此,本技术实施例通过将转动状态标识装置设置为包含三个标识部件,能够相比于仅包含一个或两个标识部件的结构,更加精确的识别出辊棒的总旋转角度,从而增加识别过程中的准确性。
12.结合第一方面,在本技术的一种实施方式中,所述转动状态标识部件还包括:标识盘,静止设置在所述标识图案的外周,所述标识盘表面设置有旋转计数值。
13.因此,本技术实施例通过在转动状态标识部件的外周设置标识盘,能够使机器人在巡检的过程中直接获取能够表征转动状态的旋转计数值,从而减少了机器人根据标识图案的旋转位置进行转换的过程,进而提升巡检的速度和效率。
14.第二方面,本技术提供了一种辊棒转动检测的方法,所述方法包括:通过识别辊棒转动检测的装置,确认所述辊棒的转动状态;将当前转动状态与上一转动状态进行对比,获得所述辊棒转动的检测结果。
15.因此,本技术实施例通过识别辊棒转动检测的装置,能够解决针对窑炉辊棒自动化巡检的问题,进而可以准确分析出辊棒的转动状态。
16.结合第二方面,在本技术的一种实施方式中,所述辊棒转动检测的装置包括一个转动状态标识部件,所述一个转动状态标识部件上设置有标识图案,所述转动状态为所述辊棒的总旋转角度;所述确认所述辊棒的转动状态,包括:识别所述标识图案,获得所述标识图案的旋转位置;根据所述旋转位置和倍数关系,获得所述辊棒的总旋转角度。
17.结合第二方面,在本技术的一种实施方式中,所述辊棒转动检测的装置包括多个转动状态标识部件,所述多个转动状态标识部件上均设置有标识图案;所述确认所述辊棒的转动状态,包括:识别所述多个转动状态标识部件中各转动状态标识部件的标识图案,获得与所述多个转动状态标识部件相对应的多个旋转位置;将所述多个旋转位置所对应的多个旋转角度进行累加,获得所述辊棒的总旋转角度。
18.因此,本技术实施例通过识别标识部件,能够明确获得辊棒的总旋转角度,进而及时发现辊棒的故障问题。
19.结合第二方面,在本技术的一种实施方式中,所述将当前转动状态与上一转动状态进行对比,获得所述辊棒转动的检测结果,包括:将当前总旋转角度和上一总旋转角度进行对比,并且确认所述当前总旋转角度和上一总旋转角度之间的差值符合预设角度阈值,则判断所述检测结果为正常;否则,判断所述检测结果为异常。
20.结合第二方面,在本技术的一种实施方式中,所述将当前转动状态与上一转动状态进行对比,获得所述辊棒转动的检测结果,包括:将当前总旋转角度和上一总旋转角度相减,获得旋转角度差;使用所述旋转角度差除以间隔时间,获得所述辊棒的旋转速度,其中,所述间隔时间为获得所述当前总旋转角度与获得所述上一总旋转角度之间的时间间隔;确认所述旋转速度符合预设速度阈值,则判断所述检测结果为正常;否则,判断所述检测结果
为异常。
21.因此,本技术实施例中,由于辊棒是否正常运转与所述辊棒的转动速度直接相关,所以通过计算辊棒的转动速度,能够准确的确认辊棒是否按照正常的设定进行转动。
22.结合第二方面,在本技术的一种实施方式中,在所述判断所述检测结果为异常之后,所述方法还包括:通过所述标识图案,定位所述辊棒的位置;根据所述辊棒的位置发出告警信息。
23.因此,本技术实施例通过根据辊棒的位置发出告警信息,能够在辊棒发生故障的情况下,及时的确定辊棒的位置,从而能够及时的对辊棒进行维修。
24.第三方面,本技术提供了一种辊棒转动检测的装置,所述装置包括:识别模块,被配置为通过识别辊棒转动检测的装置,确认所述辊棒的转动状态;检测模块,被配置为将当前转动状态与上一转动状态进行对比,获得所述辊棒转动的检测结果。
25.结合第三方面,在本技术的一种实施方式中,所述辊棒转动检测的装置包括一个转动状态标识部件,所述一个转动状态标识部件上设置有标识图案,所述转动状态为所述辊棒的总旋转角度;所述识别模块还被配置为:识别所述标识图案,获得所述标识图案的旋转位置;根据所述旋转位置和倍数关系,获得所述辊棒的总旋转角度。
26.结合第三方面,在本技术的一种实施方式中,所述辊棒转动检测的装置包括多个转动状态标识部件,所述多个转动状态标识部件上均设置有标识图案;所述识别模块还被配置为:识别所述多个转动状态标识部件中各转动状态标识部件的标识图案,获得与所述多个转动状态标识部件相对应的多个旋转位置;将所述多个旋转位置所对应的多个旋转角度进行累加,获得所述辊棒的总旋转角度。
27.结合第三方面,在本技术的一种实施方式中,所述检测模块还被配置为:将当前总旋转角度和上一总旋转角度进行对比,并且确认所述当前总旋转角度和上一总旋转角度之间的差值符合预设角度阈值,则判断所述检测结果为正常;否则,判断所述检测结果为异常。
28.结合第三方面,在本技术的一种实施方式中,所述检测模块还被配置为:将当前总旋转角度和上一总旋转角度相减,获得旋转角度差;使用所述旋转角度差除以间隔时间,获得所述辊棒的旋转速度,其中,所述间隔时间为获得所述当前总旋转角度与获得所述上一总旋转角度之间的时间间隔;确认所述旋转速度符合预设速度阈值,则判断所述检测结果为正常;否则,判断所述检测结果为异常。
29.结合第三方面,在本技术的一种实施方式中,所述检测模块还被配置为:通过所述标识图案,定位所述辊棒的位置;根据所述辊棒的位置发出告警信息。
30.第四方面,本技术提供了一种辊棒转动检测的系统,所述系统包括:辊棒,用于传送目标产品;辊棒转动检测的装置,与所述辊棒转动连接,用于表征所述辊棒的转动状态;机器人,用于根据所述辊棒转动检测的装置执行如第二方面任意实施例所述的辊棒转动检测的方法。
31.第五方面,本技术提供了一种电子设备,包括:处理器、存储器和总线;所述处理器通过所述总线与所述存储器相连,所述存储器存储有计算机可读取指令,当所述计算机可读取指令由所述处理器执行时,用于实现如第二方面任意实施例所述方法。
32.第六方面,本技术提供了一种计算机可读存储介质,该计算机可读存储介质上存
储有计算机程序,该计算机程序被执行时实现如第二方面任意实施例所述方法。
附图说明
33.图1为本技术实施例示出的一种辊棒转动检测的场景图;
34.图2为本技术实施例示出的一种辊棒转动检测的装置;
35.图3为本技术实施例示出的另一种辊棒转动检测的装置;
36.图4为本技术实施例示出的再一种辊棒转动检测的装置;
37.图5为本技术实施例示出的一种标识盘;
38.图6为本技术实施例示出的一种辊棒转动检测的方法流程图;
39.图7(a)为本技术实施例示出的一种辊棒转动状态示意图之一;
40.图7(b)为本技术实施例示出的一种辊棒转动状态示意图之二;
41.图8(a)为本技术实施例示出的另一种辊棒转动状态示意图之一;
42.图8(b)为本技术实施例示出的另一种辊棒转动状态示意图之二;
43.图9(a)为本技术实施例示出的再一种辊棒转动状态示意图之一;
44.图9(b)为本技术实施例示出的再一种辊棒转动状态示意图之二;
45.图10为本技术实施例示出的一种辊棒转动检测的具体方法流程图;
46.图11为本技术实施例示出的一种辊棒转动检测的装置组成框图;
47.图12为本技术实施例示出的一种电子设备组成示意图。
具体实施方式
48.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中附图,对本技术实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本技术的一部分实施例,而不是全部实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对附图中提供的本技术的实施例的详情描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护范围。
49.本技术实施例可以应用于对辊棒进行转动检测的场景,为了改善背景技术中的问题,在本技术的一些实施例中,通过机器人对安装在辊棒上的辊棒转动检测的装置进行识别,确认辊棒是否发生了故障。
50.例如,在本技术的一些实施例中,为传送带上负责传送的所有辊棒均安装上辊棒转动检测的装置,辊棒转动检测的装置上设置有能够唯一标识辊棒的标识图案,并且辊棒在转动的同时带动该装置进行转动,机器人在巡检的过程中,通过识别标识图案,获得相对应的每个辊棒的转动状态,进而实现及时发现故障辊棒。
51.下面结合附图详细描述本技术实施例中的方法步骤。
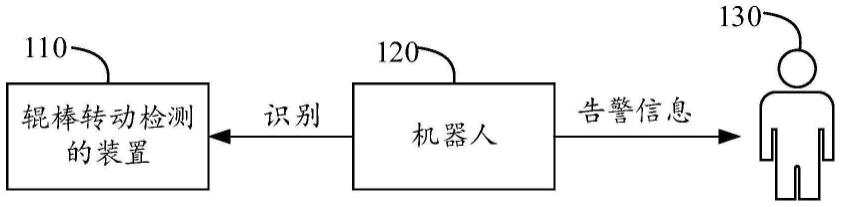
52.图1提供了本技术一些实施例中辊棒转动检测的场景图,该场景包括辊棒转动检测的装置110、机器人120和运维人员130。具体的,机器人120在辊棒工作的过程中进行巡检,即通过识别各辊棒上安装的辊棒转动检测的装置110,获得辊棒的转动状态,之后根据辊棒的转动状态确认是否出现故障,在确认存在辊棒发生故障的情况下,机器人120将携带
有辊棒标识的告警信息发送给运维人员130。运维人员130根据告警信息确认发生故障的具体辊棒,并进行及时处理。
53.与本技术实施例不同的是相关技术中,辊棒转动检测的方法只对较大的故障有效,但不能准确定位故障位置,并且不能对单个辊棒进行故障定位,从而导致发生故障误报的情况。而本技术的实施例是通过机器人在巡检的过程中对辊棒转动检测的装置上的标识图案进行识别,获得辊棒的转动状态,从而确认辊棒是否存在故障。
54.下面示例性的阐述本技术一些实施例提供的辊棒转动检测的装置。
55.至少为了解决背景技术中的问题,本技术一些实施例提供了一种辊棒转动检测的装置,该装置包括:转动状态标识部件和传动组件。具体的,转动状态标识部件上设置有标识图案,标识图案用于表示与转动状态标识部件连接的辊棒,并且用于检测辊棒的转动状态。传动组件,用于连接辊棒与转动状态标识部件,并且用于在辊棒转动的情况下带动转动状态标识部件转动。
56.也就是说,在辊棒的一端安装上传动组件,并且在传动组件上安装转动状态标识部件,在辊棒进行转动的时候,辊棒带动转动组件进行转动,同时,传动组件带动转动状态标识部件进行转动。通过识别转动状态动态标识部件上的标识图案,来获取辊棒的总旋转角度(即转动状态),进而表征辊棒的转动状态。
57.需要说明的是,标识图案同样跟随传动组件进行旋转,用于确认辊棒的身份,和表征辊棒的总旋转角度。标识图案可以是平面的也可以是凸起的。标识图案可以是数字、二维码等。本技术实施例不限于此。
58.本技术中的转动状态标识部件和传动组件的安装方式有三种实施方式,具体的,第一种实施方式为:第一标识部件与第一组传动轮连接;第二种实施方式为:第一标识部件、第二标识部件与第二组传动轮连接;第三实施方式为:第一标识部件、第二标识部件与第二组传动轮连接,并且第三标识部件与第三组传动轮连接。
59.在本技术的一种实施方式中,转动状态标识部件和传动组件的安装方式为:第一标识部件与第一组传动轮连接。具体的,如图2所示:转动状态标识部件包括第一标识部件301,传动组件包括第一组传动轮,第一组传动轮包括主传动轮307和第七齿轮315。主传动轮307与辊棒314的一端连接,并且与辊棒314同轴转动。第七齿轮315与主传动轮307啮合,并且所述第一标识部件与所述第七齿轮同轴转动。其中,主传动轮的周长小于第七齿轮的周长。并且,在第一标识部件301上设置标识图案302,该标识图案302与第一标识部件301同轴转动。
60.可以理解的是,图2中展现的标识图案302为二维码,本技术实施例对标识图案的表现形式不做限定。
61.在本技术一具体实施例中,主传动轮与第七齿轮的周长比为1:6。
62.在本技术的另一实施方式中,第一标识部件301、第二标识部件303与第二组传动轮连接。具体的,如图3所示,转动状态标识部件包括第一标识部件301和第二标识部件303,传动组件包括第二组传动轮和主传动轮307,第二组传动轮包括第一齿轮308、第二齿轮310和第三齿轮309。
63.具体的,第一标识部件通过主传动轮与辊棒的一端连接,并且与辊棒同轴转动。第一齿轮与第二齿轮啮合,第二齿轮、第三齿轮和第二标识部件同轴转动。也就是说,主传动
轮的直径与辊棒一端的直径相同,主传动轮安装在辊棒的一段,并且第一标识部件通过一个连接的圆盘安装在主传动轮上。主传动轮与第一齿轮啮合,第一齿轮与第二齿轮啮合,并且第二齿轮与第二标识部件通过第三齿轮连接,并进行同轴转动。
64.主传动轮与辊棒的转动速度相同,第二齿轮、第三齿轮和第二标识部件的转动速度是主传动轮的n/1倍。也就是说,第二标识部件的转动速度相比于第一标识部的转动速度慢。实现转动速度变换的多个齿轮的具体参数如下所示:
65.主传动轮的周长小于第一齿轮,第二齿轮的周长为主传动轮的周长的n倍,第二齿轮的周长大于第三齿轮的周长,n为大于1的整数。
66.在本技术一具体实施例中,主传动轮、第一齿轮和第三齿轮之间的周长比为1:2:6。
67.可以理解的是,如图3所示,在第一标识部件301上设置标识图案302,该标识图案302与第一标识部件301同轴转动。在第二标识部件303上设置标识图案304,并且第二标识部件303与标识图案304同轴转动。
68.因此,本技术实施例通过将转动状态标识装置设置为包含两个标识部件,能够相比于仅包含一个标识部件的结构,更加直观的确定辊棒的总旋转角度,进而提升识别的速度和准确度。
69.在本技术的再一实施方式中,第一标识部件、第二标识部件与第二组传动轮连接,并且第三标识部件与第三组传动轮连接。具体的,如图4所示,转动状态标识部件包括第一标识部件301、第二标识部件303和第三标识部件305,传动组件包括第二组传动轮(308、309和310)、主传动轮307和第三组传动轮(311、312和313),第三组传动轮包括第四齿轮311、第五齿轮313和第六齿轮312。
70.具体的,在上一实施例的基础上,第四齿轮311与第三齿轮309啮合,第五齿轮313与第四齿轮311啮合,第五齿轮313、第六齿轮312和第三标识部件305同轴转动。第三标识部件305安装在第五齿轮313上,第三标识部件305的转速为第二标识部件303的n/1倍。也就是说,第三标识部件305的转动速度相比于第二标识部件303的转动速度慢。实现转动速度变换的多个齿轮的具体参数如下所示:
71.第五齿轮313的周长为第三齿轮309的周长的n(例如:n=6)倍,第六齿轮312的周长小于第五齿轮313。
72.可以理解的是,如图3所示,在第一标识部件301上设置标识图案302,该标识图案302与第一标识部件301同轴转动。在第二标识部件303上设置标识图案304,并且第二标识部件303与标识图案304同轴转动。在第三标识部件305上设置标识图案306,并且第三标识部件305与标识图案306同轴转动。
73.因此,本技术实施例通过将转动状态标识装置设置为包含三个标识部件,能够相比于仅包含一个或两个标识部件的结构,更加精确的识别出辊棒的总旋转角度,从而增加识别过程中的准确性。
74.作为本技术中的一个具体实施例,如图5所示,转动状态标识部件还包括:标识盘501。该标识盘501静止设置在标识图案的外周,标识盘表面设置有旋转计数值502。也就是说,设置标识盘501是为了能够明确标识图案的旋转方向所对应计数值。例如,标识图案外圈设置如图5所示的“0、1、2、3、4、5、6、7”。
75.可以理解的是,标识盘中的旋转计数值是根据各标识部件之间的速度倍数确定的。例如,由于第一标识部件的转动速度是第二标识部件的转动速度的n倍,第二标识部件的转动速度是第三标识部件的转动速度的n倍,所以标识盘上的旋转计数值为0至n-1,并且在该标识盘上均匀分布。
76.因此,本技术实施例通过在转动状态标识部件的外周设置标识盘,能够使机器人在巡检的过程中直接获取能够表征转动状态的旋转计数值,从而减少了机器人根据标识图案的旋转位置进行转换的过程,进而提升巡检的速度和效率。
77.因此,为了解决背景技术中的问题,辊棒转动检测的装置通过重力等方式安装在辊棒的一端。在本技术的一种实施方式中,在辊棒进行转动的过程中,带动主传动轮进行转动,进而与主传动轮连接的第一标识部件随之转动。同时,主传动轮带动其他传动轮进行转动,其中,各标识部件之间转动的速度是按比例衰减的,例如,第一标识部件转动8圈,而第二标识部件只转动1圈。标识图案携带与各辊棒相对应的标识和位置,从而使得机器人能够区分每一个辊棒,并且确认每一个辊棒所在的位置。
78.需要说明的是,本技术实施例不限于表示部件的个数为3个,即辊棒转动检测的装置可以包括4个标识部件,还可以包括5个标识部件。标识图案可以携带能够表征相对应辊棒的标识信息,也可以另加一个二维码来标识辊棒。
79.上文描述了本技术实施例中的一种辊棒转动检测的装置,下文将描述本技术实施例中应用于机器人,通过识别辊棒转动检测的装置,获得辊棒转动状态的方法。
80.需要说明的是,本技术实施方式中执行辊棒转动检测的方法的设备可以是机器人,也可以是智能监控等设备。本技术不限于此。
81.如图6所示,一种辊棒转动检测的方法包括:
82.s610,通过识别辊棒转动检测的装置,确认辊棒的转动状态。
83.在本技术的一种实施方式中,仅有一个转动状态标识部件的情况下,机器人确认辊棒转动状态的步骤如下所示:
84.步骤一:识别标识图案,获得标识图案的旋转位置。
85.也就是说,机器人在巡检的过程中,需要识别标识图案的旋转方向,确认当前时刻标识图案的旋转位置。在存在标识盘的情况下,会获取与表示图案旋转方向相对应的旋转计数值。在不存在标识盘的情况下,机器人能够直接获取标识图案的旋转位置。
86.例如,如图7(b)中所示,当前时刻,第一标识部件301中的标识图案大约旋转至为45
°
的位置,也就是说,在存在标识盘的情况下,会确认旋转计数值为1。
87.步骤二:根据旋转位置和倍数关系,获得辊棒的总旋转角度。
88.也就是说,在获得标识图案的旋转位置之后,将旋转位置所对应的旋转计数值与倍数关系相乘,再乘以由多个旋转计数值均分的单位角度,获得辊棒的总旋转角度。
89.需要说明的是,在上述实施方式中,在仅有一个转动状态标识部件的情况下,倍数关系是第一标识部件与辊棒之间的旋转速度倍数n。
90.例如,如图7所示,图7(a)为上一时刻的第一标识部件301中标识图案的旋转位置,图7(b)为当前时刻的标识图案的旋转位置。当前时刻旋转位置所对应的旋转计数值为1,倍数关系为8,由多个旋转计数值均分的单位角度为45
°
,则辊棒的总旋转角度为1
×8×
45
°
=360
°
。
91.在本技术的另一种实施方式中,有多个转动状态标识部件的情况下,机器人确认辊棒转动状态的步骤如下所示:
92.步骤一:识别多个转动状态标识部件中各转动状态标识部件的标识图案,获得与多个转动状态标识部件相对应的多个旋转位置。
93.也就是说,如图8所示,在辊棒转动检测的装置810存在多个转动状态标识部件(例如,包含第一标识部件301、第二标识部件303和第三标识部件305)的情况,需要识别每个转动状态标识部件相对应的旋转位置,进而获得旋转计数值。
94.例如,如图8所示,图8(a)表示的是上一时刻标识图案的旋转位置,图8(b)为当前时刻的标识图案的旋转位置。第一标识部件301的旋转位置为190
°
,第二标识部件303的旋转计数值为2,第三标识部件305的旋转计数值为0。
95.例如,如图9所示,图9(a)表示的是上一时刻标识图案的旋转位置,图9(b)为当前时刻的标识图案的旋转位置。第一标识部件301的旋转位置为105
°
,第二标识部件303的旋转计数值为1,第三标识部件305的旋转计数值为0。
96.步骤二:将多个旋转位置所对应的多个旋转角度进行累加,获得辊棒的总旋转角度。
97.也就是说,在上述实施方式中,由于第一标识部件、第二标识部件和第三标识部件的转动速度是成倍递减,因为他们也是依据速度递减的原理进行进位的。在计算总旋转角度的过程中,需要将第三标识部件的旋转计数值乘以第三标识部件与第一标识部件之间的倍数关系(例如,倍数关系=n
×
n),加上第二标识部件的旋转计数值乘以第二标识部件与第一标识部件之间的倍数关系(即n),之后乘以多个旋转计数值均分的单位角度为45
°
,之后在加上第一标识部件相对应的旋转角度。
98.例如,如图8所示,第三标识部件的旋转位置相对应的旋转计数值为0,第二标识部件的旋转位置相对应的旋转计数值为2,第一标识部件的旋转角度为190
°
,在n=8的情况下,总旋转角度=0
×
82×
45
°
2
×8×
45
°
190
°
=910
°
。
99.例如,如图9所示,第一标识部件301的旋转位置为105
°
,第二标识部件303的旋转计数值为1,第三标识部件305的旋转计数值为0。在n=2的情况下,总旋转角度=0
×22
×
180
°
1
×2×
180
°
105
°
=465
°
。
100.因此,本技术实施例通过识别标识部件,能够明确获得辊棒的总旋转角度,进而及时发现辊棒的故障问题。
101.s620,将当前转动状态与上一转动状态进行对比,获得辊棒转动的检测结果。
102.也就是说,本技术实施例中对辊棒转动的情况进行巡检时,可以使用机器人或者其他图像采集识别设备。以机器人巡检为例,机器人搭载可见光摄像头和二维码识别模块,机器人在巡检辊棒的过程中,在当前巡检的过程中,记录每个辊棒上安装的辊棒转动检测的装置所对应的总旋转角度,之后与上一次巡检过程中所记录的总旋转角度相比较,获得辊棒转动的检测角度,即判断辊棒转动是否正常。
103.在本技术实施例的一种实施方式中,将当前总旋转角度和上一总旋转角度进行对比,并且确认所述当前总旋转角度和上一总旋转角度之间的差值符合预设角度阈值,则判断所述检测结果为正常。否则,判断所述检测结果为异常。
104.也就是说,将当前的转动状态与上一转动状态进行对比,有两种实施方式。在本实
施例中,是使用总旋转角度来表征转动状态,即将当前巡检所获得的总旋转角度,与上一次巡检所获得的总旋转角度进行对比。具体的,将当前总旋转角度与上一总旋转角度做差,当前总旋转角度与上一总旋转角度的差与预设角度阈值相比较,若差在预设角度阈值之内,则判断检测结果为正常,也就能够说明辊棒当前没有出现故障。否则,就说明辊棒出现了故障。
105.需要说明的是,预设角度阈值表征的是辊棒当前总旋转角度和上一总旋转角度之间的合格范围。由于辊棒旋转过快或者过慢,均为辊棒出现故障的表征,因此,预设角度阈值是一个区间范围。例如,预设角度阈值可以是大于或等于45
°
并且小于或等于800
°
。
106.因此,本技术实施例通过当前巡检与上一次巡检辊棒的转动状态,获得检测结果,能够确认每一个辊棒是否发生了故障,进而能够在各辊棒发生故障的时候及时的进行维修,从而减小塞窑事故的发生。
107.在本技术实施例的另一种实施方式中,首先,将当前总旋转角度和上一总旋转角度相减,获得旋转角度差。接着,使用所述旋转角度差除以间隔时间,获得所述辊棒的旋转速度,其中,所述间隔时间为获得所述当前总旋转角度与获得所述上一总旋转角度之间的时间间隔。最后,确认所述旋转速度符合预设速度阈值,则判断所述检测结果为正常;否则,判断所述检测结果为异常。
108.也就是说,作为将当前的转动状态与上一转动状态进行对比的另一种实施方式,在本实施方式中,通过确认辊棒的旋转速度是否在预设速度阈值所规定的速度区间内,来判断各辊棒是否出现了故障。具体的,将当前总旋转角度和上一总旋转旋转相减,获得旋转角度差,之后使用旋转角度差除以机器人当前巡检与上一巡检之间的时间间隔,获得各辊棒的旋转速度,之后将旋转速度与预设速度阈值进行对比,该旋转速度在预设速度阈值的区间范围内的情况下,确认该辊棒没有发生故障,若旋转速度不在预设速度阈值的区间范围内的情况下,则确认该辊棒发生了故障。
109.需要说明的是,当前总旋转角度是指机器人在当前巡检过程中,通过识别转动状态标识部件获得的与各辊棒相对应的总旋转角度。上一总旋转角度是指机器人在上一圈巡检过程中,通过识别转动状态标识部件获得的与各辊棒相对应的总旋转角度。
110.可以理解的是,由于辊棒的转速过快或者过慢都是出现故障的标志,因此,本技术中的预设速度阈值包含一个上限速度阈值和一个下限速度阈值。例如,预设速度阈值为大于或等于5
°
/s并且小于或等于20
°
/s。
111.因此,本技术实施例中,由于辊棒是否正常运转与所述辊棒的转动速度直接相关,所以通过计算辊棒的转动速度,能够准确的确认辊棒是否按照正常的设定进行转动。
112.在本技术的一种实施方式中,在s620中获得辊棒转动的检测结果之后,通过标识图案,定位辊棒的位置,之后根据辊棒的位置发出告警信息。
113.也就是说,在s620中获取到检测结果之后,若检测结果为辊棒存在故障,则通过辊棒上的标识图案,定位故障辊棒的位置,之后将携带有故障辊棒的位置的告警信息发送给运维人员,运维人员根据获取的故障辊棒的位置对辊棒进行维修。
114.在本技术的一种实施方式中,一种辊棒转动检测的系统,包括:辊棒,用于传送目标产品。辊棒转动检测的装置,与所述辊棒转动连接,用于表征所述辊棒的转动状态。机器人,用于根据所述辊棒转动检测的装置执行辊棒转动检测的方法。
115.也就是说,在辊棒转动检测的系统中,辊棒在传送目标产品的过程中,与辊棒连接的辊棒转动检测的装置,在跟随辊棒转动的过程中,能够表示出辊棒的转动状态。机器人在巡检的过程中通过识别辊棒转动检测的装置,获得辊棒的转动状态。
116.上文描述了本技术实施例中的一种辊棒转动检测的方法,下文将描述辊棒转动检测的具体实施例。
117.如图10所示,机器人在接收到检查指令之后,执行s101开始,之后开始进行巡检,巡检的过程如下所示:
118.s102,机器人巡检记录每个辊棒的标识图案的转动状态。
119.s103,机器人再次巡检识别每个辊棒的标识图案的转动状态,并且与上一转动状态对比。
120.s104,计算出每个辊棒的转动状态并上报。
121.s105,结束。
122.也就是说,为了实现辊棒的旋转检测,给每个辊棒安装一个辊棒旋转检测的装置,之后由机器人识别辊棒旋转检测的装置,获取每次巡检的转动状态,将当前转动状态与上一转动状态进行对比,从而确认辊棒的运动情况。
123.可以理解的是,通常辊棒旋转速度约4至5分钟一圈,一个窑炉通常由上百个辊棒组成,通过人工检查辊棒的转动状态耗时耗力,且无法及时发现辊棒运转异常情况。因此,本技术通过使用机器人识别辊棒旋转检测的装置,解决了由于人工巡检而导致的识别不准确、浪费人力资源等的问题。
124.需要说明的是,该辊棒旋转检测的装置为无源器件,无需接电,直接安装即可使用。辊棒旋转检测的装置中的齿轮在转动的过程中,受重力和其他齿轮的作用力进行转动,从而实现计数。
125.因此,本技术实施例不同于对射式等其他的检测方式,使用辊棒旋转检测的装置可以判断每个棍棒的转动状态和转动的平均速度。对于辊棒转动状态的时效性与机器人巡检频率直接相关,机器人巡检频率越高,计算的每个辊棒的运动速度越精确,更易分析设备状态。
126.下文将描述本技术实施例中的一种辊棒转动检测的装置。
127.如图11所示,一种辊棒转动检测的装置111,包括:识别模块112和检测模块113。
128.在本技术的一种实施方式中,本技术提供了一种辊棒转动检测的装置111,所述装置包括:识别模块112,被配置为通过识别辊棒转动检测的装置,确认所述辊棒的转动状态;检测模块113,被配置为将当前转动状态与上一转动状态进行对比,获得所述辊棒转动的检测结果。
129.在本技术的一种实施方式中,所述辊棒转动检测的装置包括一个转动状态标识部件,所述一个转动状态标识部件上设置有标识图案,所述转动状态为所述辊棒的总旋转角度;所述识别模块112还被配置为:识别所述标识图案,获得所述标识图案的旋转位置;根据所述旋转位置和倍数关系,获得所述辊棒的总旋转角度。
130.在本技术的一种实施方式中,所述辊棒转动检测的装置包括多个转动状态标识部件,所述多个转动状态标识部件上均设置有标识图案;所述识别模块112还被配置为:识别所述多个转动状态标识部件中各转动状态标识部件的标识图案,获得与所述多个转动状态
标识部件相对应的多个旋转位置;将所述多个旋转位置所对应的多个旋转角度进行累加,获得所述辊棒的总旋转角度。
131.在本技术的一种实施方式中,所述检测模块113还被配置为:将当前总旋转角度和上一总旋转角度进行对比,并且确认所述当前总旋转角度和上一总旋转角度之间的差值符合预设角度阈值,则判断所述检测结果为正常;否则,判断所述检测结果为异常。
132.在本技术的一种实施方式中,所述检测模块113还被配置为:将当前总旋转角度和上一总旋转角度相减,获得旋转角度差;使用所述旋转角度差除以间隔时间,获得所述辊棒的旋转速度,其中,所述间隔时间为获得所述当前总旋转角度与获得所述上一总旋转角度之间的时间间隔;确认所述旋转速度符合预设速度阈值,则判断所述检测结果为正常;否则,判断所述检测结果为异常。
133.在本技术的一种实施方式中,所述检测模块113还被配置为:通过所述标识图案,定位所述辊棒的位置;根据所述辊棒的位置发出告警信息。
134.在本技术实施例中,图11所示模块能够实现图6和图10方法实施例中的各个过程。图11中的各个模块的操作和/或功能,分别为了实现图6和图10中的方法实施例中的相应流程。具体可参见上述方法实施例中的描述,为避免重复,此处适当省略详细描述。
135.如图12所示,本技术实施例提供一种电子设备121,包括:处理器122、存储器123和总线124,所述处理器通过所述总线与所述存储器相连,所述存储器存储有计算机可读取指令,当所述计算机可读取指令由所述处理器执行时,用于实现如上述所有实施例中任一项所述的方法,具体可参见上述方法实施例中的描述,为避免重复,此处适当省略详细描述。
136.其中,总线用于实现这些组件直接的连接通信。其中,本技术实施例中处理器可以是一种集成电路芯片,具有信号的处理能力。上述的处理器可以是通用处理器,包括中央处理器(central processing unit,简称cpu)、网络处理器(network processor,简称np)等;还可以是数字信号处理器(dsp)、专用集成电路(asic)、现成可编程门阵列(fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。可以实现或者执行本技术实施例中的公开的各方法、步骤及逻辑框图。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。
137.存储器可以是,但不限于,随机存取存储器(random access memory,ram),只读存储器(read only memory,rom),可编程只读存储器(programmable read-only memory,prom),可擦除只读存储器(erasable programmable read-only memory,eprom),电可擦除只读存储器(electric erasable programmable read-only memory,eeprom)等。存储器中存储有计算机可读取指令,当所述计算机可读取指令由所述处理器执行时,可以执行上述实施例中所述的方法。
138.可以理解,图12所示的结构仅为示意,还可包括比图12中所示更多或者更少的组件,或者具有与图12所示不同的配置。图12中所示的各组件可以采用硬件、软件或其组合实现。
139.本技术实施例还提供一种计算机可读存储介质,该计算机可读存储介质上存储有计算机程序,该计算机程序被服务器执行时实现上述所有实施方式中任一所述的方法,具体可参见上述方法实施例中的描述,为避免重复,此处适当省略详细描述。
140.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技
术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
141.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
