一种标准化的smd石英晶体振荡器检测方法
技术领域
1.本发明涉及smd石英晶体振荡器这一技术领域,更具体地说,尤其涉及一种标准化的smd石英晶体振荡器检测方法。
背景技术:
2.smd石英晶体振荡器的品质检测,特别是其上盖开启方式领域,是一个国内外相对空白的领域。
3.在这一全新的技术领域,申请人研究了全新的检测方法(“磨盖-胶粘”)以及全新的检测工具。上述发明的目的在于提高“两率”,即成功率和良品率。
4.在上述方法的研发过程中,“磨盖-胶粘法”表现出了较高的成功率和良品率。但是,在后续的生产过程中,发现了以下问题:
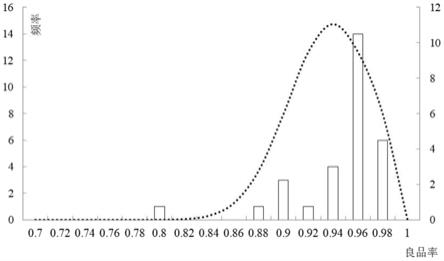
5.第一,如图1所示,选择了20组人
·
日的良品率,其平均值为57%,标准差为0.16。这反应了不同工作年龄、不同工作经历的操作人员的良品率相差比较大。
6.第二,本技术研发的直接来源是:一位新的检测人员,其某日检测的良品率一直较低:只有20%。
7.通过与其的沟通发现:其对于“粗磨-精磨法”的理解不一致。
8.粗磨的要求是:低目数的打磨材料上进行打磨,直至上盖的剩余厚度低于0.01mm;
9.精磨的要求是:高目数的打磨材料上打磨,直至上盖的剩余厚度在0.001~0.009mm。
10.但是,粗磨的速度比较快,也即,为了加快操作效率,操作人员往往是粗磨“过渡磨”,而“精磨不足”,比如:上述要求是粗磨要求上盖的剩余厚度低于0.01mm,即可转向精磨;有为了追求速度快,就选择180目的磨砂纸快速打磨,而精磨往往只是磨上6-7次,即进行开盖操作。
11.而这位检测人员出现的问题也是本技术研发解决的直接原因。
12.另外,为了提高整个工作团队的成功率、良品率,有必要对操作方法进行进一步的标准化研究。
技术实现要素:
13.本发明的目的在于针对上述现有技术的不足,提供一种标准化的smd石英晶体振荡器检测方法。
14.本技术的技术方案为:
15.1.一种标准化的smd石英晶体振荡器检测方法,包括以下步骤:
16.(1)选择280目的砂纸作为粗磨,粗磨次数为14~15次;选择500目的的砂纸作为精磨,精磨次数为8~9次;
17.或者,选择280目的砂纸作为粗磨,粗磨次数为14~15次;选择600目的的砂纸作为精磨,精磨次数为14~15次;
18.或者,选择280目的砂纸作为粗磨,粗磨次数为16~17次;选择800目的的砂纸作为精磨,精磨次数为24~25次;
19.或者,选择280目的砂纸作为粗磨,粗磨次数为16~17次;选择1000目的的砂纸作为精磨,精磨次数为35~36次;
20.(2)smd晶振的上盖放在胶带上粘结,将smd晶振拿来,上盖留在胶带上,实现上盖开盖;
21.(3)开盖后的smd晶振的上盖打开后,放置于显微镜下进行检测。
22.一种标准化的smd石英晶体振荡器检测方法,包括以下步骤:
23.(1)选择320目的砂纸作为粗磨,粗磨次数为16~17次;选择500目的的砂纸作为精磨,精磨次数为7~9次;
24.或者,
25.选择320目的砂纸作为粗磨,粗磨次数为17~18次;选择600目的的砂纸作为精磨,精磨次数为13~14次;
26.或者,
27.选择320目的砂纸作为粗磨,粗磨次数为18~19次;选择800目的的砂纸作为精磨,精磨次数为23~24次;
28.或者,
29.选择320目的砂纸作为粗磨,粗磨次数为18~19次;选择1000目的的砂纸作为精磨,精磨次数为33~34次;
30.(2)smd晶振的上盖放在胶带上粘结,将smd晶振拿来,上盖留在胶带上,实现上盖开盖;
31.(3)开盖后的smd晶振的上盖打开后,放置于显微镜下进行检测。
32.一种标准化的smd石英晶体振荡器检测方法,包括以下步骤:
33.(1)选择360目的砂纸作为粗磨,粗磨次数为18~19次;选择500目的的砂纸作为精磨,精磨次数为6~7次;
34.或者,
35.选择360目的砂纸作为粗磨,粗磨次数为19~20次;选择600目的的砂纸作为精磨,精磨次数为11~12次;
36.或者,
37.选择360目的砂纸作为粗磨,粗磨次数为20~21次;选择800目的的砂纸作为精磨,精磨次数为21~22次;
38.或者,
39.选择360目的砂纸作为粗磨,粗磨次数为20~21次;选择1000目的的砂纸作为精磨,精磨次数为32~33次;
40.(2)smd晶振的上盖放在胶带上粘结,将smd晶振拿来,上盖留在胶带上,实现上盖开盖;
41.(3)开盖后的smd晶振的上盖打开后,放置于显微镜下进行检测。
42.一种标准化的smd石英晶体振荡器检测方法,包括以下步骤:
43.(1)选择400目的砂纸作为粗磨,粗磨次数为23~24次;选择500目的的砂纸作为精
磨,精磨次数为6~7次;
44.或者,选择400目的砂纸作为粗磨,粗磨次数为23~24次;选择600目的的砂纸作为精磨,精磨次数为11~12次;
45.或者,选择400目的砂纸作为粗磨,粗磨次数为24~25次;选择800目的的砂纸作为精磨,精磨次数为21~22次;
46.或者,选择400目的砂纸作为粗磨,粗磨次数为24~25次;选择1000目的的砂纸作为精磨,精磨次数为30~31次;
47.(2)smd晶振的上盖放在胶带上粘结,将smd晶振拿来,上盖留在胶带上,实现上盖开盖;
48.(3)开盖后的smd晶振的上盖打开后,放置于显微镜下进行检测。
49.进一步,所述的粗磨、精磨的单次的摩擦距离为10cm。
50.进一步,所述的粗磨的压力为5.9~6.2n。
51.进一步,所述的精磨的压力为2.2~2.6n。
52.进一步,粗磨频率为0.7~0.9s/times。
53.进一步,精磨频率为0.45~0.55s/times。
54.本技术的有益效果在于:
55.第一,本技术解决的技术问题是:“如何提高操作人员整体的良品率水平”,即提高良品率的平均值,降低标准差。对于这一问题,研发小组通过更广泛的试验研究,通过记录优秀操作工的数据,提出了标准化的操作方法(本技术针对的是最常见的上盖0.07mm的smd石英晶体振荡器)。
56.第二,本技术的方法不仅仅是为了知道人工操作,提高良品率水平;也是为了采用机械法,提供策略指导:“采用机械法磨盖,必要要解决标准化的三个问题:磨盖距离单次为多少、磨盖力度、磨盖次数”。
附图说明
57.下面结合附图中的实施例对本发明作进一步的详细说明,但并不构成对本发明的任何限制。
58.图1是改进前的人工操作的统计结果图(曲线为正态分布的概率密度曲线)。
59.图2是改进后的人工操作的统计结果图(曲线为正态分布的概率密度曲线)。
60.图3是改进前、改进后的测试结果数据分布图。
具体实施方式
61.在下文中,将参考附图详细描述本公开的实施方式,然而,本公开可以多种不同形式体现并且不应该被解释为被限制与此所述的实施方式。可以认为这些实施方式被提供以使本公开更为彻底与完整,并且将充分的向本领域的技术人员表达公开的范围。在图中,出于清楚的目的,元素的形状与大小可能被夸大,并且相同的附图与标记将至始至终用于表示相同或相似的元素。
62.《实施例一》
63.《一.标准化操作:因素分析》
64.磨盖的成功率、良品率的影响主要是:
65.1)异物是否混入;
66.2)频率偏移是否大。
67.对于这两个影响因子,初步认为主要是由下述三者来确定:
68.1)粗磨、精磨次数如何确定(与打磨目数相关);
69.2)粗磨、精磨磨盖时的磨盖距离多长(与打磨目数相关)。
70.《二.磨盖距离的确定、磨盖压力、磨盖速率》
71.磨盖距离:对几位良品率80%的操作工进行了统计分析,磨盖单次的摩擦距离为10cm左右。
72.磨盖压力:粗磨,压力为5.9~6.2n;精磨,压力为2.2~2.6n。
73.粗磨频率为0.7~0.9s/times(等价于:粗磨速率:11.1~14.2cm/s),精磨频率为0.45~0.55s/times(等价于:精磨速率:18.18~22.2cm/s)。times表示单程,即运行10cm的时间:粗磨为0.7~0.9s,精磨为0.45~0.55s。
74.《三.粗磨、精磨次数》
75.对于smd晶振而言,上盖厚度一般为0.07mm。在磨距、粗磨压力、精磨压力确定的情况下(单次10cm),发明人团队进行了大量的测试,得到了以下的结论。
76.表1
[0077][0078]
为了满足机器编程的需要,需要总结出相关规律。
[0079]
《四.规律发现》
[0080]
粗磨的目数选择为x目,精磨的目数选择y目,单次磨盖的摩擦距离为10cm:则,粗磨的次数为q,精磨的次数为t,具体的规律总结见表2。
[0081]
q=q1 q2 q3[0082]
q1表示粗磨基本磨盖次数,其取值为int(x
·
0.055);
[0083]
q2表示粗磨打磨目数对粗磨磨盖影响次数,其取值为int(x/400)
×
1;
[0084]
q3表示精磨打磨目数对粗磨磨盖影响次数,其取值为int(y/800)
×
1。
[0085]
t=t1 t2 t3[0086]
t1表示精磨基本磨盖次数,其取值为8;
[0087]
t2表示粗磨打磨目数对精磨磨盖影响次数,其取值为-int(x/360)
×
2;
[0088]
t3表示精磨打磨目数对精磨磨盖影响次数,其取值为int[(0.0525
×
y-25)
×
(280/y)^0.2]。
[0089]
表2
[0090][0091]
int函数表示取整数,例如int(0.6)=0,int(1.2)=1。
[0092]
《五、规律验证》
[0093]
采用新的作业指导要求:
[0094]
将此前的“打磨直至上盖的剩余厚度在0.001mm~0.009mm”细化到:前述的粗磨打磨次数、精磨打磨次数上。
[0095]
随机选择了30组人
·
日的良品率,其平均值为94%,标准差为0.035。
[0096]
从图2、图3可知,良品率的提升发生了质的飞越(均值从改进前的57%提升到94%);并且良品率统计结果的集中度也大大提升(标准差从改进前的0.16减少到改进后的0.035)。
[0097]
人工的良品率无法继续提升,主要是部分人员对于磨盖时压力的把握不准(可以通过训练提升)。
[0098]
因此,本技术的标准化方法换为机械设备磨盖能够有更佳的表现。
[0099]
以上所举实施例为本发明的较佳实施方式,仅用来方便说明本发明,并非对本发明作任何形式上的限制,任何所属技术领域中具有通常知识者,若在不脱离本发明所提技术特征的范围内,利用本发明所揭示技术内容所作出局部更动或修饰的等效实施例,并且未脱离本发明的技术特征内容,均仍属于本发明技术特征的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。