手持式器具
1.本技术是申请日为2018年1月11日、申请号为201880006876.3、发明名称为“手持式器具”的发明专利申请的分案申请。
技术领域
2.本发明涉及一种手持式器具,特别是具有加热器的手持式器具。
背景技术:
3.手持式器具(比如头发护理器具和热吹风机)是已知的。这种器具被提供具有加热器,以加热流动穿过器具或表面(该器具被指向该表面)的流体。大部分设备是手枪式握把的形式,具有手柄,其包括开关和体部,体部容纳部件(比如风扇单元和加热器)。另一形式是用于管状壳体,比如在热造型设备中的。由此,通常选项是使得流体和/或热风吹出管状壳体的端部,或保持在壳体上或提供具有垂直于管状壳体的手柄。
4.由于器具可为长的和/或重的,这使得器具笨重或有时难以使用。这个的解决方案是提供曲线形式,因为这降低长度且可移除一些体积。已知有一种弯曲的头发护理器具,具有弯曲区段,且于是设置风扇单元在一侧上的笔直区段中且设置加热器在另一侧上的笔直区段中。这具有一个问题,在弯曲区段中,流体可能变得扰乱,导致压力损失和噪音的产生。这可能通过弯曲区段内的转向叶片被减轻,但其增加了器具的重量和成本。由此,发明人已经将弯曲干发器的使用和弯曲陶瓷加热器的使用组合,所以加热器的结构可被用于转向和引导空气流动穿过弯曲区段且同时加热这个流体。这使得该设计更小,更安静,且从器具的出口流动的流体可被设计为以任何方便的角度退出而不管流体入口的位置。
技术实现要素:
5.本发明公开了一种手持式器具,其包括流体流动路径和在流体流动路径内的陶瓷加热器,所述路径在流体入口和流体出口之间延伸,其中流体流动路径是非线性的且加热器是非线性的。
6.优选地,该器具还包括壳体,其中该壳体容纳加热器,且包围流体流动路径,且其中壳体是弯曲的。在优选实施例中,加热器是弯曲的。
7.本发明公开了一种手持式器具,其包括壳体,流体流动路径和在流体流动路径内的陶瓷加热器,所述路径在流体入口和流体出口之间延伸,其中所述壳体容纳加热器且包围流体流动路径,且其中所述壳体是弯曲的且所述加热器是弯曲的。
8.优选地,壳体包括笔直区段和弯曲区段,且加热器被容纳在弯曲区段内。优选地,加热元件是弧形的。
9.在优选实施例中,加热器包括至少一个加热元件,其包括平坦陶瓷板和导电迹线。本发明公开了一种壳体,流体流动路径和在流体流动路径内的陶瓷加热器,所述路径在流体入口和流体出口之间延伸,其中所述壳体容纳加热器且围绕流体流动路径,且其中所述壳体是弯曲的且所述加热器是弯曲的。在优选实施例中,加热元件具有恒定曲率。优选地,
加热元件弯曲约10
°
至170
°
的角度。在优选实施例中,加热元件弯曲约80
°
至120
°
角度。
10.在优选实施例中,加热器包括加热元件和多个翅片,该翅片延伸远离加热元件,其中该多个翅片发散来自加热元件的热量进入流体流动路径。
11.优选地,加热元件是弧形平坦板且该多个翅片延伸远离加热元件且也是弧形的。由此,加热元件在一个平面内是弧形的或弯曲的且在另一平面中是平坦的。例如,加热元件在xy平面中是平坦的,且在xz平面中是弯曲的。翅片被取向为垂直于xz平面中的平坦板。优选地,翅片遵循与加热元件一样的弯曲。在优选实施例中,该多个翅片的每一个遵循与加热元件相同的弯曲角度。
12.优选地,加热器包括加热元件和多个翅片,所述翅片延伸远离加热元件,其中所述多个翅片引导加热器内流体流的流动。
13.在优选实施例中,多个翅片包括通道,该通道在该多个翅片的相邻对之间延伸,且其中每个通道引导流体穿过加热器。
14.优选地,每个通道由一对相邻翅片的表面和加热元件的表面的一部分限定,其中每个通道发散来自加热元件的热量进入流体流动路径内的流动流。
15.在优选实施例中,壳体包括笔直部分和弯曲部分。优选地,在笔直部分内,壳体容纳风扇单元。在优选实施例中,在笔直部分内,壳体包括手柄。
16.在第一方面中,本发明提供了一种加热器,包括陶瓷加热器元件,陶瓷散热器,从而陶瓷加热器元件和陶瓷散热器两个都由多个带铸陶瓷材料层形成。
17.优选地,该陶瓷加热器元件是大体平面的且在第一平面内延伸。优选地,陶瓷散热器包括多个翅片。优选地,该多个翅片的每一个是独立的。优选地,该陶瓷散热器沿第二平面延伸,该第二平面垂直于第一平面。
18.优选地,陶瓷加热器元件的层被取向为垂直于陶瓷散热器的层。
19.在优选实施例中,陶瓷加热器元件包括导电迹线。在一个实施例中,导电迹线被表面安装到陶瓷加热器元件的远离陶瓷散热器的一侧。优选地,导电迹线涂有绝缘材料,比如釉。替代地,导电迹线被嵌入陶瓷加热器元件内。
20.优选地,陶瓷散热器被结合到陶瓷加热器元件的表面。
21.替代地,陶瓷散热器部分地嵌入陶瓷加热器元件内。在此实施例中,陶瓷加热器元件被提供具有一系列槽或通道用于至少部分地容纳陶瓷散热器。
22.陶瓷加热器元件是平面的且可在该平面内为任何形状。实例包括弯曲的或弧形和四边形的。对于四边形形状,陶瓷散热器是大体平面的。然而,对于弯曲或弧形形式,陶瓷散热器遵循与陶瓷加热器元件相同的弧。当陶瓷散热器被附接到在坯体状态下的陶瓷加热器元件时,它可弯曲到形状且然后附接到陶瓷加热器元件。
23.在第二方面,本发明提供了一种制造具有陶瓷加热元件和陶瓷散热器的陶瓷加热器的方法,包括步骤:
24.(a)带铸多个陶瓷材料层且堆叠所述层以形成坯体状态的陶瓷板;
25.(b)施加导电迹线到坯体状态的陶瓷板的第一表面;
26.(c)结合陶瓷散热器到坯体状态的陶瓷板的第二表面;以及
27.(d)烧结坯体状态的加热器。
28.优选地,该方法包括在步骤(b)和(c)之间包括带铸第二多个陶瓷材料层且堆叠所
述层在导电迹线之上的步骤。这形成嵌入式导电迹线。在此实施例中,坯体状态的陶瓷板的第二表面由第二多个层形成。
29.优选地,陶瓷散热器由多个带铸陶瓷材料层形成。优选地,形成陶瓷散热器的层在被结合到陶瓷加热器元件的第二表面之前绕第一平面旋转90
°
。由此,带铸材料层旋转90
°
,也就是陶瓷散热器的层被取向为相对陶瓷加热器元件的层成90
°
。优选地,该陶瓷加热器元件是大体平面的且在第一平面内延伸。优选地,该陶瓷散热器沿第二平面延伸,该第二平面垂直于第一平面。优选地,陶瓷加热器元件是大体平面的且在第一平面内延伸,且其中形成陶瓷散热器的层在被结合到陶瓷加热器元件的第二表面之前绕第一平面旋转90
°
。
30.优选地,坯体状态的陶瓷板中层的数量(所述多个层和第二多个层,如果可用)类似于陶瓷散热器中层的数量。这意味着在烧结期间两个部分的收缩将为类似的。
31.在一个实施例中,陶瓷散热器通过施加溶剂在陶瓷加热器元件和陶瓷散热器之间的接口处而被结合到陶瓷加热器板。该方法还包括在烧结之前固化坯体状态的加热器的步骤。这允许连接部有时间变得足够硬化,以在不变形的情况下被移动。优选地,固化时间是在室温处一小时。该时间取决于连接部部分的厚度。
32.在第三方面,本发明提供了一种加热器,包括多个加热器元件和框架,其中该框架支撑且隔离该多个加热器元件的每个。
33.在该实施例中,多个加热器元件可以由诸如不锈钢这样的金属基板或陶瓷制造。导电迹线可以表面安装然后被覆盖在釉中,或对于陶瓷版本,导电迹线可以嵌入在陶瓷材料的层中。基板材料是相对细小的,0.5-2.5mm,从而表面安装导电迹线并不阻止热量从加热器元件的两侧消散。
34.优选地,加热器元件沿一个方向是平面的,且如上所述,沿第二方向或平面可为平面或弧形的。
35.优选地,框架包括多个支架;该多个加热器元件的每个使用一个支架。支架约束加热器元件,保持每个邻近对加热器元件之间的间隔。
36.在优选实施例中,加热器具有第一端部和第二端部,且该多个加热器元件从第一端部延伸到第二端部。优选地,框架包括一对支架,其用于该多个加热器元件的每个。优选地,一个支架被布置为邻近第一端部,且第二支架被布置为邻近加热器的第二端部。
37.优选地,该多个加热器元件的每个限定第一边缘和第二边缘,其在加热器的第一端部和第二端部之间延伸。优选地,框架沿第一边缘布置。在优选实施例中,第二框架被提供。优选地,第二框架沿加热器的第二边缘延伸。优选地,第二框架包括多个支架;该多个加热器元件的每个使用一个支架。优选地,第二框架包括一对支架,其用于该多个加热器元件的每个。优选地,一个支架被布置为邻近第一端部,且第二支架被布置为邻近加热器的第二端部。
38.替代地或附加地,中心框架被提供。该中心框架从加热器的第一端部延伸到第二端部且被布置在第一边缘和第二边缘之间。优选地,中心框架由冲压金属板形成且包括孔,该孔设置尺寸为用于该多个加热器元件的每个。
39.优选地,加热器还包括流动引导件,用于引导流体流穿过加热器。
40.在优选实施例中,加热器是弯曲的且该流动引导件遵循加热器的弯曲角度。在优选实施例中,加热器具有第一端部和第二端部,且该多个加热器元件从第一端部延伸到第
二端部。优选地,该多个加热器元件的每个限定第一边缘和第二边缘,其在加热器的第一端部和第二端部之间延伸。优选地,第一流动引导件被提供为邻近第一边缘。优选地,第二流动引导件被提供为邻近第二边缘。
41.在优选实施例中,第一和/或第二流动引导件具有多个引导部分,且该引导部分的每个沿加热器在一对邻近加热器元件之间延伸。
42.在一个实施例中,框架包括保持支架和流动引导件两者。
43.优选地,框架由冲压金属形成。
44.在一个实施例中,该多个加热器元件的每一个是相同尺寸的。替代地,该多个加热器元件包含尺寸范围,例如提供具有圆形横截面的加热器。
45.还公开了一种包括加热器的手持式器具,该加热器包括陶瓷加热器元件,陶瓷散热器,从而陶瓷加热器元件和陶瓷散热器两个都由多个带铸陶瓷材料层形成。
46.还公开了一种加热器,包括陶瓷加热器元件和用于将来自陶瓷加热器元件的热量发射的至少一个散热器,其中陶瓷加热器元件在一个尺度上沿平面延伸且该至少一个散热器延伸远离该平面,且其中该至少一个散热器通过分立的连接部分超声波焊接到陶瓷加热器元件。
47.具有分立连接部分意味着翅片没有沿它的整个长度连接,具有间隙或中断在该连接中。这些间隙使得翅片和加热器元件之间的应力被减轻。当加热器在较高温度或过渡到或离开环境温度时,翅片材料将膨胀或收缩得比加热器元件更多。间隙或中断使得翅片材料的一定程度膨胀且变形不引起过多应力到加热器元件。换句话说,对于给出的温度上升,当这个间隙被引入时加热器元件和翅片之间的应力被降低。
48.优选地,该分立连接部分是陶瓷加热器元件和该至少两个翅片之间的多个大体相似的接触区域。这一致性是有益的,因为如果没有它,热失配将在它与加热元件接口处沿翅片的长度而变化,导致某些区域更容易开裂和/或脱开。
49.在优选实施例中,该分立的连接部分每个由间隙(间隙频率)之间的相似尺寸间隙和距离分开。再次地,这一致性对于一致形状加热器是有益的,因为如果没有它,热失配将沿翅片的长度而变化,导致某些区域更容易开裂和/或脱开。替代地,对于非一致性加热器例如弯曲加热器,不同间隙尺寸和间隙频率可被应用到加热器的邻近区域中以根据操作温度实现适当的应力消除。
50.优选地,具有多个散热器。在优选实施例中,该陶瓷加热器元件是平面的且该多个散热器从陶瓷加热器与该平面表面垂直地延伸。优选地,多个散热器另外地从陶瓷加热器元件的第二平面表面垂直地延伸。
51.还公开了一种制造具有陶瓷加热元件和散热器的陶瓷加热器的方法,包括步骤:
52.(a)生产坯体状态的陶瓷板;
53.(b)施加导电迹线到坯体状态的陶瓷板的第一表面;
54.(c)烧结坯体状态的陶瓷板;以及
55.(d)超声波焊接散热器到烧结的陶瓷板的第二表面上。
56.优选地,该方法在步骤(b)和(c)之间包括施加陶瓷材料在导电迹线之上的步骤。这形成嵌入式导电迹线。优选地,对于嵌入式迹线,散热器超声波焊接到烧结陶瓷板的其他表面上。
57.坯体状态的陶瓷板可由多个带铸材料层、挤压材料块或模压块堆叠而成。
58.优选地,该器具是头发护理器具。优选地,该器具是干发器。
附图说明
59.现在将参照附图描述本发明,附图中:
60.图1显示了根据本发明的器具的正视图;
61.图2显示了沿线c-c穿过图1中的器具的横截面图;
62.图3示意性地显示了图1中的器具的立体视图;
63.图4a显示了根据本发明的加热器的一部分的正视图;
64.图4b显示了图4a中的加热器的侧视图;
65.图4c显示了图4a中的加热器的立体视图;
66.图4d显示了沿图4a中的线a-a的横截面图;
67.图5a-5d示意性地显示了连接散热器到加热元件的方法的步骤;
68.图5e显示了连接在一起的两个加热器;
69.图6显示了在重新固化期间用于容纳加热器的夹具的实例;
70.图7a显示了根据本发明的另一加热器的一部分的正视图;
71.图7b显示了图7a中的加热器的侧视图;
72.图7c显示了图7a中的加热器的立体视图;
73.图7d显示了图7c中的部分z的放大视图;
74.图8a显示了根据本发明的另一加热器的一部分的正视图;
75.图8b显示了图8a中的加热器的立体视图;
76.图8c显示了沿线g-g穿过图8a中的器具的横截面图;
77.图9a显示了替代堆叠加热器;
78.图9b显示了图9a中的加热器的分解图;
79.图9c立体地显示了第三替代堆叠加热器;
80.图9d显示了图9c中的加热器的端部视图;
81.图10a显示了穿过圆形加热器的横截面视图;
82.图10b显示了穿过四边形加热器的横截面视图;
83.图11a显示了从统一加热器的散热路线;
84.图11b显示了从堆叠加热器的散热路线;
85.图12a显示了根据本发明的镜像加热器的实例;
86.图12b,12c和12d显示了图12a中的加热器可电连接的不同方式;
87.图13显示了加热元件的实例;
88.图14a-14c显示了根据本发明的替代加热器;
89.图14d显示了局部焊接散热器;以及
90.图15a-15d显示了根据本发明的加热器可采取的不同形状和配置。
具体实施方式
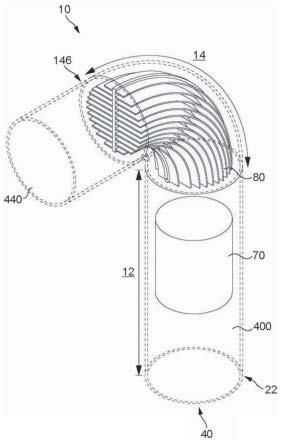
91.图1,2和3示出了一种器具,在本实例中,为干发器10,其具有弯曲外部轮廓,由器
具10的外部壳体18形成。那里有笔直区段12,其包括手柄20和风扇单元70;和弯曲区段14,其包括加热器80。流体流动路径400被提供为从流体入口40穿过器具到流体出口440,流体入口40被设置在笔直区段12的第一端部22处。流体出口440被设置为弯曲区段14的远离笔直区段12的远侧端部14b附近或其下游。在此实施例中,存在第二笔直区段16被设置在加热器80下游或在弯曲区段14和流体出口440之间。
92.流体流动路径400是非线性的,且沿第一方向120流动穿过笔直区段12和手柄20,且沿第二方向130从弯曲区段14退出。在流体出口440处,流体流动路径400已经转向90
°
,由此第一方向120垂直于第二方向130。然而,这仅仅是一个示例,不同角度的曲率可被使用。
93.干发器10可认为具有入口平面和出口平面,该入口平面延伸跨过笔直区段12的第一端部22,该出口平面延伸跨过流体出口440,且入口平面和出口平面是非平行的。
94.现在参考图4a-4d,加热器80将被更详细地描述。加热器80由两部分组成,这两部分随后被结合到一起。图4a-4c示出了该两个部分的一个。该两个部分的另一个趋于为所示一个的镜像。加热器80包括加热元件88,其由平坦陶瓷板82形成,比如氮化铝,其中导电迹线90通常被丝网印刷到在坯体状态下的平板陶瓷板82。平坦陶瓷板82通过堆叠数层带铸陶瓷材料直到所需厚度被实现且然后层压该堆叠层而形成。层压过程包括真空密封堆叠在塑料包内和液压(hydrostatically pressing)该堆叠以形成平坦陶瓷板82。热量通过散热器(其通常包括多个翅片84)从导电迹线90发散,该翅片从平坦陶瓷板82延伸出且进入流体流动路径400。导电迹线90通过加热器连接引线92电连接到电源(未示出)。在此实例中,加热器包括两个加热器迹线90a和90b,且由于两个加热器迹线90a和90b共用火线或零线连接,存在三个引线92。
95.一旦导电迹线在丝网状态下被丝网印刷到平坦陶瓷板上,它可由绝缘材料(比如釉)覆盖,或带铸陶瓷材料的另一层可被堆叠到导电迹线90之上,将导电迹线90嵌入陶瓷内。
96.加热器80是单侧统一加热器(unified heater),其具有几种制造方法。在一个实例中,加热元件88可被烧制,且然后烧结的翅片84可使用黏合浆(比如玻璃黏合浆)被黏接到烧结加热元件88。替代地,翅片84可被附接到坯体状态下的平坦陶瓷板82,且它们可作为单个单元共烧。共烧提供了更强的接头,且两个方法将被讨论。第一个产生图4a-4d中的加热器80。在此实施例中,翅片84被表面安装到平坦陶瓷板82。翅片84可被压并接触平坦陶瓷板82的表面。黏合浆(比如玻璃黏合浆)可被应用到接头,或溶剂在翅片被附接到平坦陶瓷板82之前被应用到每个翅片84的端部,这两个选项可与压接触一起使用或不一起使用。溶剂局部溶解带铸材料中的粘合剂,且在大约一个小时后(取决于接头的厚度),材料重新固化,且翅片被黏接到平坦陶瓷板82。
97.产生加热器50的第二方法将参考5a-5d描述。平坦陶瓷板52具有第一侧部54和第二侧部56。翅片60将在准备工作之后被附接到第一侧部54。带铸陶瓷材料的堆叠层被层压,然后槽58通过例如层压之后对堆叠的cnc铣切而被铣切入平坦陶瓷板52。
98.导电迹线90被表面安装到第二表面56或被嵌入在平坦陶瓷板52内。对于被嵌入实施例,平坦陶瓷板50将需要比表面安装选项的更厚,以便凹入平坦陶瓷板52中的翅片60从导电迹线90间隔开。
99.翅片60由aln带的层压板制成,其在坯体状态下切为适当尺寸的矩形件。这些件的
每个在切割时是平面的,但由于层压件在坯体状态下是柔性的,如果需要这些件可被容易地弯曲为弯曲形状。
100.溶剂64(比如二甘醇单乙醚乙酸酯)(diethylene glycol mono-ethyl ether acetate,dgmea)被使用涂刷涂到槽56中和翅片60的端部表面62上。dgmea就像胶水一样。这个化学品局部溶解层压件且允许材料(黏合剂,陶瓷等)流动以填充相邻部件之间的间隙。当溶解材料在一个小时内(取决于翅片的厚度等)重新固化,坯体状态的接头被建立。
101.不管用于产生坯体状态加热器50,80的方法,有利的是在重新固化过程期间支撑坯体状态加热器50,80,夹具的实施例被示出在图6中。金属片66,例如铝,被切割以安装在翅片周围和之间,且一旦整个加热器被包封,配重68被增加以将接头压在一起且确保良好的结合。坯体状态加热器于是被烧结以产生单个一体部分。
102.如果适于该情形,则单个加热器50可被使用,否则,在烧结之后,两个加热器50被放置为背靠背且被压在一起,或使用釉,胶水或热胶58(图5e)连接。
103.在此实施例中,加热器50在横截面中为半圆形,具有长于外部翅片的居中定位翅片;这是因为在示例器具10中,加热器80安装在管内,替代装置具有正方形或矩形加热器。
104.图7a-7d示出了另一加热器变体180。这个加热器被形成为双侧加热器180。在此实施例中,导电迹线90被嵌入平坦陶瓷板182(其具有被附接到两侧的翅片)内。这消除了对于关于图4a-4d描述的加热器80的两个部分之间的黏合剂的需求。存在多个实施例,平坦陶瓷板182可以被烧制,然后烧结的翅片84随后使用黏合浆附接。替代地,如前所述,所有的翅片84都可以附接到处于坯体状态的平坦陶瓷板182上,或者通过表面黏结,或者通过将翅片84的端部嵌入平坦陶瓷板182然后烧纸整个加热器90以产生最终产品。
105.在此实例中,由于加热器具有圆形横截面且是弯曲的,当被烧结时,该加热器将需要自身支撑或将需要支撑。通常,一件相同的材料被用于在烧结过程中支撑加热器,因为它在烧结期间将收缩相同量。本领域技术人员将理解这个。
106.可从单个aln板而不是板的层压堆叠制造翅片。然而,更厚的翅片使得它在坯体状态下更容易组装加热器,且一旦加热器被烧结,结构上更加强健且具有更好的到翅片的热传导(更高的翅片效率)。
107.部件的坯体切割,例如以形成翅片,用于堆叠陶瓷加热器元件的层,或形成槽以嵌入翅片在平坦陶瓷板中,可通过cnc铣切(milling),使用适当形状切割工具的冲压或剪床实现。
108.关于图4a至7d描述的加热器全示出为具有圆形横截面的弯曲加热器。图10a和10b示出了穿过相应的圆形和四边形加热器的横截面。图4a至7d的弯曲加热器可替代为圆柱形加热器,其具有图10a(其示出壳体110,该壳体围绕加热器112)中所示横截面。同样地,加热器可为四边形加热器,比如矩形加热器116,其由图10b中所示地壳体114围绕。加热器112是一体加热器(unified heater),其中陶瓷加热器元件和翅片被共烧,且加热器116由两个单侧一体加热器116a,116b形成,其在烧结之后如上所述被黏合。
109.图8a-8c示出了另一加热器200。在此实施例中,多个独立的平坦陶瓷板210被用于提供热量。如上所述,独立的陶瓷板210的每个包括导电迹线(未示出),且在此实施例中与由冲压金属板220形成的支架保持在一起。平坦陶瓷板210在加热器200的每个端部200a和200b处或附近被保持,以保持平坦陶瓷板210之间的间隔,允许流体在相邻平坦陶瓷板之间
流动。
110.在所示所有实例中,三维加热器通过使用二维加热元件88生产。
111.具有翅片84,60作为散热器的加热器的实例具有增加的益处,因为翅片被用于发散来自加热元件的热量,且由于它们遵循加热器80,50,180的曲线,翅片84,60进而帮助绕曲线转向流动,降低湍流(当流体从第一方向120转向到第二方向130,140时其减少穿过加热器的压力损失,且减少噪音的产生)。
112.在没有翅片的实例中,如图8a-8c所示,多个加热器元件210通过提供穿过流体流动路径的纵向分离而引导流体流动穿过加热器200。在此实施例,由于存在多个加热元件210,分离翅片不被需要用于热量发散,作为代替,加热元件80具有两个表面,可用于与流体流动路径热交换,反而存在加热元件210的两倍的表面数量。如图11a和11b中所示,从加热器到流动在流体流动路径内的流体之间的热交换可通过增加加热元件的可用表面(图11b)或通过提供诸如翅片这样的冷却结构(图11a),由于热量梯度,其从加热元件朝向翅片的末端吸取热量,这个热量于是与流动穿过翅片的流体交换(其增加热量梯度导致更多热量沿翅片被抽吸)。
113.堆叠加热器(具有多个独立地陶瓷加热器板210)提供用于热量发生和输送的更直接路线,也就是说在它发生的地方消散。翅片和加热元件是一个且相同的。如果将加热元件视为散热器,非常高的翅片效率可被实现。
[0114]“堆叠加热器”的名称来自于所使用的平面加热元件的“堆叠”。这些可由下列材料制造:tlcc或htcc厚膜陶瓷基底(氮化铝或其他陶瓷)(其可具有嵌入或表面安装(且上釉)的导电迹线;或厚膜金属基底(这些通常具有上釉以实现电绝缘迹线);或电陶瓷材料(举例来说掺杂bati
‘
ptc’)。
[0115]
替代堆叠加热器150被示出在图9a和9b中。在此实施例中,多个加热元件152通过框架160(其包括保持支架162和引导叶片164两者)保持在位。这些可由单个冲压金属板形成,或引导叶片164被单独制造且被附接到支架162。
[0116]
加热器150在多个平面表面中产生热量,且能够直接对流这个热量到空气加热元件,从而也用作散热器的翅片。空气被引导叶片164沿加热元件152的表面引导。
[0117]
一组支架仍在加热元件150的每个端部150a和150b处。引导叶片164在一对相邻加热元件150之间从第一端部150a延伸到第二端部150b,且引导空气绕加热器的曲线流动。这降低穿过器具的压力损失,且通过提供弯曲表面用于空气流动而降低噪音的产生,且由于引导叶片是金属,它们帮助传递热量。
[0118]
此外,中心支撑件166被提供。在此实施例中,该中心支撑件166还用作用于加热板152的第一零线连接。第二零线连接器168和火线连接器170被提供在邻近加热器150的第一端部150a处。在此实施例中,这些连接器由冲压金属部件(其绕加热元件152的每一个折叠且电连接到加热元件152的每个内的导电迹线)形成。该电连接的方式将不被详细的描述,因为技术人员将知道一些替代方案,如使用穿过每个加热元件152的孔(via)。
[0119]
引导叶片164通过压接触与加热元件150接触,因此可发热并消散该热量到空气。这个热功能并不是严格必需的,而是引导叶片与加热元件接触的有益结果。
[0120]
另一替代堆叠加热器250被示出在图9c和9d中。在第一端部250a处,其在此实施例中是加热器的入口端部,也就是流动进入加热器250的地方,电连接器260提供次要功能。加
热器250包括多个间隔开的加热器元件252,其由多个带铸陶瓷层形成,具有表面安装的导电迹线(由防护釉覆盖)或嵌入式导电迹线(具有带铸陶瓷材料层在两侧,将导电迹线嵌入陶瓷材料内)。
[0121]
电连接器260是传导材料杆且它们穿过加热器元件252,电连接它们而且还对齐且分隔加热器元件252。
[0122]
在加热器的第二端部250b处,其是加热器250的出口端部也就是流体从那里退出加热器250,中心棒270被提供。该中心棒270延伸跨过加热器250且加热器元件252的每个被提供具有切口254,其与中心棒接合。这在第二端部250b处对齐且间隔加热器元件252。
[0123]
引导叶片264的布置被提供在加热器250内的加热器元件252之间。引导叶片264在一对邻近加热元件252之间从加热器250的第一端部250a延伸到第二端部250b,且引导空气绕加热器的曲线流动。在此实施例中,引导叶片264被提供为邻近加热元件的每个边缘252a,252b,且在中心较长加热元件254的情况下,另一对引导叶片266被提供在中心棒270和引导叶片264之间。这进而帮助在中心棒270和引导叶片264之间的较大间隙内以更均匀的方式转向流动。
[0124]
当堆叠加热器是加热元件(其是电阻器)的集合时,它们可以不同方式连线以实现期望的总电阻。
[0125]
实践中,规模制造经济将要求镜像设计,例如,偶数个相同的加热器。参考图12a,示出了在镜像布置中的两个较小70和两个较大72加热器。
[0126]
具有多个方式连接这些独立的加热元件,举例来说完全并联如图12b所示(最低总电阻),完全串联如图12c所示(最高总电阻)或混合(如图12d中所示)。加热元件的连接方式取决于从加热器的所需输出和系统限制。
[0127]
图13示出了用于堆叠配置(如关于图8a-9d描述的)中的加热器元件190的实例。加热器元件190具有基底192(其是陶瓷材料)和导电迹线194。区域198(包含导电迹线194)可被认为是较高功率区域且是加热器元件190的最热部分,在那里电力被输入到加热器元件。外部区域196(其没有导电迹线)可被认为是较低功率区域,且是冷却器,因为它从较高功率区域196发散热量。
[0128]
较高功率区域196和较低功率区域198的相对比例可被调整,以在加热器元件190的边缘190a处获得期望的温度。这影响围绕壳体(未示出)的接触温度。对于加热元件190内的相对较小的较高功率区域198,跨过加热器元件190的表面的温度梯度将为更大的,且由此将需要更好质量的陶瓷基底以经得起这个。相反地,如果较低功率加热器元件是可接受的,较低质量陶瓷基底可用于相对较大的较高功率区域,也就是导电迹线194更靠近加热器元件190的边缘190a。
[0129]
在出口处的空气温度横截面轮廓与加热器在它与周围外壳相接处的温度可以通过迹线图案的适当设计来控制,举例来说,每个加热器的边缘可被弄得更冷,使得壳体内的热边界条件不那么严厉(产品接触温度要求),每个加热元件的最大可达温度和温度梯度可被保持在最大耐受允许范围内。
[0130]
图15a-15d示出了替代配置,其可使用堆叠加热器实现。图8a-9d中所示的加热器是弯曲或弧形的230,如图15d中所示。该堆叠加热器,以及上下文描述的实际所有加热器可以以其他配置(比如圆柱形232(如图15c和15a中所示)或四边形(如图15b中所示))制造。在
所有实例中,加热器230,232,234被容纳在壳体236内。壳体236围绕且容纳加热器230,232,234,提供了对于加热器的防护和热屏障。在器具10中,壳体236位于器具10的外部外壳18内,通常具有小空气间隙118在壳体和外部外壳18之间,且具有另一空气间隙218在壳体236和加热器230,232,234之间。空气间隙118,218提供了热绝缘,用于加热器230,232,使器具的外部外壳18能够由用户操纵。
[0131]
图14a和14b示出了替代加热器300,其具有平坦陶瓷板310,该平坦陶瓷板具有嵌入的导电迹线,如上所述(未示出)。在此实施例中,存在两个散热器320,平坦陶瓷板310的两侧各有一个。散热器320由传导材料(比如铝,铜,钛,非膨胀合金(比如科瓦合金),其由冲压板形成。两个散热器320的每一个由第一部分322和第二部分324形成,两个部分被形成为起皱或城墙状部件。存在脚部区段326,用于连接到平坦陶瓷板310;腿部区段328,从脚部区段326大体垂直于平坦陶瓷板310延伸且形成散热器区域的大部分;和连接区段330,在相邻腿部区段远离脚部区段326的末端之间延伸。
[0132]
在散热器的第一部分322和第二部分324之间的接合部处,为了保持第一部分和第二部分之间的相等间隔,第一部分332终止于腿部328a(没有连接区段),第二部分326终止于连接部分330a,其被提供具有唇部332,其适于延伸越过腿部328a。
[0133]
在前述实施例中,散热器由附接到或嵌入平坦陶瓷板的独立翅片形成。相反,在此实施例中,多个翅片由第一部分322和第二部分324的每个形成,其随后被附接到平坦陶瓷板310的每个表面。在此实施例中,散热器与陶瓷材料之间存在热不匹配,因此散热器与平坦陶瓷板310之间的连接是非连续的。脚部区段326,不是材料的连续件,而是由多个独立连接器326a形成,在每个相邻连接器之间具有膨胀间隙334。膨胀间隙334缓解热循环期间在散热器和平坦陶瓷板310之间由于散热器材料膨胀和收缩程度比陶瓷材料更大而产生的应力。
[0134]
散热器可通过数个不同方法被附接到平坦陶瓷板310。黏合浆,胶水,热胶,釉可被使用但这些方法具有约2-300℃的温度限制,因此不能被用于意图在更高温度(比如约600℃)处运行的加热器。对于更高操作温度,将散热器钎焊(brazing)到平坦陶瓷板上是一种选择,超声波焊接散热器也是一种选择。
[0135]
超声波焊接是已知的连接技术,且可被使用于本文描述的加热器的任一个,其中散热器被黏合或胶合到加热元件。对于图14a和14b中所示实例,独立联接器326a可被超声波焊接到平坦陶瓷板310。如钎焊,对于超声波焊接,平坦陶瓷板首选需要金属化以使金属散热器能结合到陶瓷。平坦陶瓷板的外表面被涂有金属化浆料,其通常包括用于形成平坦陶瓷板的陶瓷材料、耐火材料(比如钨)以及粘合剂和填充剂。
[0136]
在焊接过程中,散热器320和平坦陶瓷板310被定位在一个装备或砧中且焊接工具(超声波发生器)被放置为以一个较小的力抵靠独立的连接器320a,同时超声波频率被应用且焊接形成。.通常地,20khz的频率被使用,对于3mm的连接器和0.3mm的散热器厚度在焊接过程期间200n的力被使用,且焊接过程采取约60微秒。单个焊接可结合多于一个独立连接器326a(比如一排连接器336,一列连接器338或一阵列连接器)。
[0137]
参考图14d,在一个实施例中,多个独立连接器170,172,174,176,178在单个过程中被焊接。超声波发生器被设计为覆盖所有五个独立连接器170,172,174,176,178,该超声波发生器被运动到下一组,该过程被重复直到所有独立连接器326已经被焊接到平坦陶瓷
板310。在此实例中,独立连接器是1.7mm乘.7mm,虽然这仅仅对于这种特定的加热器来说很方便,较大或较小的独立连接器也可被使用,为了使应力消除,这些连接器不能太大。
[0138]
超声波处理在连接器172,174,176,178上留下表面图案,其在这个实施例中是交叉阴影线。本领域技术人员将理解为其他图案是合适的,主要目标是达到所需的强度,使接头能够承受终生的热循环,因为在使用期间加热器被加热和冷却。
[0139]
为了使得能够实现从流体出口的任何角度的退出,该器具被提供具有壳体,其延伸超过加热器。在图2中,壳体16的这个件是笔直的,且流体继续沿相同方向流出加热器80。然而,壳体的这个件不需要笔直的,它可能为弯曲的以允许以不同角度退出或甚至可通过用户调节使得不同退出角度范围被使用。
[0140]
导电迹线可由上述两个迹线形成,然而一个迹线可被使用或多于两个迹线可被使用。单根迹线的使用可限制可用于用户的温度设置,然而多根迹线使得不同功率被打开和关闭,给出更多水平的温度和更精确的控制。不同功率可通过数个不相同迹线实现或每个迹线可被额定为不同量的功率。同样地,尽管三个连接点被示出,没跟迹线可具有一个连接点或不同的共享布置可被使用。
[0141]
适当的陶瓷材料包括氮化铝,氧化铝,氮化硅。
[0142]
本发明被描述为一种具有流体流的器具,它被用来代替空气流,因为已知具有精华液或甚至水的可再填充容器的头发护理器具来在定型时滋润头发。实际上,可使用一种或多种气体的不同组合,并且可包括添加剂,用于提高器具性能或器具对输出所对准的物体的影响,该物体例如为头发和头发的发型。
[0143]
已经关于干发器详细描述了本发明,但是其可适用于吸入流体并且引导该流体从器具流出的任何器具。
[0144]
该器具可与加热器一起使用或可不与加热器一起使用;流体在高速下流出的作用具有烘干效应。
[0145]
该器具被描述而没有讨论任何附件比如会聚喷嘴或扩散器,然而它将可以使用已知类型的附件中的一种,以便会聚退出流体或引导流体为与没有任何附件时退出器具的情况下不同。
[0146]
本发明不限于上面给出的详细描述。多种变形形式对于本领域的技术人员将是显而易见的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。