1.本发明涉及镜子相关技术领域,特别涉及一种5mm钢化镜的制备方法。
背景技术:
2.钢化玻璃(tempered glass/reinforced glass)属于安全玻璃。钢化玻璃其实是一种预应力玻璃,为提高玻璃的强度,通常使用化学或物理的方法,在玻璃表面形成压应力,玻璃承受外力时首先抵消表层应力,从而提高了承载能力,增强玻璃自身抗风压性,寒暑性,冲击性等。钢化玻璃具有安全性、高强度和热稳定性的优点。安全性体现在当玻璃受外力破坏时,碎片会成类似蜂窝状的钝角碎小颗粒,不易对人体造成严重的伤害。高强度体现在同等厚度的钢化玻璃抗冲击强度是普通玻璃的3~5倍,抗弯强度是普通玻璃的3~5倍。钢化玻璃具有良好的热稳定性,能承受的温差是普通玻璃的3倍,可承受300℃的温差变化。
3.钢化玻璃也存在一些缺点,如钢化后的玻璃不能再进行切割和加工,只能在钢化前就对玻璃进行加工至需要的形状,再进行钢化处理;通过钢化炉(物理钢化)后的建筑用的平板玻璃,一般都会有变形,变形程度由设备与技术人员工艺决定。在一定程度上,影响了装饰效果;最重要的是,钢化玻璃的表面会存在凹凸不平的现象(风斑),有轻微的厚度变薄。变薄的原因是因为玻璃在热熔软化后,在经过强风力使其快速冷却,使其玻璃内部晶体间隙变小,压力变大,所以玻璃在钢化后要比在钢化前要薄。一般情况下4~6mm玻璃在钢化后变薄0.2~0.8mm,8~20mm玻璃在钢化后变薄0.9~1.8mm,具体程度要根据设备来决定。
4.众所周知,镜子主要由玻璃制成,属于易碎品,一旦镜子破碎,很容易对人体造成伤害。尤其在运输过程中,由于地面的凹凸不同导致镜子振幅较大,以及镜子放置不稳固等因素,往往会导致镜子激烈的碰撞而碎裂。
5.因此,钢化镜应运而生。在钢化镜的制作过程中,对普通玻璃进行钢化时,一般在输送线上先将玻璃加热软化,并同时通过陶瓷等制成的耐高温滚筒按照一定速度向前输送,到达冷却工位后,通过风冷的方式对软化的玻璃进行即冷降温,实现玻璃的钢化。但是玻璃加热软化后,在向前输送过程中容易变形,导致最终做出的钢化镜光学平整度较差,废品率较高。上述的钢化玻璃变形、平整度差和废品率高也是限制钢化玻璃用做镜面的重要原因。因此一种目前亟需一种不易碎裂又能满足镜子平整度和良品率要求的钢化镜。
技术实现要素:
6.针对现有技术中的缺陷,本发明提出了一种5mm钢化镜的制备方法。
7.本发明提供一种5mm钢化镜的制备方法,包括如下步骤:
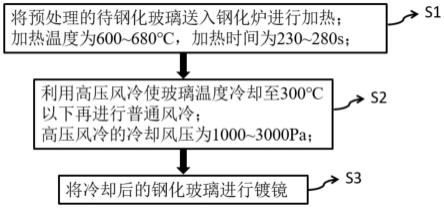
8.s1:将预处理的待钢化玻璃送入钢化炉进行加热;加热段采用陶瓷辊筒。
9.加热温度为600~680℃,加热时间为230~280s;所述的加热温度区间指待钢化玻璃刚进入加热炉的温度为600℃,出加热炉时的温度为680℃,随着陶瓷辊筒的运动,待钢化玻璃的加热温度由600~680℃逐渐升高。加热时间低于230s,制备的钢化镜容易破损。
10.现有技术的该厚度钢化镜普遍采用的加热温度为680~720℃,加热时间为200s左右,本发明降低了加热温度,延长了加热时间,使得制备得到的钢化镜平整度有明显提高。
11.s2:利用高压风冷使玻璃温度冷却至300℃以下再进行普通风冷,高压风冷的冷却风压为1000~3000pa;钢化镜制备需要温度差,若加热温度低,冷却风压就可以相应小,若加热温度高,冷却风压就必须大。低于1000pa制备的钢化镜表面应压力不够。本发明由于加热温度降低,因此冷却风压需要采用1000~3000pa。
12.s3:将冷却后的钢化玻璃进行镀镜。
13.进一步的,所述步骤s1中所述的加热温度为620~670℃。低于该温度,无法成功制备出钢化镜,容易破损。
14.进一步的,所述步骤s1中所述的加热时间为250~270s。该加热时间下制备得到的钢化镜性能更好。
15.进一步的,所述步骤s2中所述的高压风冷的冷却风压为1500~2500pa。该冷却风压下制备得到的钢化镜性能更好。
16.进一步的,所述步骤s1中预处理包括将普通玻璃切割成预设尺寸的小片和对切割后的普通玻璃进行磨边的步骤。
17.进一步的,所述步骤s3具体包括如下步骤:
18.(1)上片:用机械臂将玻璃抓放在辊筒上;
19.(2)滚刷预清洗:将预清洗液喷涂到滚刷上,用滚刷刷洗玻璃;
20.(3)研磨抛光:用抛光粉研磨抛光玻璃;
21.(4)滚刷清洗:用纯水高压冲洗玻璃的表面;
22.(5)镀锡:使用敏化液喷镀;
23.(6)镀钯:使用超敏化液喷镀;
24.(7)第一钝化液处理:使用钯加强药水喷镀;
25.(8)第二钝化液处理:使用小分子敏化液喷镀;
26.(9)镀银:使用银活性液和银还原液喷镀;
27.(10)钝化:使用钝化液进行钝化;
28.(11)风干:用风吹干玻璃表面;
29.(12)预热:用加热管烘烤玻璃表面,挥发表面水分;
30.(13)淋底漆:将油漆淋涂在银层上;
31.(14)底漆烘烤:用加热管将底漆烘干;
32.(15)冷风:用风机将底漆吹冷;
33.(16)淋面漆:将面漆淋涂在底漆上;
34.(17)面漆烘烤:用加热管烘烤油漆;
35.(18)冷风:用风机上下吹冷风,使镜片冷却;
36.(10)清洗:用自来水滚刷清洗镜片;
37.(20)风干:用风机将镜片吹干;
38.(21)下片:用机械臂将镜片卸下立放;
39.(22)包装:用薄膜将整包的镜片打包。
40.进一步的,所述步骤s3之后还包括对镀镜后得到的钢化镜进行磨边的步骤。
41.本发明还提供一种5mm钢化镜,由所述的制备方法制备得到。
42.综上,与现有技术相比,本发明达到了以下技术效果:
43.1.本发明的制备方法制备而成的钢化镜良品率高,可达到100%。
44.2.本发明的制备方法制备而成的钢化镜斑马角>60
°
,弯曲率<1.3
‰
,表面应压力可达127mpa,满足作为镜子的条件。
45.3.本发明的制备方法不需要特殊机器和特别的试剂,可以降低大规模生产的成本。
附图说明
46.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
47.图1为本发明的5mm钢化镜制备方法的总流程示意图。
48.图2为本发明镀镜工艺的流程示意图。
具体实施方式
49.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
50.本发明的5mm钢化镜的制备方法,包括如下步骤:
51.s1:将预处理的待钢化玻璃送入钢化炉进行加热;
52.加热温度为600~680℃,加热时间为230~280s;
53.s2:利用高压风冷使玻璃温度冷却至300℃以下再进行普通风冷,高压风冷的冷却风压为1000~3000pa;
54.s3:将冷却后的钢化玻璃进行镀镜。
55.镀镜的具体步骤包括:
56.(1)上片:用机械臂将玻璃抓放在辊筒上;
57.(2)滚刷预清洗:将预清洗液喷涂到滚刷上,用滚刷刷洗玻璃;
58.(3)研磨抛光:用抛光粉研磨抛光玻璃;
59.(4)滚刷清洗:用纯水高压冲洗玻璃的表面;
60.(5)镀锡:使用敏化液喷镀;敏化液的有效成分为硫化亚锡。
61.(6)镀钯:使用超敏化液喷镀;
62.超敏化液购自徐州森蝶商贸有限公司(产品编号qdbl-pd-2ex),为酸性盐的水溶液,包括氯化钯(物质含量比0.5-24%)和盐酸(物质含量比0.1-3%)。
63.(7)第一钝化液处理:使用钯加强药水喷镀;
64.钯加强药水为钯加强药水a和钯加强药水b的混合物,钯加强药水a购自徐州森蝶
商贸有限公司(产品编码qdbl-sen-a),钯加强药水b购自徐州森蝶商贸有限公司(产品编码qdbl-tr-b)。
65.其中,钯加强药水a为有机溶剂的混合液,包括以下成份:
66.三乙氧基(辛基)硅烷:物质含量比20-25%;
67.γ-甲基丙烯酰氧基丙基三甲氧基硅烷:物质含量比15-20%;
68.十二烷基三乙氧基硅烷:物质含量比10-15%;
69.n-β-(氨乙基)-γ-氨丙基三甲氧基硅烷:物质含量比6-12%;
70.乙二胺:物质含量比5-10%;
71.十二羰基四铱:物质含量比0.3-10%;
72.去离子水。
73.钯加强药水b为酸性浓缩溶液,包括以下成份:
74.乙酸:物质含量比25-35%;
75.其他添加:物质含量比10-15%;
76.去离子水。
77.(8)第二钝化液处理:使用小分子敏化液喷镀;
78.小分子敏化液购自徐州森蝶商贸有限公司(产品编码qdbl-sen-3),为酸性浓缩溶液,包括以下成份:
79.氯铱酸:物质含量比0.5-3%;
80.十二羰基四铱:物质含量比3-15%;
81.去离子水。
82.(9)镀银:使用银活性液和银还原液喷镀;
83.其中银活性液购自徐州森蝶商贸有限公司(产品编号qdbl-tr-s),为碱性浓缩溶液,包括以下成份:
84.氨水:物质含量比10-15%;
85.其他添加:物质含量比20-25%;
86.去离子水。
87.银还原液使用浙江芬齐涂料密封胶有限公司的银还原液htr1(交易代码26044),成份为氢氧化钠和氨水;
88.(10)钝化:使用钝化液进行钝化;
89.钝化液为钝化液a和钝化液b的混合物,钝化液a购自徐州森蝶商贸有限公司(产品编码qdbl-mt-a),钝化液b购自徐州森蝶商贸有限公司(产品编码qdbl-mt-b)。
90.其中,钝化液a为酸性盐的水溶液,包括以下成份:
91.氯化亚锡:物质含量比15-35%;
92.聚乙二醇甲醚:物质含量比10-20%;
93.其他添加:物质含量比1-5%;
94.去离子水。
95.钝化液b为碱性浓缩溶液,包括以下成份:
96.氢氧化钠:物质含量比5-20%;
97.γ-氨乙基氨丙基三甲氧基硅烷:物质含量比20-25%;
98.3-氨基丙基三乙氧基硅烷:物质含量比3-10%;
99.去离子水。
100.(11)风干:用风吹干玻璃表面;
101.(12)预热:用加热管烘烤玻璃表面,挥发表面水分;
102.(13)淋底漆:将油漆淋涂在银层上;
103.(14)底漆烘烤:用加热管将底漆烘干;
104.(15)冷风:用风机将底漆吹冷;
105.(16)淋面漆:将面漆淋涂在底漆上;
106.(17)面漆烘烤:用加热管烘烤油漆;
107.(18)冷风:用风机上下吹冷风,使镜片冷却;
108.(10)清洗:用自来水滚刷清洗镜片;
109.(20)风干:用风机将镜片吹干;
110.(21)下片:用机械臂将镜片卸下立放;
111.(22)包装:用薄膜将整包的镜片打包。
112.需要特别指出,玻璃在钢化后会变薄,厚度的公差在0.2mm左右,因此出厂标注5mm的钢化镜其实际厚度可能在3.8-4.2之间,因此本发明的制备方法适用的钢化镜厚度为3.8-4.2范围。
113.实施例
114.实施例及对比例中的原料均可通过市售得到。
115.使用表1中的具体加热温度、加热时间和冷却风压参数按照上述制备方法的步骤分别制备钢化镜,并对制备得到的钢化镜进行斑马角、弯曲率、表面应压力和良品率的测试,测试结果见表1。
116.各项性能测试方法:
117.(1)斑马角:一般以斑马角的大小评价玻璃的光学变形。斑马角的测试方法参照gb 11614-1999标准中规定的测试方法。
118.(2)弯曲率:和玻璃的厚度以及面积都有关系,相同的面积,厚度越薄玻璃的弯曲度就越大;同样的厚度,面积越大,玻璃的弯曲度也越大。测试方法参照gb/t 37781-2019。
119.(3)表面应压力的测试方法参照gb 17841-1999标准中规定的测试方法。表面应压力<110mpa的镜子出厂即会破损。
120.(4)良品率为统计了100块钢化玻璃的结果,同时满足:(a)斑马角>55
°
;(b)弯曲率≤1.5
‰
;(c)表面应压力>110mpa以上三个条件的钢化镜被定义为良品。
121.表1实施例和对比例技术方案和效果
[0122][0123]
由实施例1~7可知,通过本发明的制备方法,制备得到的钢化镜斑马角>60
°
,弯曲率<1.3
‰
,表面应压力可达127mpa,良品率可高达100%,满足作为镜子的条件。
[0124]
对比例1~3与实施例7单一变量,对比例1加热温度高于本发明的600~680℃,对比例2的加热时间小于本发明的230~280s,对比例3的冷却风压低于本发明的1000~3000pa。上述对比例的钢化镜均无法满足本发明的斑马角、弯曲率、表面应压力同时符合标准。因此,说明本发明的制备方法中加热时间和加热温度以及冷却风压的选择对于成功制备满足镜面要求的钢化镜有决定作用。
[0125]
综合以上实施例和对比例,本发明公开了一种5mm钢化镜的制备方法,包括如下步骤:s1:将预处理的待钢化玻璃送入钢化炉进行加热;加热温度为600~680℃,加热时间为230~280s;s2:利用高压风冷使玻璃温度冷却至300℃以下再进行普通风冷,高压风冷的冷却风压为1000~3000pa;s3:将冷却后的钢化玻璃进行镀镜。本发明的制备方法制备而成的钢化镜良品率高,斑马角、弯曲率和表面应压力均满足作为镜子的条件,不需要特殊机器和特别的试剂,大规模生产的成本低。
[0126]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。