1.本发明涉及一种用于切削加工木材或木质材料的铣削工具以及一种用于制造这种铣削工具的方法。
背景技术:
2.由de 10 2005 020 513 b3已知一种呈端铣刀形式的这种类型铣削工具,该端铣刀具有两个凹形弯曲的刀刃和与之对应的凹形弯曲的切削面。两个单个刀刃在整个切割长度上连续且不间断地延伸。这种铣削工具尤其在加工由木材或木质材料如带或不带涂层的刨花板或纤维板制成的刀片材料时使用。凹形弯曲的刀刃引起在刀片材料的两个表面上产生切削力,该切削力指向工件的内部并且因此避免切割边缘的磨损。
3.所示出的铣削工具整体上包括基体、杆部和刀刃被一件式地实施。在这种整体式工具中,材料选择由对刀刃的要求确定。因此,如果例如为了实现长的使用寿命而期望硬质金属刀刃,则端铣刀的整体包括杆部由平坦的硬质金属制成。在此,这样的工具虽然能够实现良好的切割质量和长的使用寿命。然而,也必须接受各种不利。具有切削槽等的杆部或者基体的成型是耗费的。凹形刀刃只能用旋转的制造工具(铣刀、砂轮)经济地制造。切削面的凹形由制造工具的最小可能直径确定。昂贵的硬质金属也用于远离刀刃的地方,其材料特性根本不需要或者甚至是阻碍性的。由硬质金属制成的杆部对断裂敏感,并且还不具有一流的阻尼特性。总而言之,这种工具是昂贵的。使用更硬的切割材料、如pkd(多晶金刚石)在上述整体式设计中根据当前状态是不可能的。
4.此外,当然已知的是,通过使用单独的切割刀片来扩展材料选择的可能性。 铣刀的杆部和基体例如可以由工具钢构成,其中然后焊接硬质金属或pkd刀片。 这种方案例如由wo 2012/163338 a1已知,其中工具基体为每个切割刀片设有刀片座和切削空间。该平坦的刀片座直立,即近似径向于该旋转轴线或横向于切割方向。相关联的切割刀片以其平坦的后侧焊接到直立的刀片座上,使得其对置的平坦的前侧形成同样平坦的切削面。
5.在这种结构中,没有已知经济上合理的解决方案,即由具有弯曲的刀刃-和切削面走向的单个切割刀片构成在整个切割长度上延伸的单个刀刃。为此,在其基本形状上平坦的切割刀片必须在焊接状态下在其初始平坦的前侧上凹形地加工。因为该前侧是整面的pkd层,所以这种非常坚硬且此外也非常昂贵的材料必须被大体积地去除。一方面,这将以pkd层的相应厚度为前提,并且另一方面,由于耗费在实践中几乎无法执行。
6.因此,对于开头提到的应用情况,上述在de 10 2005 020 513 b3中公开的由凹形弯曲的刀刃和凹形弯曲的切削面构成的组合在根据wo 2012/163338 a1的结构形式中通过多排单独的、平坦的切割刀片来近似。为此,平坦的切割刀片以其平坦的切削面相对于工具的纵向方向以轴-或倾斜角倾斜。靠近杆部定位的切割刀片的切削面朝向自由工具端部倾斜,而靠近自由工具端部定位的切割刀片的切削面朝向杆部倾斜。换言之,端侧的切割刀片彼此面对。在加工工件时产生与在连续弯曲的刀刃走向中相同的作用,以致在此也在刀片材料的两个表面上产生指向工件内部的切削力。
7.然而,这样的结构也具有缺点:对于众多切割刀片中的每一个必须将切削空间和刀片座铣削到工具基体中。高的材料去除除了高的耗费之外还导致基体的芯部的弱化。由此,必须将高质量的、仅仅难以切削的材料用于基体。在运行中也会注意到缺点:特别是在具有小的飞行圆直径的铣削工具中,在切削中产生的热量的导出是有限的。这又可能限制铣削工具的性能,因为否则切割刀片和基体之间的钎焊连接可能被热损坏或甚至导致所谓的“消焊”。
技术实现要素:
8.本发明的目的在于一种用于切削加工木材或木质材料的铣削工具,设置用于围绕旋转轴线旋转地被驱动,其中,通过旋转轴线预先给定纵向方向、径向方向和旋转方向,铣削工具包括基体以及布置在基体的周侧的至少一个刀刃,其中,刀刃邻接于沿旋转方向向前指向的切削面和沿径向方向向外指向的自由面,并且其中,刀刃和切削面沿纵向方向弯曲地延伸,其中,弯曲的刀刃和弯曲的切削面构造在与基体分开构造的切割刀片上,其中,切割刀片与自由面对置地具有径向向内朝向基体的平坦的内表面,其中,在基体上构造有与平坦的内表面对应的平坦的支承面,并且其中,切割刀片以其平坦的内表面固定在基体的平坦的支承面上,如此改进,使得能够通过简单的手段使用具有弯曲的刀刃走向和具有弯曲的切削面的刀刃,而在整体式工具或在具有单独的切割刀片的工具中不受上述限制。
9.该目的通过具有本发明的特征的铣削工具来实现。
10.此外,本发明的目的在于,提供一种用于制造这种铣削工具的方法。
11.该目的通过具有本发明的特征的方法来实现。
12.本发明基于具有基体和固定在其上的切割刀片的多件式结构的设计。切割刀片由平坦的坯件制成,并且在保持平坦的基本形状的情况下设有弯曲延伸的刀刃和弯曲延伸的切削面。坯件的保持平坦的表面用作切割刀片的内表面,该内表面在安装状态下与径向在外部的自由面对置并且径向向内朝向基体。
13.与此相对应地,在基体上形成平坦的支承面作为刀片座,其中切割刀片以其平坦的内表面固定并且特别是焊接在基体的平坦的支承面上。
14.根据本发明的设计方案提供了使用具有非常低的成本的单独的切割刀片的可能性,即使期望刀刃和切削面的弯曲延伸。弯曲的形状不是在成品工具上产生的,而是在各个切割刀片的制造之前已经产生的。由于弯曲的切削面穿过原材料或复合材料坯件的横截面延伸,尤其通过激光、侵蚀或类似物的受控的切割引导对于原材料或复合材料坯件的成型而言就足够了,而不必在复杂的过程中去除大量的非常硬的刀片材料。因为刀片材料的平坦的表面在装入状态下不是沿旋转方向向前放置在切削面上,而是沿径向方向在内部放置在基体的用作刀片座的径向向外指向的支承面上,所以可以使用相应窄的刀片条。这允许在低材料消耗的情况下从存在的特定几何形状和尺寸的坯件中获得相应高数量的切割刀片。昂贵的刀片材料以成本有效的方式使用。因为弯曲的切削面的成型不是通过使用磨削盘或侵蚀盘在成品工具上进行,而是在从坯件中分离时已经进行,所以可以实现任意的轮廓走向。因此可行的是,除了圆弧区段之外,还产生不规则的或多重弯曲的切削面以及呈弯曲的多边形线形式的切削面。
15.优选地由不同的材料并且尤其由钢构成的工具基体也比在整体式工具的情况下
能够更简单地制造。在其制造中不必考虑刀刃几何形状,从而可以任意地形成切削空间、刀片座等。此外,对于基体可以选择如下材料,该材料除了容易的可加工性之外还具有良好的运行特性、例如冲击韧性和阻尼。尤其是基体的主要径向向外的支承面而不是沿旋转方向向前的支承面导致,在制造时必须从基体坯件上去除相对较少的材料。除了降低的制造耗费之外,主要产生基体的与现有技术相比更大的材料横截面,该材料横截面具有更高的机械的和热的负荷能力,因为剩余的材料横截面被加载以更小的机械应力并且此外能够导出更高的热量。
16.本发明的优点尤其在结构形式中发挥,其中,该铣削工具具有铣削区段,该铣削区段具有切割长度和直径,其中,该切割长度大于直径的一半并且尤其大于直径,和/或其中,该切割刀片具有刀片长度和厚度,其中,该刀片长度大于该厚度,和/或其中,该铣削工具有带有切割长度的铣削区段,其中,该至少一个刀刃沿着整个切割长度延伸,和/或其中,该至少一个刀刃在两个端点之间延伸,其中,该端点位于平行于纵向方向的线上。关于所有这些特征,在现有技术中出现开头提到的困难,这些困难通过根据本发明的设计方案克服。
17.根据本发明使用的切割刀片可以是整体式的,例如由硬质金属或单金刚石制成。 在有利的改进方案中,它们由复合材料坯件制成,该复合材料坯件包括载体层、特别是由硬质金属制成的载体层和施加在其上的硬质层、特别是pkd层、pvd层或cvd层。由此切割出平坦的切割刀片,使得自由面由硬质层形成,与自由面对置的内表面由载体层形成,并且弯曲的切削面借助于通过复合材料坯件的切口形成。这样预备的切割刀片以其载体层在径向方向上向内指向地固定在基体的支承面上,使得pkd层在径向方向上位于载体层的外部,即径向向外指向并且在此形成自由面。在此,弯曲的切削面借助于描绘相应的曲度的截面被加工出来。因此,尽管使用平坦的坯件,但通过弯曲的切割走向来产生刀刃和切削面的曲度,其方式是,不是整面的硬质层,而是通过复合材料的横截面、即通过硬质层和位于其下方的载体层的横截面被考虑用于形成切削面。
18.在优选的实施方式中,刀刃和切削面弯曲地延伸,而沿旋转方向对置的贴靠面平坦地构造。在这种情况下,基体的刀片座上的所配属的支撑面相应地以相同的方式平坦地实施,这简化了制造过程。
19.在有利的替代方案中,贴靠面沿与切削面相同的方向弯曲。特别地,切割刀片在此在切削面和贴靠面之间具有恒定的宽度。由此,单个切割刀片在其端部区域中也具有非常窄的结构形式,该结构形式具有低的材料消耗。在制造中,这样的切割刀片中的多个切割刀片可以以小的空间需求彼此嵌套地从坯件中分离,从而实现相应高的成品率。
附图说明
20.下面根据附图更详细地描述本发明中的实施例。
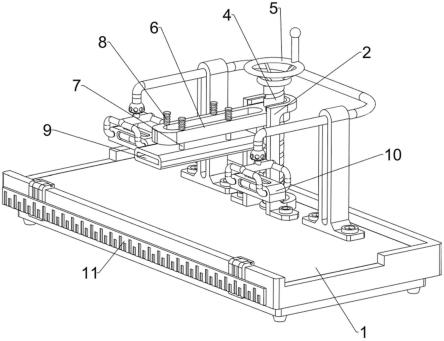
21.图1示出了根据本发明实施的铣削工具的透视图,以端铣刀为例,该端铣刀具有两个pkd切割刀片,该pkd切割刀片的pkd层径向向外指向并且其刀刃相对于切削面具有弯曲的走向,图2示出了根据图1的铣削工具的单个切割刀片的透视图,其设计细节包括平坦的贴靠面,图3示出了根据图1的铣削工具的变型方案,铣削工具带有具有恒定宽度的切割刀
片,图4示出了根据图3的铣削工具的单个刀刃,其设计的进一步细节包括弯曲的后贴靠面,图5示出了根据图4的刀刃的变型方案,刀刃具有多曲度,图6示出了根据图4的刀刃的另一变型方案,刀刃具有多边形弯曲的走向,图7示出了pkd复合材料坯件的透视图,其具有要从中分离的单个切割刀片,图8示出了根据图1、3的铣削工具的另一变型方案,具有用于形成粗糙刀刃的波浪形轮廓的pkd层和图9示出了铣削工具的另一变型方案,该铣削工具具有用于形成中断的刀刃的pkd层的轮廓。
具体实施方式
22.图1示出了根据本发明的铣削工具1的透视图,以端铣刀为例。然而,在本发明的范围内也可以设置例如呈盘式铣刀等形式的其它铣削工具。在任何情况下,根据本发明的铣削工具1被设计用于尤其对木材或木质材料,即对带或不带涂层的刨花板或纤维板进行切削加工。铣削工具1具有纵向中轴线,该纵向中轴线在运行中是旋转轴线2,并且其中,铣削工具1围绕该旋转轴线2旋转地被驱动。
23.铣削工具包括基体6,该基体在此由工具区段18和一体成型在其上的杆部17形成。 然而,多件式的结构形式也可以是适宜的。在任何情况下,至少一个刀刃7布置在基体6的周侧,其中,铣削工具1在示出的实施例中具有两个关于旋转轴线2正对着对置的刀刃7。
24.纵向方向3平行于旋转轴线2延伸。径向方向4与此垂直,该径向方向从旋转轴线2出发并且延伸穿过刀刃7。垂直于纵向方向3并且同样垂直于径向方向4还有旋转方向5,该旋转方向由铣削工具1围绕旋转轴线2的旋转运动得出。
25.在工具区段18内,铣削工具1具有对于切削起作用的铣削区段22,该铣削区段具有切割长度l,该切割长度被所有刀刃7的总和覆盖。此外,铣削工具1在其铣削区段22中具有有效直径d,该有效直径也被称为刀刃7的飞行圆直径。在本发明的范围内,可以设置具有沿着铣削区段22变化的直径d的锥形或其他结构形式。在当前情况下,直径在铣削区段22中是恒定的,对此因此是柱形的结构形式。在其作为端铣刀的示例性实施方案中,铣削区段22是细长的,其中,切割长度l有利地大于直径d的一半。在所示的优选实施例中,切割长度大于直径d。各个刀刃7分别在两个端点23、24之间延伸,其中,配属于一起的端点23、24位于平行于纵向方向3的共同的线上。在所示出的优选实施例中,两个刀刃7此外沿着整个切割长度l延伸。然而,分段式的设计方案也可以是适宜的,在该分段式的设计方案中,多个较短的刀刃彼此串联地覆盖切割长度l。
26.在刀刃7中,沿旋转方向5向前指向的切削面8以及沿径向方向4向外指向的自由面9相遇。自由面9是平坦地构造,但也可以磨削或以某种其他方式重新加工以适应飞行圆或为了形成轮廓(见下文)。刀刃7和与其邻接的切削面8两者都沿纵向方向3弯曲地延伸。优选地,涉及凹形的曲度。然而,至少局部凸形的曲度也可以是适宜的。在此,“曲度”通常是指非直的或非平坦的走向,其除了连续的曲度之外也可以包括弯折部和多边形线。曲度在此如此延伸,使得刀刃7和切削面8在其中心区域中平行于纵向方向3,而切削面8的所属的部分
面在其端部区域中彼此相对。由此,在尤其是经涂覆的刨花板或纤维板的切削中实现了,彼此相对的刀刃区域撞击到刀片材料的外边缘层上。在那里产生向内指向到刀片材料中的切削力分量,该切削力分量避免涂层或覆盖层(deckschicht)的断裂。
27.铣削工具1的刀刃7分别在由复合材料构成的平坦的切割刀片10上构成,而基体6由与其不同的材料,在此为钢或工具钢制成。两个相同的切割刀片10在此固定在基体6上。这种类型的单个切割刀片10在图2中透视地示出。在那里可以看出,作为其基础的复合材料包括载体层11以及硬质层12。载体层11通常由硬质金属构成,硬质层12以本身已知的方式例如以pvd或cvd方法(物理气相沉积或化学气相沉积)施加在该硬质金属上。为此考虑不同的高硬度材料。在此,硬质层12是pkd层(多晶金刚石)。硬质层12的平面或其自由表面规定了自由面9,而切削面8通过穿过复合材料的切口形成。在所示出的实施例中,刀刃7和切削面8的弯曲的走向通过多边形线近似。然而,也可以设置连续的曲度,例如如在根据图6的实施例中那样。
28.切割刀片10具有刀片长度l和厚度d。概观图 1直接得出,刀片长度l等于切割长度l。然而,与实施例不同的是,较短的刀片长度l也可能是适宜的。在任何情况下都不难看出,刀片长度l比厚度d大,并且尤其比厚度大几倍。概观图 1还得出,厚度d的方向在安装状态下基本上与径向方向4重合。
29.关于旋转方向5,后贴靠面13与切削面8对置,该后贴靠面在示出的实施例中设计为平坦的面。其结果是,切割刀片10在其中间区域中具有最小宽度,并且该宽度朝向端部变大。
30.与自由面9对置地,切割刀片10具有平坦的内表面20。概观图1和2得出,根据图2准备好的切割刀片2在基体6上安装或与基体钎焊,其中,基体6具有与切割刀片10的内表面20相对应的支承面21。在根据图2的安装状态中,切割刀片10的内表面20径向向内朝向基体6,而构造在基体6上的与之相对应的平坦的支承面21则径向向外指向并且朝向切割刀片10的内表面20。内表面20贴靠在作为刀片座起作用的支承面21上,其中,在两者之间存在钎焊连接。此外,作为刀片座的一部分,基体6还具有与切割刀片10的贴靠面13相对应的同样平坦的支撑面19,切割刀片10以其后贴靠面13面状地贴靠在该支撑面上。切割刀片10在此被定向成使得其载体层11在径向方向4上向内指向地贴靠在基体6的贴靠面上,而硬质层12径向向外指向,即在径向方向4上位于载体层11之外并且形成自由面9。
31.图3以透视图示出了根据图1的铣削工具1的变型方案,具有两个切割刀片10',该切割刀片的刀刃7连续地凹形地弯曲。图4以透视的单个部分视图示出了这些切割刀片10'中的单个切割刀片,其中在旋转方向5上的后贴靠面13也是弯曲的。在此,曲度这样被选择使得切割刀片10在切削面8和贴靠面13之间沿着其纵向延伸具有恒定的宽度b。与后贴靠面13的曲度相对应地,构造在基体6中的支撑面19也弯曲地实施,使得切割刀片10'以其后贴靠面13面状地贴靠在其上并且在那里经历面状的钎焊连接。如果没有另外说明,则根据图3、4的实施例在其余特征和附图标记中方面与根据图1、2的实施例一致。
32.图5以透视图示出了切割刀片的另一实施例,即具有根据图2和4的实施方式的共同特征的切割刀片10":与图2一致,切割刀片10"根据图5具有弯曲的刀刃7以及弯曲的切削面8,其曲度沿纵向方向3遵循多边形线。与图2不同,在此但是同样的情况也适用于后贴靠面13,使得切割刀片10"与图4一致沿纵向方向3具有恒定的宽度b。切割刀片10"根据图6的
实施例也设有恒定的宽度b,然而其中,在此曲度走向不是简单地凹形的,而是具有位于其间的凸形中间区段的双凹形的。在其余特征和附图标记中,图2、4、5和6的实施例彼此一致。
33.图7以透视图示出呈圆片坯件形式的复合材料坯件15。复合材料坯件15总体上是平坦的并且具有由硬质金属制成的下部载体层11以及牢固地施加在其上的上部pkd硬质层12。包括前述切割刀片10、10'、10"、10'''在内的切割刀片10的所有可考虑的结构形式均按照根据本发明的方法制造,因此其借助于横向复合材料坯件的平面来切穿复合材料坯件的切口16被分离和分开。这里示例性地示出用于形成三个不同的切割刀片10、10'、10"的切口16的走向。然而,在实践中,切口16的引导被选择成嵌套的方式,使得可以从圆片坯件或复合材料坯件15中分开和获得尽可能多的相同的切割刀片10。
34.概观图 7 与其他附图得出,单个切割刀片10的后续的自由面9由pkd复合材料的硬质层12的自由面形成,而相应的切割刀片10的内表面20由载体层11的自由的、平坦的表面形成。后者不需要几何再加工并且可以直接用作用于固定在支承面21上的钎焊面。通过切口16形成的切割面本身除了后贴靠面13之外尤其还形成前弯曲的切削面8和同样弯曲的刀刃7。这样预备的切割刀片10然后例如通过硬焊固定在铣削工具1的基体6上。刀刃7和切削面8的弯曲走向的后续加工可以在装配或钎焊的状态下不再需要。后续加工仅限于刀刃的锐化和自由表面9的可能校正,如下所示:图8和9还示出了根据本发明实施的铣削工具的其他变型方案。在根据图8的实施例中除了根据图6的两个刀刃10"之外还安装了两个另外的刀刃10,该刀刃的硬质层12在外侧,即在刀刃7和自由面9的区域中设有波浪形的轮廓14。代替波浪形,锯齿形状也可以是适宜的。在任何情况下,由此所配属的刀刃7构成为粗糙刀刃,由此减小出现的切削力。在根据图9的实施例中,总共三个均匀在圆周上分布的刀刃10'''根据图6安装,其中,其pkd层12在刀刃7和自由面9的区域中也设有轮廓14。在此,轮廓14包括在其它情况下平坦地保持的硬质层12以及刀刃7的规则的中断,由此能够有利地影响切削力和切削形成。此外,也适用于根据图8和9的实施例,其在所有其他特征和附图标记方面与之前描述的实施方式一致。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。