1.本专利涉及立式预热器及具有含有立式预热器的回转窑煅烧系统。
背景技术:
2.回转窑广泛的应用于水泥、冶金、化工行业对物料的煅烧,应用历史已经超过130年。回转窑的进料端较高,出料端较低,燃料由出料端喷入窑内燃烧,烟气与物料逆向流动,回转窑旋转使得物料更好的与气体进行热交换从而实现煅烧的目的,起初尾气直接排放大气,浪费了能源,后来发明了篦式预热机、旋风预热器等,利用回转窑尾气的余热对物料预热,降低了能源消耗,提高了回转窑产量,对于水泥煅烧,后来又发明了窑外分解炉,整个生产系统所需燃料除了自回转窑出料端喷入外,还在作为第二燃烧区的分解炉喷入燃烧,碳酸盐在分解炉大部分得到分解,这样使得原本在回转窑内对石灰石分解的工序,在入回转窑之前就完成了,从而大大提高了回转窑的产能,进一步降低了水泥熟料的煅烧热耗。水泥熟料生产原料为粉体状。
3.回转窑对于块状物料尤其用于生产石灰,虽然一种带推头的立式预热器广泛的得到应用,但还没有一种技术如同水泥生产的分解炉式的将物料在进入回转窑之前采用第二燃烧区对物料进行预煅烧,因而回转窑煅烧石灰的热耗高,产能很低。
4.1.现有在物料粒度≥2mm的“预热器-回转窑-冷却器”煅烧块粒状物料系统中,整个系统所需要的燃料全部来自回转窑窑头燃烧器喷入,预热器的功能作用只是将回转窑产生的尾气余热有限的回收加热物料。
5.在“预热器-回转窑-冷却器”中,回转窑的传热能力和效率是最低的,尤其是对于煅烧块状石灰石,回转窑单位容积的产量仅不到1.0t/d.m
³
,约是水泥窑的1/4。由于单位容积产量低,单位重量产品回转窑等设备壳体的热损失就大。因此如何发挥热交换效率相对较高的预热器作用是节能和提高产能的工作方向,比如在回转窑窑尾进料口到窑尾引风机之间提供新热源、增设新的燃烧装置,提高入窑物料的分解率或者预烧成率,就可以大大提高回转窑的产量,但目前还没有相关技术的报道和实际使用。就现有的推头式的立式预热器而言,让预热器承担更多的热分解功能,已经无法实现这个目标。
6.通常采用的推头式的立式预热器,具有内、外筒体结构,物料置于内、外筒体构成的带托料底的环形空间中,形成环形的物料层,参加热交换的物料层的高度一般2.0m左右,回转窑排放出来的烟气上升进入到环形物料层进行热交换,被加热后的物料通过液压推头将物料推入回转窑内,尾气则从顶部排出。根据回转窑的大小配置不同规格的立式预热器,在外筒体周边可以设置多个甚至十个以上推头,相应的分成多个甚至十个以上物料储存室,烟气在储存室中进行热交换,推头交替的将物料推入回转窑内,推头作往复运动。
7.这种立式预热器虽然外形尺寸很大,但实际储存的物料量不大,物料层和整个系统装置的阻力比较大,物料层的高度比较低,物料与烟气热交换的时间不够充分,排放废气的温度仍然还比较高,热能利用率不高,并且,推头往复运动夹带物料产生漏料现象,需要设置若干个承接漏料的集料管和斗,再人工处理这些漏料,显然气体的密闭性也不好,漏入
的空气比较多,造成热交换烟气的实际温度下降。
8.2.一种“预热器-回转窑-冷却器”煅烧块粒状物料系统,特别是适应物料粒度15mm-40mm的矿石比如石灰石、白云石、铝土矿、球团矿、金属矿、建筑陶粒等回转窑煅烧系统,具有物料受热比较均匀、出窑产品质量均匀的特点,其生产工艺线一般由原料加料系统、预热器系统、回转窑、冷却器系统和回转窑燃烧器系统、烟气引风机等主要设备构成,按照气体流向,冷却器-回转窑-立式预热器-除尘器-烟气引风机-烟囱依次串联;按照物料流向,原料加料系统-预热器-高温物料喂料装置-回转窑-冷却器依次串联;回转窑筒体轴线与水平呈夹角,一般夹角的正弦值sin
ɑ
或者正切值tan
ɑ
为3.5%,进料端高,出料端低,燃料自回转窑出料端喷入窑内燃烧。预热器的主要功能是利用高温烟气余热对物料预加热,使物料进回转窑时温度得到提高,减少回转窑的热负荷量,并回收部分热量,是一个物理过程;对于煅烧石灰石/白云石一般采用立式预热器,对于煅烧球团一般采用链篦式预热机,对于煅烧陶粒一般采用回转式预热机,对于超高温重烧小颗粒状的菱镁矿和白云石则没有预热装置。回转窑的功能是对物料在比预热器内更高的温度下进行煅烧,发生物理和化学反应,生产出产品;冷却器的主要功能是将回转窑生产出的产品降温,达到便于输送、储存、回收热量,通常是风冷的方式,热交换后的风进入回转窑助燃,有的还为了煅烧物料晶型控制采取急冷,比如直接水池浴的方式。但所公知的,回转窑内物料热交换效率低,单位容积产量低、回转窑筒体散热损失大、单位重量产品能耗高,燃烧产生烟气中的no
x
浓度高,超过环保控制标准。
9.3.长期以来回转窑窑头端头通常安装耐热钢的护板,阻挡耐火材料下串而产生松动,但实际应用耐热钢的护板容易高温烧损、烟气腐蚀、断裂而失效。窑口护板一旦失效后,将会造成窑口筒体的损坏,窑口筒体变成喇叭形,还会影响到窑口耐火砖或耐火浇注料的使用寿命。耐热钢护板往往不超过2年就要更换,有的甚至使用寿命只有2-3个月,一套耐热钢护板小窑几万元,较大窑20-30万元,停产检修耽搁时间,并且,还是难以克服回转窑筒体变形、炸口成喇叭形的情况。由于护板的损坏,与之连接的窑头、窑尾密封装置也将产生失效,经常有冒灰和漏风情况。
10.除石灰石以外的其他块粒状物料在回转窑内热交换情况、运动情况也相类似。
11.因此,如何提高回转窑的单位容积产量或者单位截面积产量,是降低热耗的关键问题。
12.4.在预热器-回转窑-冷却器块粒状物料的煅烧系统中,由于回转窑燃烧器产生的火焰温度高,必定将产生大量的no
x
污染大气环境。
13.但对于煅烧石灰石、白云石等的立式预热器-回转窑-立式冷却器煅烧系统,因为大多采用的分室推杆式的立式预热器,在预热器与回转窑的连接处
‑“
转运溜槽”,烟气在800-1050℃的温度区域,但通道短而狭小,还原剂与烟气中的no
x
不具备足够空间和时间充分完成混合、还原反应,也不具备安装还原剂喷头条件,因此现有煅烧石灰石、白云石等的分室推杆立式预热器-回转窑-立式冷却器煅烧系统没有条件采用sncr工艺进行脱硝,只能考虑在烟气与物料在预热器内完成热交换后,采用选择性催化还原技术工艺即scr脱硝,排放的烟气温度还需要控制在适当区间,但投资大,运行费用高,企业难以承受,因此目前煅烧石灰石、白云石、铝矾土等行业目前基本还没有采用脱硝装置。
14.5.对于2-15mm的物料煅烧,尤其是超高温煅烧,由于颗粒度的范围很“尴尬”,作为
类似水泥窑旋风或者悬浮式的预热器,由于颗粒度太大了,悬浮不起来,无法适应;作为类似石灰生产带推头的立式预热器,由于颗粒太小了,阻力很大,也无法适应。比如石灰石或者白云石矿山,2-15mm的矿石基本没有办法用于煅烧石灰。
15.对于2-15mm的白云石/菱镁矿超高温镁钙砂,目前国际上还没有预热器技术,只能加长回转窑的长度,是一般带预热器的回转窑长度长2-3倍,但最终尾气排放的温度仍然在600℃以上,热耗相当于一般轻烧白云石的热耗2-3倍。煅烧温度越高,烟气产生的no
x
越多,尾气温度虽然很高但低于sncr的脱硝工艺。
16.炼铁球团采用的链篦机-回转窑煅烧,系统占地面积大,配套设备多,投资大,热效率不高,故障率较高,运行成本高。
17.陶粒采用二段式或三段式回转窑煅烧,相比能耗也较高。
技术实现要素:
18.本专利的目的是提供一种立式环形预热煅烧窑,它具有二级燃烧器,应用于块状、颗粒状物料的煅烧,尤其是石灰的煅烧,使得回转窑的生产能力大幅度提高,产品的能耗大幅度降低,减少氮氧化物的产生。
19.为达到上述目的,本专利的立式环形预热煅烧窑,包括外壳体、内壳体、承料底板、封闭连接板围成的壳体,卸料装置;外壳体和内壳体为竖立的多边形或者圆形结构,外壳体的底部连接承料底板,封闭连接板的周边与内壳体相连并高于或者等于内壳体的下端;外壳体和内壳体围成环形腔体,壳体顶部具有与环形腔体相通的进料通道、尾气排放通道;承料底板中心设有进气口,进气口也是卸料口;卸料装置的驱动机构安装在外壳体外,卸料装置的执行机构伸入承料底板上方与内壳体下端之间的窑腔体内,物料通过进料通道加入到环形腔体内并由承料底板承载;卸料装置的执行机构不动作时,物料静置在窑腔体内,卸料装置的执行机构动作时,物料经卸料口排出;设置在壳体上的二级燃烧器的出口与窑腔体相通,二级燃烧器的进口与燃料源或/和高温气体源相接。
20.上述的立式环形预热煅烧窑,在窑腔体内具有物料不能到达的二级燃烧室,二级燃烧器的出口与二级燃烧室相通。
21.上述的立式环形预热煅烧窑,封闭连接板下部与内壳体之间形成二级燃烧室;封闭连接板的下部的内壳体,为耐热钢材料或者空心结构,空心结构的内壳体内部通风或者冷却介质冷却。
22.二级燃烧器(或者称烧嘴)安装在封闭连接板上,二级燃烧器的出口与二级燃烧室相通。
23.助燃风通过管道或者燃烧器内的助燃风通道通入二级燃烧室内,或者对空心结构的内壳体进行冷却后的冷却风通入二级燃烧室内。
24.上述的立式环形预热煅烧窑,在环形腔体内沿周向间隔设置有导料桥,导料桥的下方形成二级燃烧室。
25.在环形腔体内,在外壳体与内壳体之间连接导料桥,导料桥上方的物料被导料桥阻挡而改变通行方向,从导料桥的两侧下行,两个相邻的导料桥之间为物料和气流流通的通道,二级燃烧器的出口或/和脱硝装置的喷头出口与二级燃烧室相通,二级燃烧器或/和脱硝装置安装在立式环形预热煅烧窑壳体上。导料桥和二级燃烧室的数量根据环形腔体的
周长大小设置。
26.上述的立式环形预热煅烧窑,助燃空气通过二级燃烧器或者独立的空气通道通入二级燃烧室内。
27.上述的立式环形预热煅烧窑,在环形腔体的顶部/上部靠近外壳体侧连接尾气排放通道,靠近内壳体侧连接进料通道;所述的进料通道的出口高度可以上下调节或者固定。
28.上述的立式环形预热煅烧窑,卸料装置的执行机构为作往复运动的推头,或者为作旋转运动螺旋叶片或者桨叶,或者为作摆动运动的桨叶。
29.本专利同时提供了一种降低nox生成量、增加回转窑系统的产量、能源消耗少的两级煅烧的回转窑煅烧系统。
30.本专利所述的两级煅烧的回转窑煅烧系统,它包括回转窑系统、一级燃烧器系统、所述的立式环形预热煅烧窑、冷却器系统、原料加料系统、成品卸料系统、尾气处理系统;按照物料流程,原料加料系统、立式环形预热煅烧窑、回转窑系统、冷却器系统、成品卸料系统依次串联;按照燃烧气体流程,一级燃烧器系统、回转窑系统、立式环形预热煅烧窑、尾气处理系统依次串联;一级燃烧器系统向回转窑提供热源,一级燃烧器系统的燃料从回转窑出料端喷入回转窑内。
31.上述的两级煅烧的回转窑煅烧系统,立式环形预热煅烧窑卸料口与回转窑进料口通过连接通道连接,立式环形预热煅烧窑卸料口位置高于回转窑进料口,回转窑产生的烟气通过该连接通道进入立式环形预热煅烧窑与物料进行热交换后经尾气排放通道进入尾气处理系统,尾气处理系统具有引风机;物料自原料加料系统通过立式环形预热煅烧窑顶部进料通道加入到环形腔体,与高温烟气进行热交换后,由卸料装置将物料输出到卸料口经过连接通道加入到回转窑内;设置在连接通道上的二级燃烧器的出口与连接通道相通。
32.连接通道也称转运槽、窑尾烟室。连接通道内产生的高温气体通过连接通道进入窑腔体内与物料进行热交换。
33.上述的两级煅烧的回转窑煅烧系统,它还包括二级燃烧室,二级燃烧室的气体出口与连接通道相通,二级燃烧器的出口位于二级燃烧室内。
34.二级燃烧器出来的高温气体通过连接通道进入窑腔体内与物料进行热交换。
35.上述的两级煅烧的回转窑煅烧系统,二级燃烧室的温度控制在800-1100℃,sncr脱硝装置的喷头出口与二级燃烧室相通;或者,连接通道的温度控制在800-1100℃,sncr脱硝装置的喷头出口与连接通道相通。
36.本专利的有益效果:1.相比现有技术的预热器,由于二级煅烧的设立,极大的改变了原有块状物料预热器-回转窑-冷却器煅烧系统的热工工艺,二级燃烧器产生的热量,增加了立式环形预热煅烧窑内的热量或者/和提高了立式环形预热煅烧窑内的温度,使物料在立式环形预热煅烧窑内完成了部分煅烧,从而可以增加进入回转窑的物料量,回转窑窑头的一级燃烧器提供相同热力强度的情况下,可以大量增加回转窑及整个煅烧系统的产量,比如石灰石煅烧成石灰的生产工艺,石灰石可以在回转窑进料口前或者/和立式环形预热煅烧窑中大量分解,从而增加回转窑的产能。
37.由于二级煅烧的设立,该立式环形预热煅烧窑是一台对物料进行煅烧的竖炉,或者称为立式环形预热煅烧炉,同时还利用回转窑排放气体的余热预热物料节省能源,也是
一种立式预热器。
38.2.由于回转窑的热交换效率低于立式环形预热煅烧窑,回转窑筒体的散热损失较立式环形预热煅烧窑高,立式环形预热煅烧窑的保温性能也好于回转窑,立式环形预热煅烧窑、回转窑等热工设备筒体的散热损失相对固定,基本不随产量的增加而增加,因此提高整个煅烧系统产量后,可以大大降低产品的能源消耗。
39.3.由于回转窑窑头的一级燃烧器产生的火焰温度高,产生的热力型nox的量就高,而二级燃烧器所处的燃烧环境使得火焰温度可以控制在相对比较低的区间,产生的热力型nox的量就低,因此,整个煅烧系统的nox的产生量大大降低。
40.4.由于立式环形预热煅烧窑的进料通道的出口高度可以上下调节或者固定高度,可以调节控制窑腔体内物料层的高度,从而调节控制物料层对气体的阻力大小,因此本立式环形预热煅烧窑可以适应不同粒径大小的物料。
41.5.相对于传统的推杆式立式预热器,由于采用了螺旋式的卸料装置,使得立式环形预热煅烧窑的密封性能改善,没有了带料、漏风现象。
42.6.由于立式环形预热煅烧窑的进料通道和尾气排放通道的位置设置,更有利于高温气体与物料的热交换效果和受热的均匀性,有利于降低物料对气体的阻力。
43.7.由于在连接通道或/和二级燃烧室设置的sncr方法的脱硝装置的喷头,可以降低生产线烟气脱硝装置的投资和运行费用。
44.8.由于采用了环形套筒式的立式冷却器,物料在冷却器内分布均匀,物料对冷却风的阻力分布均匀,冷却风在冷却器内分布均匀,冷却风与物料热交换的效果均匀,进入回转窑内的助燃风流量稳定,对稳定回转窑内燃烧起到重要作用。
45.9.由于二级煅烧的设立,极大的改善了原有块状物料预热器-回转窑-冷却器煅烧系统的热工工艺,物料在入回转窑之前烧成率大幅度提高,物料在回转窑内的煅烧时间可以缩短,从而可以相应的缩短回转窑的长度。
46.10.本发明还可以作为立式环形煅烧立窑独立使用。在作为立式环形煅烧立窑独立使用时,可以在卸料口下方可连接各种形式的冷却装置,对完成煅烧的物料进行冷却,冷却装置可以与立式环形煅烧立窑形成一个整体,也可以分开设置。在作为立式环形煅烧立窑独立使用时,则无需连接回转窑煅烧系统。
附图说明
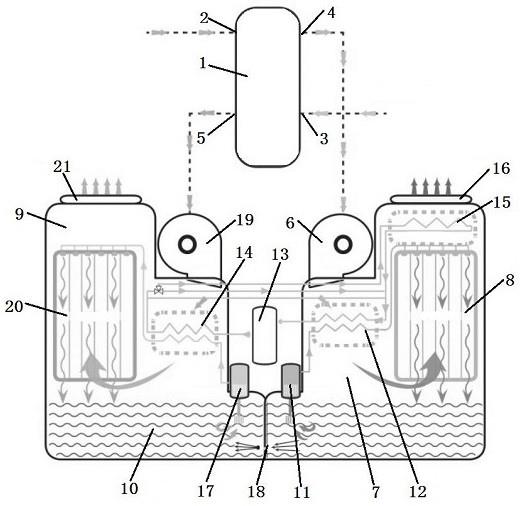
47.图1是实施例1的两级煅烧的回转窑煅烧系统示意图。
48.图2是图1中的伸入二级燃烧室二的二级燃烧器二和脱硝装置喷头等的俯视图。
49.图3是实施例2的立式环形预热煅烧窑示意图。
50.图4是图3中的伸入二级燃烧室二的二级燃烧器二和脱硝装置喷头等的俯视图。
51.图5是实施例3的立式环形预热煅烧窑等示意图。
52.图6是实施例4的立式环形预热煅烧窑等示意图。
53.图7是实施例5的立式环形预热煅烧窑等示意图。
54.图8是实施例6的立式环形预热煅烧窑等示意图。
55.图9是实施例7的立式环形预热煅烧窑等示意图。
56.图中,原料加料系统100,回转窑系统200,冷却器系统300,成品卸料系统400,一级
燃烧器系统500,尾气处理系统600,除尘器601,引风机602,立式环形预热煅烧窑1,环形腔体11,进料通道12,尾气排放通道13,外壳体15,内壳体16,承料底板17,封闭连接板18,空心结构19,二级燃烧室一21,二级燃烧室二22,二级燃烧室三23,二级燃烧器一24,二级燃烧器二25,二级燃烧器三26,卸料装置3,推头31,螺旋叶片32,脱硝装置喷头4,连接通道5,导料桥6。
具体实施方式
57.实施例1:参见图1、2所示的两级煅烧的回转窑煅烧系统,按照物料流程,原料加料系统100、立式环形预热煅烧窑1、回转窑系统200、冷却器系统300、成品卸料系统400依次串联;按照燃烧气体流程,一级燃烧器系统500、回转窑系统200、立式环形预热煅烧窑1、尾气处理系统600依次串联。一级燃烧器系统向回转窑提供热源,一级燃烧器系统的燃料从回转窑出料端喷入回转窑内。
58.立式环形预热煅烧窑卸料口与回转窑进料口通过连接通道5(连接通道也称转运槽、窑尾烟室)连接,立式环形预热煅烧窑卸料口位置高于回转窑进料口,回转窑产生的烟气通过该连接通道进入立式环形预热煅烧窑与物料进行热交换后经尾气排放通道进入尾气处理系统,尾气处理系统具有除尘器601、引风机602等。
59.立式环形预热煅烧窑1,包括外壳体15、内壳体16、承料底板17、封闭连接板18围成的壳体,卸料装置3。外壳体和内壳体为竖立的多边形或者圆形结构,外壳体和内壳体围成环形腔体11,壳体顶部具有与环形腔体相通的进料通道12、尾气排放通道13。尾气排放通道13靠近外壳体侧,进料通道12靠近内壳体侧。进料通道的出口高度可以上下调节或者固定。
60.外壳体15的底部连接承料底板17,承料底板17中心设有进气口,进气口也是卸料口。
61.物料自原料加料系统100通过立式环形预热煅烧窑顶部的进料通道12加入到环形腔体11,与高温烟气进行热交换后,由卸料装置3将物料输出到卸料口经过连接通道进入到回转窑内。卸料装置3的驱动机构安装在外壳体外,卸料装置的执行机构伸入承料底板上方与内壳体下端之间的窑腔体内,物料通过进料通道加入到环形腔体内并由承料底板承载;卸料装置的执行机构不动作时,物料静置在窑腔体内,卸料装置的执行机构动作时,物料经卸料口、连接通道5进入回转窑的进料端。
62.封闭连接板18的周边与内壳体上端相连,或者封闭连接板18高于内壳体16的下端(参见图9),封闭连接板下部与内壳体之间形成物料不能到达的二级燃烧室一21。二级燃烧器一(或者称烧嘴一)24安装在封闭连接板18上。二级燃烧器一的出口位于二级燃烧室一内。
63.封闭连接板的下部的内壳体16具有与大气相通的空心结构19,空心结构的内壳体内部通风或者冷却介质冷却。助燃风通过管道或者二级燃烧器一的助燃风通道通入二级燃烧室一内,或者对空心结构的内壳体进行冷却后的冷却风通入二级燃烧室一内。
64.二级燃烧器二25的出口或/和脱硝装置的喷头出口与环形腔体11相通,二级燃烧
器二或/和脱硝装置喷头4安装在立式环形预热煅烧窑壳体上。如果在立式环形预热煅烧窑壳体上设置脱硝装置喷头4,环形腔体11的温度控制在800-1100℃。
65.二级燃烧室三23的气体出口与连接通道5相通,二级燃烧器三26的出口位于二级燃烧室三内。二级燃烧器三26出来的高温气体通过连接通道进入窑腔体内与物料进行热交换。
66.如果在连接通道上设置sncr脱硝装置喷头4,连接通道的温度控制在800-1100℃,sncr脱硝装置的喷头出口位于连接通道内。
67.二级燃烧器一24、二级燃烧器二25、二级燃烧器三26的进口均与燃料源或/和高温气体源相接。
68.实施例2:参见图3、4所示的立式环形预热煅烧窑,其与实施例1的立式环形预热煅烧窑主要区别在于:在外壳体与内壳体之间连接导料桥6,导料桥6沿环形腔体周向间隔设置,导料桥上方的物料被导料桥阻挡而改变通行方向,从导料桥的两侧下行,两个相邻的导料桥之间为物料和气流流通的通道,导料桥的下方形成二级燃烧室二22。导料桥和二级燃烧室二的数量根据环形腔体的周长大小设置;二级燃烧器二25的出口或/和脱硝装置的喷头出口与二级燃烧室二22相通。导料桥6可以是中间有空气夹层的上下两块耐火材料板组成。
69.实施例3:参见图5所示的立式环形预热煅烧窑,其与实施例2的立式环形预热煅烧窑主要区别在于:封闭连接板18与内壳体的下端相连,封闭连接板上部与内壳体之间形成敞口与大气相通;内壳体16内侧面采用耐火材料保护;该实施例3没有实施例2中的二级燃烧室一21、二级燃烧器一24、伸入到二级燃烧室二22内的脱硝装置喷头和二级燃烧器二25等零部件。
70.实施例4:参见图6所示的立式环形预热煅烧窑,其与实施例2的立式环形预热煅烧窑主要区别在于:该实施例4没有实施例2中的二级燃烧室三23、二级燃烧器三26、伸入带连接通道中的脱硝装置喷头、伸入到二级燃烧室二内的脱硝装置喷头和二级燃烧器二25等零部件。
71.实施例5:参见图7所示的立式环形预热煅烧窑,其与实施例3的立式环形预热煅烧窑主要区别在于:该实施例5没有实施例3中的二级燃烧室三23、二级燃烧器三26、伸入带连接通道中的脱硝装置喷头,但是,增加了伸入到二级燃烧室二22内的脱硝装置喷头4和二级燃烧器二25等零部件。
72.实施例6:参见图8所示的立式环形预热煅烧窑,其与实施例5的立式环形预热煅烧窑主要区别在于:该实施例6没有实施例5中的导料桥6,脱硝装置喷头4出口和二级燃烧器二25出口直接与环形腔体11相通。
73.实施例7:参见图9所示的立式环形预热煅烧窑,其与实施例2的立式环形预热煅烧窑主要区别在于:封闭连接板18高于内壳体16的下端。
74.各实施例中,卸料装置3的执行机构为作往复运动的推头31,或者,卸料装置的执行机构为作旋转运动或者摆动运动的螺旋叶片32或者桨叶。
75.本技术的有益效果:1相比现有技术的预热器,由于二级煅烧的设立,二级燃烧器发生的热量,提高了温度,使物料在立式环形预热煅烧窑内完成了部分煅烧,从而可以增加进入回转窑的物料量;比如石灰石的碳酸盐在900℃以上可以大量分解,回转窑窑头的一级燃烧器提供相同热力强度的情况下,可以大量增加回转窑及系统的产量。
76.2由于回转窑的热交换效率低于立式环形预热煅烧窑,回转窑筒体的散热损失较立式环形预热煅烧窑高,立式环形预热煅烧窑的保温性能高于回转窑,立式环形预热煅烧窑、回转窑等热工设备筒体的散热损失相对固定,不随产量的增加而增加,因此提高系统产量后可以大大降低能源消耗。
77.3由于回转窑窑头的一级燃烧器产生的火焰温度高,产生的热力型nox的量就高,而二级燃烧器所处的燃烧环境使得火焰温度可以控制在相对比较低的区间,产生的热力型nox的量就低,因此,整个煅烧系统的nox的产生量大大降低。
78.4.相对于传统的推杆式立式预热器,由于采用了螺旋式或者桨叶式的卸料装置,使得立式环形预热煅烧窑的密封性能改善,没有了带料、漏风现象。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。