一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法
技术领域
1.本发明属于测控技术领域,具体涉及一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法。
背景技术:
2.在产品结构整体化、轻量化、低成本和高可靠性的发展趋势下,焊接结构在航空航天、汽车、船舶、核能、电子等工业领域都有广泛的应用。钎焊技术因具有设备简单、焊后变形小、生产率高等优势而受到制造行业的重视。钎焊过程中,由于钎焊材料、工艺和环境等多种复杂因素的综合作用,接头中往往会产生气孔、未熔合、裂纹等缺陷,钎焊缺陷的存在直接影响着产品的使用性能、可靠性与安全性。叶轮是航天发动机的重要零部件之一,通过钎焊与盖板连接,其焊接质量直接影响着发动机整体的使用寿命及安全性能。
3.目前,通常采用超声c扫描检测钎焊缺陷,但对于复杂结构钎焊构件,钎焊面与入射面不平行处,采用传统的垂直入射面入射的超声c扫描方法,折射波斜入射至钎焊面,无法获得钎焊面缺陷回波,无法实现钎焊缺陷检测。
技术实现要素:
4.有鉴于此,本发明提供了一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,使得声束在介质中斜入射至入射面的折射波能够垂直钎焊面的扫查点,能够获得钎焊面缺陷回波,实现钎焊缺陷检测。
5.本发明是通过下述技术方案实现的:
6.一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,所述检测钎焊缺陷方法具体过程为:
7.获取钎焊面的扫查点位;
8.基于折射波垂直待测钎焊件扫查点位的约束条件,计算每一扫查点位所对应的入射面上的入射点及入射波方向单位矢量,根据所述入射点和入射波方向单位矢量,计算水浸超声检测设备的检测轨迹;
9.按照所述检测轨迹对待测钎焊件进行超声c扫描检测,利用得到钎焊面的超声c扫描图像实现对待测钎焊件的缺陷检测。
10.进一步的,针对每一扫查点位,基于折射波传播的距离和/或所对应的入射波的入射角,得到增益补偿值,对超声检测结果进行增益补偿。
11.进一步的,增益补偿值的获得方式为,根据不同的折射波传播距离和不同入射角对应的回波幅值大小,确定幅值衰减曲线,根据幅值衰减曲线计算各入射点处的增益补偿值;
12.所述幅值衰减曲线通过采用与待测钎焊件的材料相同的试块进行独立试验的方式获得。
13.进一步的,所述幅值衰减曲线的获得方式如下:
14.采用与待测钎焊件材料相同的试块进行独立试验,改变入射波的入射角和折射波在试块中的传播距离,采集并记录回波信号幅值;以入射角为横坐标,回波信号幅值为纵坐标绘制幅值衰减曲线。
15.进一步的,获取所述入射点及入射波方向单位矢量,根据所述入射点和入射波方向单位矢量,计算水浸超声检测设备的检测轨迹的步骤具体为:
16.步骤一,由待测钎焊件的三维模型获得其钎焊面轮廓信息,对钎焊面进行等间距离散,获得钎焊面各扫查点位信息;
17.步骤二,提取待测钎焊件的入射面的轮廓信息,基于折射波垂直待测钎焊件扫查点位的约束条件,根据步骤一得到的钎焊面各扫查点位信息、入射面的轮廓信息和斯奈尔定律计算得到各入射点以及与各入射点对应的入射波方向单位矢量;
18.步骤三,由步骤二计算得到的各钎焊面扫查点对应的入射点与入射波方向单位矢量,根据设定的探头设计水程,计算得到折射波垂直钎焊面入射的探头位置坐标,生成探头位置和方向轨迹,将探头位置和方向轨迹转换为超声设备可以执行的超声检测轨迹。
19.进一步的,所述步骤一中,钎焊面各扫查点位信息包括扫查点位坐标和扫查点位的单位法线向量,所述步骤一的具体步骤如下:
20.提取待测钎焊件的钎焊面轮廓信息,选取笛卡尔坐标系作为工件坐标系,得到钎焊面的轮廓解析式;根据钎焊面的轮廓解析式离散钎焊面上各点,得到各扫查点位坐标,获取每一扫查点位的单位法线向量。
21.进一步的,所述步骤二的具体步骤如下:
22.步骤2-1:提取待测钎焊件的入射面的轮廓信息,选取与步骤一同样的笛卡尔工件坐标系,得到入射面的轮廓解析式;
23.步骤2-2,基于折射波垂直待测钎焊件扫查点位这一约束条件,根据钎焊面各扫查点位坐标、回波方向单位矢量和入射面轮廓解析式,对钎焊面上任一扫查点,获得入射面上的对应入射点;
24.步骤2-3,通过入射面轮廓解析式,获取各入射点对应的法向量,根据斯奈尔定律计算获得各入射点对应的折射角;根据各入射点对应的法向量和各入射点对应的折射角,通过斯奈尔定律计算获得各入射点对应的入射角和入射波方向单位矢量。
25.进一步的,所述步骤三的具体步骤如下:
26.步骤3-1,根据各入射点坐标、探头入射方向矢量和探头设计水程计算获得各入射点对应的探头位置坐标;
27.步骤3-2,将每一组探头位置坐标及其对应的探头入射方向矢量集合,生成探头位置和方向轨迹;
28.步骤3-3,将探头位置和方向轨迹转换为超声设备可以执行的超声检测轨迹。
29.进一步的,所述超声检测设备采用机械抓持探头的方式或者直接采用5轴及以上超声扫查设备,将探头位置和方向轨迹转换为机械手可以执行的超声检测轨迹的步骤如下:
30.选取工件的姿态;
31.根据各入射点对应的探头入射方向的单位向量,扫查方向的单位向量和索引方向的单位向量,对于机械手末端执行器为原点的坐标系,探头入射方向为z方向,探头扫查方
向为x方向,索引方向为y方向,获取机械手末端执行器相对工件坐标系原点的旋转矩阵;
32.然后根据所述旋转矩阵将机械手末端执行器位姿转化为固定x-y-z角坐标系下的带有回转角,俯仰角和偏转角的位姿,从而获得机械手末端轨迹的位置信息;
33.最后,通过机械手仿真软件对获取的机械手末端轨迹进行模拟,排除奇异点和干涉等危险因素,形成最终的针对复杂表面工件的所述超声检测轨迹。
34.进一步的,根据步骤二得到的各入射点对应的入射角度,根据幅值衰减曲线,进行回波增益补偿值设计,本步骤具体实现过程如下:
35.根据超声波在待测钎焊件的入射点处入射对应的在待测钎焊件中的传播距离和入射角度,在幅值衰减曲线中获得入射点处对应的回波信号幅值;
36.利用差值法获取超声能量衰减值;
37.各入射点对应的增益补偿值dbi采用下式获得:
38.(dbi)=20log(100/(超声能量衰减值))
39.计算得到入射面处增益补偿值dbi。
40.有益效果:
41.(1)本发明通过建立折射波垂直待测钎焊件这一约束条件,计算水浸超声检测设备的检测轨迹,使声束斜入射至钎焊件的入射面后,其折射纵波能够垂直于钎焊面的扫查点,当存在钎焊缺陷时,将发生反射,产生缺陷回波,保证了钎焊缺陷回波的有效获取。
42.(2)本发明对钎焊面的各扫查点进行距离和/或角度增益补偿,使各扫查点缺陷检测灵敏度一致,从而提高了超声c对钎焊缺陷的检测精度,克服了当入射面和钎焊面均为曲面时由于扫查点相对应的入射面的入射角不同导致的折射波能量差异大的问题。
43.(3)本发明根据幅值衰减曲线确定增益补偿值,所述幅值衰减曲线只需要对与钎焊件材质相同的试块进行一次测量,并对测量的幅值衰减曲线进行存储,因此针对同一材质只需进行一次测量,所测量幅值衰减曲线可以多次利用。
44.(4)本发明采用折射波垂直于钎焊面的扫查点以及距离和角度增益补偿的方式,进行缺陷检测后,得到的图像钎焊边界和预制缺陷清晰,适用于复杂结构钎焊构件检测。
附图说明
45.图1是叶轮上盖板的正剖视图;
46.图2是叶轮上盖板的俯视图;
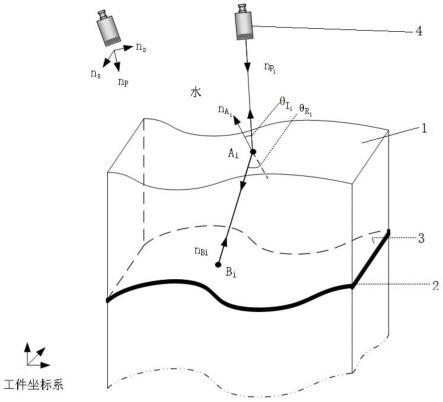
47.图3是折射波垂直钎焊面的声波传播路径示意图;
48.图4是探头声线图;
49.图5是探头轨迹图;
50.图6是幅值衰减曲线;
51.图7是增益补偿表截图;
52.图8是具有人工缺陷的模拟钎焊构件的超声c扫描图像ⅰ(入射波垂直入射面);
53.图9是具有人工缺陷的模拟钎焊构件的超声c扫描图像ⅱ(折射波垂直钎焊面);
54.图10是具有人工缺陷的模拟钎焊构件的超声c扫描图像ⅲ(折射波垂直钎焊面,且附加增益补偿)。
55.1-叶轮上盖板的外表面,2-底筋,3-叶轮上盖板的内表面,4-探头。
具体实施方式
56.下面结合附图并举实施例,对本发明进行详细描述。
57.本技术实施例一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,具体过程为:
58.获取钎焊面的扫查点位;
59.基于折射波垂直待测钎焊件扫查点位的约束条件,计算每一扫查点位所对应的入射面上的入射点及入射波方向单位矢量,根据所述入射点和入射波方向单位矢量,计算水浸超声检测设备的检测轨迹;
60.按照所述检测轨迹对待测钎焊件进行超声c扫描检测,利用得到钎焊面的超声c扫描图像实现对待测钎焊件的缺陷检测。
61.本实施例通过建立折射波垂直待测钎焊件这一约束条件,计算水浸超声检测设备的检测轨迹,使声束在入射面斜入射至钎焊件后,其折射纵波能够垂直于钎焊面的扫查点,当存在钎焊缺陷时,将发生反射,产生缺陷回波,保证了钎焊缺陷回波的有效获取。
62.本技术又一实施例,针对每一扫查点位,基于折射波传播的距离和/或所对应的入射波的入射角,得到增益补偿值,对超声检测结果进行增益补偿。
63.本实施例对各扫查点进行距离和/或角度增益补偿,使各扫查点缺陷检测灵敏度一致,从而提高了超声c对钎焊缺陷的检测精度。
64.本技术又一实施例,增益补偿值的获得方式为:根据不同的折射波传播距离和不同入射角对应的回波幅值大小,确定幅值衰减曲线,根据幅值衰减曲线计算各入射点处的增益补偿值。所述幅值衰减曲线通过采用与待测钎焊件的材料相同的试块进行独立试验的方式获得。
65.本实施例只需要对与钎焊件材质相同的试块进行一次测量,并对测量的幅值衰减曲线进行存储,因此针对同一材质只需进行一次测量,所测量幅值衰减曲线可以多次利用。
66.下面结合具体实例,对上述实施方式中提供的折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法进行具体描述。
67.本实例以叶轮上盖板为待测钎焊件的样件模型,提供了一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,参见附图1和2,所述叶轮上盖板的光滑的面为外表面1,具有底筋2的面为内表面3,所述底筋有四条,每根底筋上均加工有平底盲孔;在检测过程中,外表面1作为超声的入射面,内表面3作为钎焊面,所述底筋用于模拟钎焊位置,所述平底盲孔用于模拟钎焊缺陷;折射波垂直钎焊面的检测钎焊缺陷方法的具体步骤如下:
68.步骤一,参见附图1和2,由叶轮上盖板的三维模型获得其内表面3(钎焊面)轮廓信息,对钎焊面进行等间距离散,获得钎焊面各扫查点位信息,包括扫查点位坐标和扫查点位的单位法线向量。本步骤具体实现过程如下:
69.步骤1-1,提取待测钎焊件的工程图中内表面3(钎焊面)轮廓信息,选取笛卡尔坐标系作为工件坐标系,得到钎焊面的轮廓解析式为b(xb,yb,zb);
70.步骤1-2,离散钎焊面上各点,得到各扫查点位坐标,记为获取每一扫查点位的单位法线向量,记为
71.步骤二,参见附图1和2,提取待测钎焊件的工程图中外表面1(入射面)的轮廓信
息,根据入射面的轮廓信息、步骤一中得到的钎焊面上各扫查点位的单位法线向量和斯奈尔定律计算得到各入射点以及与各入射点对应的入射波方向单位矢量与入射角。本步骤具体实现过程如下:
72.步骤2-1:提取待测钎焊件的工程图中外表面1(入射面)的轮廓信息,选取与步骤一同样的笛卡尔工件坐标系,得到入射面的轮廓解析式为a(xa,ya,za);
73.步骤2-2,参见附图3,基于折射波垂直待测钎焊件扫查点位这一约束条件,折射波垂直于钎焊面入射,其回波也垂直于钎焊面,所以步骤一中获得的每一扫查点位的单位法线向量即为回波方向单位矢量;根据钎焊面各扫查点位坐标回波方向单位矢量和入射面轮廓解析式a(xa,ya,za),对钎焊面上任一扫查点,建立方程组求解入射面上对应的入射点:
[0074][0075]
解方程组得到入射面上对应各入射点
[0076]
步骤2-3,通过入射面轮廓解析式a(xa,ya,za),获取各入射点对应的法向量,记为
[0077]
根据斯奈尔定律计算获得各入射点对应的折射角
[0078][0079]
令入射波方向单位矢量函数为n
p
(u
p
,v
p
,w
p
),入射角函数θi,根据折射角和斯奈尔定律建立方程组:
[0080][0081]
其中,c1表示声波在水中的传播速度,c2表示声波在样件模型内部的传播速度
[0082]
求解方程组,得到各入射点对应的入射角和入射波方向单位矢量
[0083]
步骤三,由步骤二计算得到的各钎焊面扫查点对应的入射点与入射波方向单位矢量,根据设定的探头设计水程,计算得到折射波垂直钎焊面入射的探头位置坐标,生成探头位置和方向轨迹,将探头位置和方向轨迹转换为超声设备可以执行的超声检测轨迹。本步骤具体实现过程如下:
[0084]
步骤3-1,根据下式获得各入射点对应的探头位置坐标
[0085]
[0086]
其中,dw为探头设计水程;
[0087]
将每一个探头位置连线生成探头轨迹曲线,参见附图5;
[0088]
步骤3-2,将每一组探头位置及其对应的探头入射方向矢量(即入射波方向单位矢量)集合,生成探头位置和方向轨迹。
[0089]
步骤3-3,将探头位置和方向轨迹转换为超声设备可以执行的超声检测轨迹。
[0090]
在具体实施时,超声检测设备可以采用机械抓持探头的方式或者直接采用5轴及以上超声扫查设备,本实施例采用机械抓持探头的方式,因此将探头位置和方向轨迹转换为机械手可以执行的超声检测轨迹,具体过程为:
[0091]
对于各入射点对应的探头入射方向的单位向量为令对应的探头扫查方向的单位向量为对应的索引方向的单位向量为
[0092]
将工件姿态选取为
[0093]
以机械手末端执行器为原点的坐标系:探头入射方向为z方向,探头扫查方向为x方向,索引方向为y方向;
[0094]
此时末端执行器相对工件坐标系原点的旋转矩阵为
[0095][0096]
由于机械手常用末端执行器位姿为固定x-y-z角坐标系,需要将入射方向单位向量转化为回转角α,俯仰角β和偏转角γ。其关系如下:
[0097][0098]
其中,c为余弦函数cos,s为正弦函数sin;
[0099]
则
[0100][0101]
其中,atan 2是一个双参变量的反正切函数;
[0102]
计算获得机械手末端轨迹的位置信息
[0103]
最后,通过机械手仿真软件对获取的机械手末端轨迹进行模拟,排除奇异点和干涉等危险因素,形成最终的针对复杂表面工件的所述超声检测轨迹。
[0104]
即使针对大量的入射点及其对应不同的入射角和入射方向矢量,但是通过上述计
算可生成超声检测轨迹,使机械手或5轴联动及以上的超声检测设备执行超声检测轨迹进行自动检测,从而便于人工操作。
[0105]
步骤四,根据步骤二得到的各入射点对应的入射角度θ
ii
以及折射波传播的距离,对超声检测结果进行增益补偿。本步骤的具体实现过程如下:
[0106]
采用与样件模型材料相同的试块进行独立试验,改变入射波的入射角和折射波在试块中的传播距离,采集并记录回波信号幅值;以入射角为横坐标,回波信号幅值为纵坐标绘制幅值衰减曲线,记为f(sg,θg),其中,sg为在试块中的传播距离,θg为超声c在试块入射面的入射角度。基于获得不同的折射波传播距离和不同入射角对应的幅值衰减曲线f(sg,θg),进行回波增益补偿。参见附图6,分别为sg的值为20mm、40mm、50mm和60mm的幅值衰减曲线。
[0107]
本实施例中利用幅值衰减曲线f(sg,θg)进行回波增益补偿的具体过程为:
[0108]
根据超声波在样件模型的入射点处入射对应的在样件模型中的传播距离si和入射角度在幅值衰减曲线f(sg,θg)中获得入射点处对应的回波信号幅值
[0109]
利用差值法获取超声能量衰减值
[0110]
各入射点对应的增益补偿值dbi采用下式获得:
[0111][0112]
计算得到各入射点对应的增益补偿值dbi,使用增益补偿值进行折射波垂直钎焊面超声波检测时,可使不同入射角下的回波灵敏度相同。
[0113]
参见附图7,表格中记录部分对于样件模型的入射面上入射点的位置、入射角度,在样件模型中的传播距离以及增益补偿值,使得对样件模型进行折射波垂直钎焊面超声波检测时,不同入射角下的回波灵敏度相同。
[0114]
步骤五:采用机械手超声扫查设备或5轴及以上超声扫查设备对待测钎焊件进行水浸超声检测;
[0115]
(1)超声波垂直样件模型入射面入射,得到钎焊面的超声c扫描图像,参见图8;
[0116]
(2)根据步骤三得到的超声检测轨迹,折射波垂直钎焊面进行超声检测,得到钎焊面的超声c扫描图像,参见图9;
[0117]
(3)采用步骤四得到的超声检测轨迹以及步骤四得到的增益补偿值,折射波垂直钎焊面进行超声检测,得到钎焊面的超声c扫描图像,参见图10;
[0118]
对比后,采用步骤三得到的超声检测轨迹以及步骤四得到的增益补偿值进行钎焊缺陷超声检测,得到的超声图像钎焊边界和预制缺陷清晰,适用于复杂结构钎焊构件检测。
[0119]
工作原理:
[0120]
钎焊缺陷检测原理:本方法利用叶轮上盖板三维模型获得钎焊面与外表面轮廓,采用轮廓矢量计算与斯奈尔定律计算得到钎焊面各扫查点对应的外表面入射点与入射角,使得声束在该点斜入射至钎焊件后,其折射纵波能够垂直于钎焊面的扫查点,当存在钎焊缺陷时,将发生反射,产生缺陷回波,实现钎焊缺陷的有效检测;
[0121]
增益补偿原理:当内外表面均为曲面时,各扫查点相对应的外表面入射角不同,导
致折射波能量差异大,为使各扫查点缺陷检测灵敏度一致,在通过外表面斜入射折射波垂直钎焊面入射的同时,对各扫查点进行角度增益补偿,克服由于外表面斜入射引入的各扫查点灵敏度差异;
[0122]
通过上述两种措施获取灵敏度一致的折射波垂直于钎焊面的c扫图像,实现了复杂几何形状钎焊构件的钎焊缺陷检测。
[0123]
综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。