技术特征:
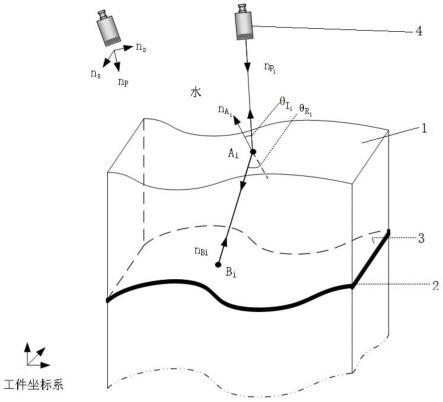
1.一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,所述检测钎焊缺陷方法具体过程为:获取钎焊面的扫查点位;基于折射波垂直待测钎焊件扫查点位的约束条件,计算每一扫查点位所对应的入射面上的入射点及入射波方向单位矢量,根据所述入射点和入射波方向单位矢量,计算水浸超声检测设备的检测轨迹;按照所述检测轨迹对待测钎焊件进行超声c扫描检测,利用得到钎焊面的超声c扫描图像实现对待测钎焊件的缺陷检测。2.如权利要求1所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,针对每一扫查点位,基于折射波传播的距离和/或所对应的入射波的入射角,得到增益补偿值,对超声检测结果进行增益补偿。3.如权利要求2所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,增益补偿值的获得方式为,根据不同的折射波传播距离和不同入射角对应的回波幅值大小,确定幅值衰减曲线,根据幅值衰减曲线计算各入射点处的增益补偿值;所述幅值衰减曲线通过采用与待测钎焊件的材料相同的试块进行独立试验的方式获得。4.如权利要求3所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,所述幅值衰减曲线的获得方式如下:采用与待测钎焊件材料相同的试块进行独立试验,改变入射波的入射角和折射波在试块中的传播距离,采集并记录回波信号幅值;以入射角为横坐标,回波信号幅值为纵坐标绘制幅值衰减曲线。5.如权利要求1所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,获取所述入射点及入射波方向单位矢量,根据所述入射点和入射波方向单位矢量,计算水浸超声检测设备的检测轨迹的步骤具体为:步骤一,由待测钎焊件的三维模型获得其钎焊面轮廓信息,对钎焊面进行等间距离散,获得钎焊面各扫查点位信息;步骤二,提取待测钎焊件的入射面的轮廓信息,基于折射波垂直待测钎焊件扫查点位的约束条件,根据步骤一得到的钎焊面各扫查点位信息、入射面的轮廓信息和斯奈尔定律计算得到各入射点以及与各入射点对应的入射波方向单位矢量;步骤三,由步骤二计算得到的各钎焊面扫查点对应的入射点与入射波方向单位矢量,根据设定的探头设计水程,计算得到折射波垂直钎焊面入射的探头位置坐标,生成探头位置和方向轨迹,将探头位置和方向轨迹转换为超声设备可以执行的超声检测轨迹。6.如权利要求5所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,所述步骤一中,钎焊面各扫查点位信息包括扫查点位坐标和扫查点位的单位法线向量,所述步骤一的具体步骤如下:提取待测钎焊件的钎焊面轮廓信息,选取笛卡尔坐标系作为工件坐标系,得到钎焊面的轮廓解析式;根据钎焊面的轮廓解析式离散钎焊面上各点,得到各扫查点位坐标,获取每一扫查点位的单位法线向量。7.如权利要求6所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在
于,所述步骤二的具体步骤如下:步骤2-1:提取待测钎焊件的入射面的轮廓信息,选取与步骤一同样的笛卡尔工件坐标系,得到入射面的轮廓解析式;步骤2-2,基于折射波垂直待测钎焊件扫查点位这一约束条件,根据钎焊面各扫查点位坐标、回波方向单位矢量和入射面轮廓解析式,对钎焊面上任一扫查点,获得入射面上的对应入射点;步骤2-3,通过入射面轮廓解析式,获取各入射点对应的法向量,根据斯奈尔定律计算获得各入射点对应的折射角;根据各入射点对应的法向量和各入射点对应的折射角,通过斯奈尔定律计算获得各入射点对应的入射角和入射波方向单位矢量。8.如权利要求7所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,所述步骤三的具体步骤如下:步骤3-1,根据各入射点坐标、探头入射方向矢量和探头设计水程计算获得各入射点对应的探头位置坐标;步骤3-2,将每一组探头位置坐标及其对应的探头入射方向矢量集合,生成探头位置和方向轨迹;步骤3-3,将探头位置和方向轨迹转换为超声设备可以执行的超声检测轨迹。9.如权利要求8所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,所述超声检测设备采用机械抓持探头的方式或者直接采用5轴及以上超声扫查设备,将探头位置和方向轨迹转换为机械手可以执行的超声检测轨迹的步骤如下:选取工件的姿态;根据各入射点对应的探头入射方向的单位向量,扫查方向的单位向量和索引方向的单位向量,对于机械手末端执行器为原点的坐标系,探头入射方向为z方向,探头扫查方向为x方向,索引方向为y方向,获取机械手末端执行器相对工件坐标系原点的旋转矩阵;然后根据所述旋转矩阵将机械手末端执行器位姿转化为固定x-y-z角坐标系下的带有回转角,俯仰角和偏转角的位姿,从而获得机械手末端轨迹的位置信息;最后,通过机械手仿真软件对获取的机械手末端轨迹进行模拟,排除奇异点和干涉等危险因素,形成最终的针对复杂表面工件的所述超声检测轨迹。10.如权利要求7-9任意一项所述一种折射波垂直钎焊面的水浸超声c检测钎焊缺陷方法,其特征在于,根据步骤二得到的各入射点对应的入射角度,根据幅值衰减曲线,进行回波增益补偿值设计,本步骤具体实现过程如下:根据超声波在待测钎焊件的入射点处入射对应的在待测钎焊件中的传播距离和入射角度,在幅值衰减曲线中获得入射点处对应的回波信号幅值;利用差值法获取超声能量衰减值;各入射点对应的增益补偿值db
i
采用下式获得:(db
i
)=20log(100/(超声能量衰减值))计算得到入射面处增益补偿值db
i
。
技术总结
本发明公开了一种折射波垂直钎焊面的水浸超声C检测钎焊缺陷方法具体过程为:获取钎焊面的扫查点位;基于折射波垂直待测钎焊件扫查点位的约束条件,计算每一扫查点位所对应的入射面上的入射点及入射波方向单位矢量,根据所述入射点和入射波方向单位矢量,计算水浸超声检测设备的检测轨迹;按照所述检测轨迹对待测钎焊件进行超声C扫描检测,利用得到钎焊面的超声C扫描图像实现对待测钎焊件的缺陷检测。本发明能够获得钎焊面缺陷回波,实现钎焊缺陷检测。缺陷检测。缺陷检测。
技术研发人员:周世圆 刘逯航 郑翀 赵灿 郝娟 杜佩承 王永红
受保护的技术使用者:西安航天发动机有限公司
技术研发日:2022.03.09
技术公布日:2022/6/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。