技术特征:
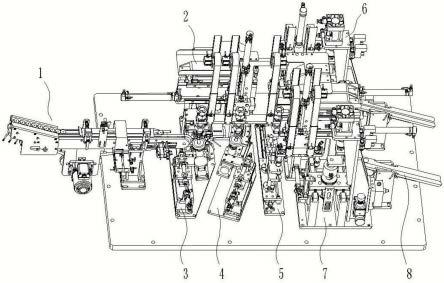
1.气门多功能双工位自动检测装置,包括沿横向依次布置的送料单元(1)、第一搬运单元(2)和第二搬运单元(6),在送料单元(1)与第一搬运单元(2)之间有跳动检测单元(3)和杆径检测单元(4),在第一搬运单元(2)与第二搬运单元(6)之间有分料单元(5),该分料单元的右侧有位于第二搬运单元(6)下方的两组气密检测单元(7),在第二搬运单元(6)的右侧有两组与之衔接的卸料单元(8);其特征在于:送料单元(1)由与滑梯(1-1)对接的输送架(1-2)、位于该输送架背面的导向杆(1-8)、安装在输送架(1-2)与导向杆(1-8)之间的两个皮带轮(1-9)、连接两个皮带轮(1-9)的圆皮带(1-10)、固定在输送架(1-2)上并驱动皮带轮(1-9)的第一电机(1-13)、固定在输送架(1-2)上的信号装置和分隔装置以及夹持装置构成;所述分隔装置由固定在输送架(1-2)上的分隔气缸(1-12)、由该分隔气缸驱动的门形安装架(1-6)、横向错位布置在该安装架内开裆上的两个挡销(1-14)构成,所述夹持装置由固定在输送架(1-2)上并带有两个夹持爪(1-15)的夹持气缸(1-11)构成;第一搬运单元(2)由通过两条第一横向滑轨(2-9)安装在支架(2-8)上的第一横向滑板(2-3)、固定在支架(2-8)上并驱动该第一横向滑板的第一横向气缸(2-7)、通过第一立向导轨(2-2)安装在第一横向滑板(2-3)上的第一立向滑架(2-4)、通过升降板(2-6)固定在该第一立向滑架上的三个第一吸盘(2-5)、固定在第一横向滑板(2-3)上并驱动第一立向滑架(2-4)的第一升降气缸(2-1)构成;跳动检测单元(3)由第一定位检测组件(31)和第一夹紧组件(32)构成,第一定位检测组件(31)由固定在基板上的第一测量座(31-6)、竖直固定在该第一测量座上的顶针轴(31-7)、位于在该顶针轴上方且自上而下布置在第一测量座(31-6)上的两对定位轴承(31-4)、倾斜固定在第一测量座(31-6)上的斜面检测传感器(31-2)、水平固定在第一测量座(31-6)上的杆部检测传感器(31-9)构成;第一夹紧组件(32)由固定在所述基板上的第一夹紧支架(32-13)、固定在该第一夹紧支架上的第一纵向滑轨(32-2)、安装在该第一纵向滑轨上的第一纵向滑板(32-3)、固定在第一夹紧支架(32-13)上并驱动第一纵向滑板(32-3)的第一纵向气缸(32-1)、固定在安装板(32-12)上的第二电机(32-5)和第一压轮(32-8)、连接第二电机(32-5)和第一压轮(32-8)的皮带传动装置、固定连接第一纵向滑板(32-3)和安装板(32-12)的连接板(32-6)构成;杆径检测单元(4)由第二定位检测组件(41)和第二夹紧组件(42)构成;第二定位检测组件(41)由固定在基板上的定位支架(41-4)、通过第二纵向导轨(41-6)安装在该定位支架上的第二纵向滑板(41-5)、通过立座(41-2)固定在该第二纵向滑板上的气动测头(41-1)、固定在定位支架(41-4)上的支承杆(41-7)、固定在定位支架(41-4)上并驱动立座(41-2)的第二纵向气缸(41-3)构成,第二夹紧组件(42)由固定在基板上的第二夹紧支架(42-1)、通过第三纵向滑轨(42-3)安装在该第二夹紧支架上的第三纵向滑板(42-4)、固定在该第三纵向滑板上的第二压轮(42-5)、固定在第二夹紧支架(42-1)上并驱动第三纵向滑板(42-4)的第三纵向气缸(42-2)构成;分料单元(5)由固定在底板上的第四纵向滑轨(5-2)、通过第四纵向滑板(5-3)安装在该第四纵向滑轨上的两组接料装置、固定在所述底板上并驱动第四纵向滑板(5-3)的第四纵向气缸(5-1)构成,各所述接料装置由固定在第四纵向滑板(5-3)上的立柱(5-6)、固定在该立柱上的两块带有定位孔的定位块(5-5)构成;
第二搬运单元(6)由分别位于机架(6-8)正面和背面的搬运装置构成,各所述搬运装置由固定在机架(6-8)上的两条第二横向滑轨(6-7)、安装在所述两条第二横向滑轨上的第二横向滑板(6-5)、固定在机架(6-8)上并驱动第二横向滑板的第二横向气缸(6-9)、固定在第二横向滑板(6-5)上的两个第二升降气缸(6-1)和两条第二立向滑轨(6-6)、各自通过第二立向滑架(6-4)分别安装在对应第二立向滑轨(6-6)上的第二吸盘(6-3)构成,各第二升降气缸(6-1)分别驱动对应的第二立向滑架(6-4);气密检测单元(7)由固定在第二测量座(7-8)上的两条第五纵向滑轨(7-10)、通过第五纵向滑板(7-4)安装在两条第五纵向滑轨(7-10)上的气密定位座(7-11)、固定在第二测量座(7-8)上并驱动第五纵向滑板(7-4)的第五纵向气缸(7-9)、固定在立架(7-2)上的第三立向滑轨(7-3)、位于气密定位座(7-11)上方并通过第三立向滑架(7-13)安装在第三立向滑轨(7-3)上的气密压头(7-12)、固定在立架(7-2)上并驱动第三立向滑架(7-13)的第三升降气缸(7-14)构成;卸料单元(8)由固定在基板上的卸料架(8-1)、倾斜固定在该卸料架上的滑道(8-2)构成。2.根据权利要求1所述的气门多功能双工位自动检测装置,其特征在于:所述信号装置由通过固定板(1-4)固定在输送架(1-2)上的传感器(1-3)、固定在该传感器上的弹片、固定在固定板(1-4)上并与所述弹片接触的拨轮、固定在该拨轮上的拨杆(1-5)构成。3.根据权利要求1所述的气门多功能双工位自动检测装置,其特征在于:输送架(1-2)的顶面固定有左端向上翘起的限位板(1-7),拨杆(1-5)穿过开设在该限位板上的通槽向下伸入导向杆(1-8)与圆皮带(1-10)之间。4.根据权利要求1所述的气门多功能双工位自动检测装置,其特征在于:第一测量座(31-6)上有调节机构,该调节机构由固定在第一测量座(31-6)上的两根导向立柱(31-5)、通过抱夹方式自上而下固定在两根导向立柱(31-5)上的四个调节座(31-1)构成,两对定位轴承(31-4)、杆部检测传感器(31-8)以及顶针轴(31-7)自上而下依次固定在对应的调节座(31-1)上。5.根据权利要求1所述的气门多功能双工位自动检测装置,其特征在于:第一夹紧组件(32)上还设有浮动压紧机构,该浮动压紧机构由一端与第一纵向气缸(32-1)活塞杆连接并带有轴肩(32-16)的导向轴(32-15)、固定在第一纵向滑板(32-3)上用于支承导向轴(32-15)的支座(32-14)、安装在导向轴(32-15)上并位于轴肩(32-16)与支座(32-14)之间的第一弹簧(32-4)构成。
技术总结
本发明公开了气门多功能双工位自动检测装置。包括送料单元(1)、第一搬运单元(2)和第二搬运单元(6),送料单元(1)与第一搬运单元(2)之间有跳动检测单元(3)和杆径检测单元(4),第一搬运单元(2)与第二搬运单元(6)之间有分料单元(5),该分料单元的右侧有两组气密检测单元(7),第二搬运单元(6)的右侧有两组卸料单元(8)。本发明上料、测试、工件转移、以及下料均由机械自动完成,既降低了劳动强度、又提高了检测效率,而且还能有效避免人工检测误差大、容易受人为因素影响等缺陷,具有自动化程度较高、测量结果准确可靠等优点。是一种用于检测气门的多功能自动检测装置。检测气门的多功能自动检测装置。检测气门的多功能自动检测装置。
技术研发人员:蒙浩 王志凤 王瑞能
受保护的技术使用者:贵州德科纳精密设备制造有限公司 佛山测科思科技有限公司
技术研发日:2022.03.21
技术公布日:2022/6/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。