1.本技术涉及板材生产加工的技术领域,尤其是涉及一种板材封边机的包边条切断装置。
背景技术:
2.壁炉架主要由板材拼接而成,板材在拼接组装前,通常利用板材封边机对板材的侧边进行封边处理,以便提高壁炉架的边沿的圆滑度。
3.相关技术中,板材封边机主要包括机架以及设置在机架上的工作台,工作台上设置有挡板和放置盘,其中,挡板沿工作台的长度方向设置,挡板用于抵接板材的侧壁,放置盘用于放置包边条,且放置盘位于挡板的一侧。工作台上转动设置有压紧辊,压紧辊与挡板位于同一直线上,且压紧辊与挡板配合形成有用于供包边条穿过的间隙。放置盘与挡板之间依次设置有用于将包边条输送至间隙处的输送辊、用于将包边条的侧面涂覆溶胶的涂胶辊以及用于切断包边条的裁切刀。封边时,将板材放置在工作台上,并使板材的侧壁抵紧于挡板,驱动板材沿挡板的长度方向移动,通过输送辊将已被涂胶辊涂覆溶胶的包边条输送至挡板与压紧辊之间的间隙,此时板材的侧面与包边条贴合,并在压紧辊的作用下,板材与包边条紧密粘接。
4.但是,相关技术中的板材封边机在切断时包边条时,通常是通过人工将包边条切断,使得包边条的裁切处易出现翘脚、不规整等情况,影响板材的封边质量。
技术实现要素:
5.为了改善相关技术中工作人员操作封边机对板材进行封边时,劳动强度较大且封边效率较低的现象,本技术提供一种板材封边机的包边条切断装置。
6.本技术提供的一种板材封边机的包边条切断装置采用如下的技术方案:
7.一种板材封边机的包边条切断装置,包括机座以及设置在机座上的输送带,所述机座上还设置有压轮,所述压轮位于输送带的上方,且所述压轮与输送带之间配合形成用于供板材通过的间隙,所述机座的一侧设置有用于放置包边条的放置盘,所述机座上还设置有操作平台,所述操作平台位于输送带的一侧,所述操作平台上设置有压紧辊,所述操作平台上设置有用于将包边条自放置盘输送至压紧辊处以令压紧辊将包边条抵至板材的侧壁的输送组件,所述操作平台上还设置有裁切刀,所述裁切刀位于压紧辊与输送组件之间,所述操作平台上还设置有用于驱动裁切刀切断包边条的驱动组件。
8.通过采用上述技术方案,封边时,将板材放置在输送带上,使板材在输送带与压轮的配合下向前输送,此时通过输送组件输送包边条,使包边条与板材同步前进,包边条在输送过程中,压紧辊将包边条抵至板材的侧壁,使包边条与板材紧密粘接,当需要切断包边条时,通过驱动组件驱动裁切刀将包边条切断。相较于相关技术中的封边机,本技术通过输送带与压轮的配合,使板材能够自动向前输送,通过输送组件输送包边条与板材同步前进,并通过压紧辊将包边条与板材的侧壁紧密粘接,在需要切断包边条时驱动裁切刀将包边条切
断即可,使得包边条的裁切处较为平整,封边质量较佳。
9.优选的,所述输送组件包括转动设置于操作平台上的引导辊、固定设置于操作平台上的引导板以及两根转动设置于操作平台上的动力辊,引导辊与引导板呈错位设置,两根动力辊配合形成用于供包边条穿过的间隙,所述机座内设置有用于驱动两根所述动力辊反向转动的驱动件。
10.通过采用上述技术方案,引导辊与引导板配合将包边条引导至两个动力辊处,通过驱动两个动力辊转动,使包边条穿过两个动力辊之间的间隙后继续向前输送,且包边条与板材同步向前输送。
11.优选的,所述驱动件包括固定设置于操作平台的底侧的第一电机、分别套设置于两根动力辊的端部的主动齿轮和从动齿轮,第一电机的输出轴固定连接于主动齿轮,主动齿轮和从动齿轮相互啮合。
12.通过采用上述技术方案,驱动第一电机转动,带动主动齿轮转动,使从动齿轮转动,因主动齿轮与从动齿轮为相互啮合,主动齿轮与从动齿轮的转动方向相反,从而带动两个动力辊呈反向转动,进而使包边条在两个动力辊的带动下向靠近压紧辊的方向输送。
13.优选的,所述操作平台上竖直设置有固定杆,固定杆的侧壁设置有用于抵接包边条的侧壁并将包边条抵靠至所述引导板的侧壁的弹片。
14.通过采用上述技术方案,在弹片的作用下,使包边条抵接于引导板的侧壁,从而使包边条在输送过程中不易发生偏移。
15.优选的,所述弹片用于抵接包边条的一侧呈光滑的圆弧设置。
16.通过采用上述技术方案,使弹片能够更好地将包边条抵至引导板的侧壁,且弹片不影响包边条的输送。
17.优选的,所述操作平台上可升降设置有用于抵接包边条的顶面的压杆,所述压杆沿垂直于包边条的输送方向设置,所述引导板上竖直开设有用于与所述压杆滑移配合的滑槽。
18.通过采用上述技术方案,压杆抵接于包边条的顶面,使在输送包边条时,压杆对包边条起到限位的作用,驱动压杆沿滑槽的竖直方向滑动,使压杆的底侧与包边条之间的距离改变,从而使压杆对不同宽度的包边条均能起到限位的作用。
19.优选的,所述驱动组件包括固定设置于操作平台上的气缸,气缸沿垂直于所述输送带的输送方向设置,所述气缸的活塞杆固定连接于所述裁切刀。
20.通过采用上述技术方案,当需要切断包边条时,通过气缸气动裁切刀朝靠近包边条的方向移动,使裁切刀对包边条进行切割。
21.优选的,所述放置盘上设置有用于定位包边条的定位柱。
22.通过采用上述技术方案,定位柱能够对包边条起到定位固定的作用,使包边条不易从放置盘上滑落。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术在封边时,通过压轮与输送带配合将板材向前输送,同时驱动输送组件输送包边条,使包边条与板材同步向前输送,当包边条输送至压紧辊处时,压紧辊将包边条抵至板材的侧壁,使板材与包边条紧密粘接,当需要切断包边条时,通过驱动裁切刀将包边条切断,包边条的裁切处较为平整,封边质量较佳。
25.2.本技术在输送包边条时,在引导辊和引导板的作用下降包边条引导至两根动力辊之间,通过驱动两根引导辊反向转动,使两根动力辊夹持输送包边条至压紧辊处,包边条在输送过程中不易发生偏移。
附图说明
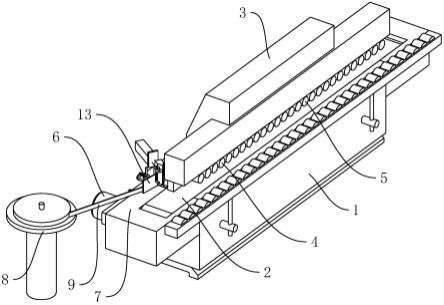
26.图1是本实施例的整体结构示意图;
27.图2是本实施例中用于体现压紧辊与输送组件的配合关系示意图;
28.图3是本实施例中的局部剖视图;
29.图4是图3中a部分的放大图。
30.附图标记说明:1、机座;2、输送带;3、固定座;4、压轮;5、滚轮;6、第二电机;7、操作平台;8、放置盘;9、包边条;10、定位柱;11、压紧辊;12、引导辊;13、引导板;14、动力辊;141、主动齿轮;142、从动齿轮;15、第一电机;16、固定杆;17、弹片;18、支撑杆;19、移动套;20、压杆;21、滑槽;22、螺杆;23、配重块;24、裁切刀;25、涂胶辊;26、引导弧片;27、抵接块;28、气缸。
具体实施方式
31.以下结合1-4,对本技术作进一步详细说明。
32.一种板材封边机的包边条切断装置,参照图1,包括机座1以及转动设置在机座1上的输送带2,其中,机座1呈长方体状设置,输送带2沿机座1的长度方向设置。机座1上还设置有固定座3,固定座3呈长方体状设置,固定座3位于输送带2的上方,固定座3朝向输送带2的一侧转动设置有若干个压轮4,若干个压轮4沿固定座3的长度方向均匀分布,若干个压轮4与输送带2配合形成用于供板材穿过的间隙,机座1的侧壁还转动设置有若干个有滚轮5,若干个滚轮5沿机座1的长度方向均匀分布,输送带2、压轮4、滚轮5配合将板材沿机体的长度方向输送。
33.参照图1和图2,机座1上还设置有用于驱动输送带2转动的第二电机6,驱动电机固定安装于机座1的侧壁,且第二电机6的输出轴固定连接于输送带2的动力辊14。机座1的一侧设置有用于放置包边条9的放置盘8,放置盘8上设置有用于定位包边条9的定位柱10,定位柱10固定安装于放置盘8的中心处。机座1上还设置有操作平台7,操作平台7位于输送带2的一侧。
34.参照图1和图2,操作平台7上转动设置有压紧辊11,压紧辊11位于输送带2的一侧,且压紧辊11用于将包边条9抵至板材的侧壁。操作平台7上设置有用于将包边条9自放置盘8输送至压紧辊11处的输送组件。
35.参照图2和图3,具体的,输送组件包括依次设置于放置盘8与压紧辊11之间的引导辊12、引导板13以及动力辊14,其中,引导辊12转动安装于操作平台7靠近放置盘8的一侧,引导板13呈长方体状设置,且引导板13与引导辊12呈错位设置,动力辊14的数量为两根,两根动力辊14配合形成用于供包边条9穿过的间隙。机座1内设置有用于驱动两根动力辊14反向转动的驱动件。
36.参照图3和图4,具体的,驱动件包括固定设置于机座1内的第一电机15以及分别套设于两个动力辊14的端部的主动齿轮141和从动齿轮142,其中,第一电机15的输出轴固定
连接于主动齿轮141,主动齿轮141和从动齿轮142相互啮合。通过第一电机15驱动主动齿轮141转动,带动从动齿轮142转动,从而使两个动力辊14能够反向转动,进而使两个动力辊14夹持输送包边条9至压紧辊11处。
37.参照图3和图4,操作平台7上还竖直设置有固定杆16,固定杆16的侧壁设置有用于抵接包边条9的侧壁并将包边条9抵靠至引导板13的侧壁的弹片17,弹片17呈长方形的片状设置,弹片17的一端固定连接于固定杆16的侧壁,且弹片17用于抵接包边条9的一侧呈圆弧设置。
38.参照图3和图4,操作平台7上竖直设置有支撑杆18,支撑杆18位于动力辊14与固定杆16之间,支撑杆18上套设有移动套19,移动套19的侧壁固定连接有用于抵接包边条9的顶面的压杆20,压杆20沿垂直于包边条9的输送方向设置,引导座上开设有用于与压杆20滑移配合的滑槽21,滑槽21呈竖直设置,且滑槽21贯穿于引导板13的顶面。移动套19背离压杆20的一侧还开设有螺孔,螺孔螺纹配合有螺杆22,螺杆22沿垂直于支撑杆18的方向设置,且螺杆22远离移动套19的一端设置有配重块23。通过压杆20与滑槽21的配合,使压杆20能够抵接于包边条9的顶面,在配重块23的作用下,能够稳定地抵接于包边条9的顶面,从而使包边条9在输送过程中不易发生偏移。
39.参照图3和图4,操作平台7上还设置有裁切刀24、涂胶辊25以及引导弧片26,裁切刀24用于切断包边条9,裁切刀24位于动力辊14与压紧辊11之间,涂胶辊25转动设置于裁切刀24远离动力辊14的一侧,涂胶辊25用于将包边条9的侧面涂覆溶胶以令包边条9与板材能够牢固地粘接,且涂胶辊25与裁切刀24配合形成用于供包边条9通过的间隙,引导弧片26位于涂胶辊25远离裁切刀24的一侧。操作平台7上还设置有抵接块27,抵接块27呈方体状设置,且抵接块27与裁切刀24配合切断包边条9。封边时,包边条9通过引导辊12和引导板13引导至两根动力辊14之间,动力辊14对包边条9提供向前输送的动力,从而令包边条9与输送带2上的板材保持同步向前输送。包边条9的一端从裁切刀24与涂胶辊25之间的缝隙穿过,并通过引导弧片26引导至压紧辊11的位置,压紧辊11将包边条9涂覆有溶胶的一侧抵接于板材的侧壁,从而使包边条9与板材的侧壁紧密粘接。
40.参照图3和图4,操作平台7上还设置有用于驱动裁切刀24裁切包边条9的驱动组件,具体的,驱动组件包括固定设置于操作平台7上的气缸28,气缸28沿垂直于包边条9的输送方向设置,气缸28位于包边条9背离输送带2的一侧,且气缸28的活塞杆固定连接于裁切刀24。
41.本技术实施例的实施原理为:封边时,将板材放置在输送带2上,通过第二电机6驱动输送带2转动,使板材在输送带2与压轮4的配合下向前输送,通过引导辊12与引导板13将包边条9输送至两根动力辊14之间,驱动第二电机6驱动两个主动辊反向转动,使动力辊14对包边条9提供向前输送的动力,从而令包边条9与输送带2的板材保持同步向前输送,两个主动辊夹持输送包边条9的一端从裁切刀24与涂胶辊25的缝隙穿过,并通过引导弧片26将包边条9引导至压紧辊11处,压紧辊11将包边条9涂覆有溶胶的一侧抵接至板材的侧壁,从而使包边条9与板材的侧壁紧密粘接,当需要将包边条9切断时,通过气缸28驱动裁切刀24将包边条9切断。
42.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的
等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。