1.本实用新型涉及一种钎头钻孔夹具,属于机械加工夹具技术领域。
背景技术:
2.用于工程凿岩的钎头,配合风钻凿岩机和凿岩钎具使用。钎头前端镶嵌有硬质合金,硬质合金镶嵌在钎头端面和锥面的镶嵌孔内,钎头端面的镶嵌孔与钎头锥面的镶嵌孔之间有一定的夹角。因此钎头端面和锥面的镶嵌孔是钎头加工工序的瓶颈。
3.现有的加工方法主要有以下几种方式:
4.第一种加工方法是采用台钻由人工一个孔一个孔的加工,一个工人最多只能开一台设备,加工效率最低,质量最不稳定。
5.第二种加工方法是采用两个主轴机头的专用机床钻孔,一个机头钻端面上的一个镶嵌孔,另一个机头钻锥面上的三个镶嵌孔,该加工方法虽然加工效率较高,但是两个机头使用和维护成本较高,且该专用机床只能加工一个品种的产品,且最多只能一人开两台设备。
6.第三种则是采用五轴加工中心加工进行加工,设备成本非常高昂,且因为单孔的加工时间只有5秒,单件工件加工时间不足20秒,因此需要频繁开关门,上下工件,设备启动和暂停成本非常高昂,且最多只能一人开两台设备。
7.因此现有的加工方法均存在这种或那样的技术问题,有待进一步改进。
技术实现要素:
8.本实用新型的目的在于,提供一种钎头钻孔夹具,以实现一次装夹更多钎头进行加工,从而提高加工效率和加工质量,并克服现有技术的不足。
9.为实现上述目的,本实用新型采用如下技术方案:
10.本实用新型的一种钎头钻孔夹具,包括由矩形平板和直角梯形凸台构成的底座;直角梯形凸台垂直面一侧的矩形平板顶面及直角梯形凸台斜面均设有定位销和扁销;定位销和扁销分别与料盘定位连接;料盘顶面设有一组用于放置钎头的台阶孔,每个台阶孔的孔口一侧均设有定位挡块,料盘一侧设有t形槽,t形槽内设有用于锁紧钎头的锁紧推杆。
11.前述钎头钻孔夹具中,所述直角梯形凸台长度与料盘长度对应,且直角梯形凸台长度小于矩形平板长度,直角梯形凸台位于矩形平板中间位置;直角梯形凸台两端的矩形平板上设有用于与机床工作台面固定的u型孔。
12.前述钎头钻孔夹具中,所述锁紧推杆靠钎头一侧设有与钎头位置对应的圆弧槽;锁紧推杆一端的料盘上设有锁钉,锁紧推杆另一端的料盘上设有挡销;锁钉上设有锁钉拨杆。
13.由于采用了上述技术方案,本实用新型与现有技术相比,本实用新型可实现装料和加工同时进行,提高加工效率。本实用新型的加工方式只需要普通机床加一组料盘即可实现加工,三轴加工中心实现了人工装料和机床加工同时进行,每次可以对多个待加工钎
头进行钻孔加工,提高了加工效率,不需要定做专用机床或者价格更昂贵的五轴加工中心,降低了设备成本。
14.每个料盘装料和卸料时需要夹紧或者松开工件时只需扳动一侧的锁钉拨杆旋转锁钉,推动或者松开锁紧推杆实现多个待加工钎头同时夹紧或者同时松开。料盘底部设有两排减重孔,左右两个安装孔为镂空设计,与料盘为一体设计,减轻了重量。料盘上端面上设有六个工件安装台阶孔,每个台阶孔端面设有一个定位挡块,以限制工件旋转,实现了快速定位。每个料盘上的可安装待加工钎头数量可以根据实际情况增加或者减少;本实用新型的结构和加工方法可以扩展用于圆柱形工件,圆周有排屑水槽的工件的快速定位,装夹和加工,若待加工钎头的需要钻孔的锥面大于一个时只需增加底座上的料盘安装面数量即可。
附图说明
15.图1是本实用新型待加工钎头的示意图;
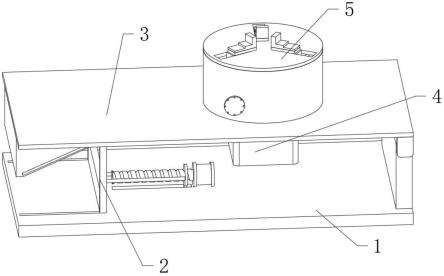
16.图2是本实用新型的钎头钻孔夹具结构示意图;
17.图3是本实用新型的底座结构示意图;
18.图4是本实用新型的料盘结构示意图;
19.图5是本实用新型的料盘底部示意图;
20.图6是本实用新型的锁紧推杆示意图;
21.图7是本实用新型的锁钉结构示意图;
22.图8是本实用新型的挡销结构示意图;
23.图9是本实用新型的夹具安装在机床工作台面上使用时的示意图。
24.附图中的标记为:1-矩形平板、2-直角梯形凸台、3-定位销、4-扁销、5-料盘、6-台阶孔、7-定位挡块、8-t形槽、9-锁紧推杆、10-待加工钎头、11-机床工作台面、12-u型孔、13-圆弧槽、14-锁钉、15-挡销、16-锁钉拨杆、17-镶嵌孔、18-排屑槽、19-定位凹槽、20-螺纹孔、21-安装孔、22-半圆凹槽、23-定位孔、24-减重孔、25-圆台、26-t型拉杆。
具体实施方式
25.下面结合附图和实施例对本实用新型作进一步的详细说明。
26.本实用新型是根据下述的一种钎头的快速装卸方法所构成并用于该方法中的,如图2所示,该方法是采用至少四个用于装夹钎头的料盘5,其中两个料盘5一个水平安装在底座上用于加工钎头端面的镶嵌孔17,另一个倾斜安装在底座上用于加工钎头锥面的镶嵌孔17;其余料盘5装夹钎头后备用;实现人工装料和机床加工同时进行,从而提高加工效率。料盘5顶面设有一组用于装夹钎头的台阶孔6,实现一次装夹同时完成一组钎头的加工,进一步提高加工效率。料盘5一侧设有t形槽8;t形槽8内设有锁紧推杆9,锁紧推杆9靠钎头一侧设有与钎头位置对应的圆弧槽13;通过设在t形槽9一端的锁钉14推动锁紧推杆9在t形槽8内滑动,使锁紧推杆9一侧的圆弧槽13与台阶孔6产生错位,从而实现对一组钎头的快速定位和夹紧。台阶孔6的孔口一侧均设有定位挡块7,定位挡块7通过螺钉与料盘5固定连接限制工件旋转,以提高加工质量。
27.根据上述方法构成并用于上述方法中的本实用新型的一种钎头钻孔夹具,如图2
所示,包括由矩形平板1和直角梯形凸台2构成的底座;直角梯形凸台2垂直面一侧的矩形平板2顶面及直角梯形凸台2斜面均设有定位销3和扁销4;定位销3和扁销4分别与料盘5定位连接;料盘5顶面设有一组用于放置钎头的台阶孔6,每个台阶孔6的孔口一侧均设有定位挡块7,料盘5一侧设有t形槽8,t形槽8内设有用于锁紧钎头的锁紧推杆9。直角梯形凸台2长度与料盘5长度对应,且直角梯形凸台2长度小于矩形平板1长度,直角梯形凸台2位于矩形平板1中间位置;直角梯形凸台2两端的矩形平板1上设有用于与机床工作台面11固定的u型孔12。锁紧推杆9靠钎头一侧设有与钎头位置对应的圆弧槽13;锁紧推杆9一端的料盘5上设有锁钉14,锁紧推杆9另一端的料盘5上设有挡销15;锁钉14上设有锁钉拨杆16。
28.本实用新型主要是用来加工如图1所示的钎头。待加工钎头10前端镶嵌有硬质合金,硬质合金镶嵌在钎头端面和锥面的镶嵌孔17内,钎头端面的镶嵌孔与钎头锥面的镶嵌孔之间有一定的夹角。因此钎头端面和锥面的镶嵌孔17是钎头加工工序的瓶颈。也是本实用新型的加工对象。
29.本实用新型的夹具主要包括底座和料盘两部分。
30.底座如图3所示由矩形平板1和直角梯形凸台2构成,直角梯形凸台2长度与料盘5长度对应,且直角梯形凸台2长度小于矩形平板1长度,直角梯形凸台2位于矩形平板1中间位置;直角梯形凸台2两端的矩形平板1上设有用于与机床工作台面11固定的u型孔12。直角梯形凸台2垂直面一侧的矩形平板2顶面及直角梯形凸台2斜面均设有定位销3和扁销4;定位销3和扁销4分别与料盘5定位连接。
31.料盘如图4所示,料盘5为长方条形结构,料盘5顶面设有六个台阶孔6,用于分别安装六个钎头10,每个台阶孔6的孔口一侧均设有定位凹槽19,定位凹槽19底部设有螺纹孔20,定位凹槽19内设有定位挡块7,定位挡块7经卡在待加工钎头10的排屑槽18内以限制待加工钎头10旋转。料盘5顶面两端均设有安装孔21,用于将料盘5快速安装至底座上。两个安装孔21内侧分别设有定位孔23。料盘5一侧设有用于安装锁紧推杆9的t形槽8,t形槽8为通槽。t形槽8一端的料盘5上设有半圆凹槽22,半圆凹槽22的圆心设有用于安装锁钉14的螺纹孔20。t形槽8另一端的料盘5上设有用于安装挡销15的螺纹孔20。
32.图5是料盘底部示意图,料盘底部设有两排减重孔24,每排七个。
33.锁紧推杆9如图6所示,锁紧推杆9是截面形状为t型的杆状结构。锁紧推杆9靠待加工钎头10一侧设有六个圆弧槽13。当锁钉14旋入螺纹孔时,锁钉14推动锁紧推杆9向挡销15方向滑动,锁紧推杆9上的六个圆弧槽13与台阶孔6之间产生错位,将摆放在台阶孔6内的待加工钎头10夹紧,从而实现通过一个动作即可将料盘5上的六件待加工钎头10全部快速定位,夹紧。
34.锁钉14如图7所示,锁钉14一端为螺杆结构,另一端为倒圆角的正方形结构,中间为圆柱结构。锁钉14中间的圆柱结构处设有锁钉拨杆16。锁钉拨杆16与锁钉14中间的圆柱结构螺纹连接。锁紧待加工钎头10时,锁紧锁钉14中间的圆柱结构陷入料盘5一端的半圆凹槽22内。
35.挡销15如图8所示,挡销15一端为螺杆结构,另一端为倒圆角的正方形结构,靠近倒圆角的正方形结构段为圆柱结构,靠近螺杆倒段设有一圆台25,螺杆设在圆台25中央。圆台25的作用是当挡销15拧紧后,使挡销15的圆柱面与料盘5之间产生间隙,既为锁紧推杆9在t型槽8的留出滑动空间,又可确保锁紧推杆9不会从t型槽8内滑出。
36.图9是本实用新型的夹具安装在机床工作台面上的示意图。本实用新型的方法加工工序如下:
37.第一步,设备及夹具准备
38.将锁紧推杆9、锁钉14、锁钉拨杆16、定位销3、扁销4、挡销15、定位挡块7、螺钉全部安装到底座上,并通过t型拉杆26及螺母垫圈将底座安装在加工中心设备的机床工作台面11上,并调试程序完成。
39.第二步,两个料盘装料
40.将两组共12件待加工钎头10分别安装到两个料盘5的六个安装孔中,注意待加工钎头10钎头端面的排气小孔朝操作者内侧,按住每个待加工钎头10并顺时针转动待加工钎头10下端面与台阶孔6内台阶贴平,且待加工钎头10圆周方向靠操作者内侧的排屑槽18的圆弧面与定位挡块7靠住,扳动锁钉拨杆16旋转锁钉14,推动锁紧推杆6同时夹紧六件待加工钎头10,完成两个料盘5装料。
41.第三步,安装料盘,开始加工
42.将一个料盘5水平安装在底座的矩形平板1安装面,将另一个料盘5安装在直角梯形凸台2的斜面上,并经定位销3和扁销4定位贴紧,关闭加工中心门,启动程序,开始钻孔,其中水平安装的料盘5上的待加工钎头10加工端面上一个镶嵌孔17;安装在直角梯形凸台2的斜面上的料盘5可加工待加工钎头10锥面上的三个镶嵌孔17,每次可以对12件工件进行钻孔加工。
43.第四步,其余料盘装料
44.在前两个料盘5进行加工时,可完成其余料盘5上待加工钎头10的安装。此步骤与第三步同时进行,装料方法同第二步。
45.第五步,更换料盘,完成加工
46.将安装在底座上的两个料盘5拆下来互换位置,关闭加工中心门,启动程序,重复第三步开始钻孔,如此方法全部加工完钎头端面一个孔和锥面三个孔。
47.以上仅描述一个工艺循环,再次加工只需要重复以上步骤,此种可换料盘的加工方式,因为在机床加工工件的过程中操作者有时间给其他料盘装料,也可以给附近设备装卸料盘,所以可以实现一人开两台或多台设备。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。