1.本技术属于电子产品技术领域,具体涉及皮质膜片及其制备方法、壳体组件和电子设备。
背景技术:
2.皮革因其舒适的触感以及高档的质感受到消费者的喜爱,并逐渐在电子设备中使用。目前皮革以纯色为主,略显单调,表现力不足,使得现有电子设备的外观效果有待改进。
技术实现要素:
3.鉴于此,本技术提供了一种皮质膜片,通过设置通孔在皮质膜片上形成图案化区域,该图案化区域呈现第二皮革层的色彩,层次感强;同时第一皮革层和第二皮革层颜色不同,从而在皮质膜片表面呈现异色效果,极大提升了皮质膜片的外观表现力;该皮质膜片用于壳体组件以及电子设备中时,可以明显改善壳体组件以及电子设备的外观效果。
4.第一方面,本技术提供了一种皮质膜片,包括依次层叠设置的第一皮革层、透明层和第二皮革层,所述第一皮革层具有通孔,所述通孔用于露出部分所述透明层,所述第一皮革层和所述第二皮革层具有色差。
5.第二方面,本技术提供了一种皮质膜片的制备方法,包括:
6.在第二皮革层上成型透明层;
7.在所述透明层远离所述第二皮革层的表面成型第一皮革层;
8.通过镭雕在所述第一皮革层上成型通孔,以露出部分所述透明层,制得皮质膜片。
9.第三方面,本技术提供了一种壳体组件,包括壳体和设置在所述壳体表面的皮质膜片,所述皮质膜片包括依次层叠设置的第一皮革层、透明层和第二皮革层,所述第一皮革层具有通孔,所述通孔用于露出部分所述透明层,所述第一皮革层和所述第二皮革层具有色差。
10.第四方面,本技术提供了一种电子设备,包括壳体组件和主板,所述壳体组件包括壳体和设置在所述壳体表面的皮质膜片,所述皮质膜片包括依次层叠设置的第一皮革层、透明层和第二皮革层,所述第一皮革层具有通孔,所述通孔用于露出部分所述透明层,所述第一皮革层和所述第二皮革层具有色差。
11.本技术提供了一种皮质膜片,通过在第一皮革层上设置通孔,从而在皮质膜片上形成图案化区域,该图案化区域呈现第二皮革层的色彩,且该图案化区域具有层次感;同时第一皮革层和第二皮革层颜色不同,从而在皮质膜片表面呈现异色效果,极大提升了皮质膜片的外观表现力;该皮质膜片制备方法简单,操作方便,有利于工业化生产;该皮质膜片用于壳体组件以及电子设备中时,可以明显改善壳体组件以及电子设备的外观效果,满足用户需求。
附图说明
12.为了更清楚地说明本技术实施方式中的技术方案,下面将对本技术实施方式中所需要使用的附图进行说明。
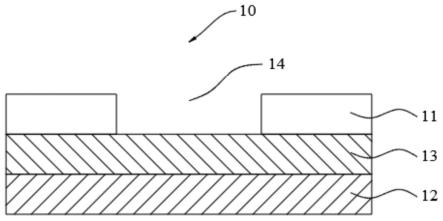
13.图1为本技术一实施方式提供的皮质膜片的结构示意图。
14.图2为本技术另一实施方式提供的皮质膜片的结构示意图。
15.图3为本技术另一实施方式提供的皮质膜片的结构示意图。
16.图4为本技术另一实施方式提供的皮质膜片的结构示意图。
17.图5为本技术另一实施方式提供的皮质膜片的结构示意图。
18.图6为本技术另一实施方式提供的皮质膜片的结构示意图。
19.图7为本技术另一实施方式提供的皮质膜片的结构示意图。
20.图8为本技术一实施方式提供的皮质膜片的制备方法流程图。
21.图9为本技术一实施方式提供的镭雕前后的皮质膜片外观示意图,其中图9中(a)为镭雕前的外观示意图,图9中(b)为镭雕后的外观示意图。
22.图10为本技术另一实施方式提供的镭雕前后的皮质膜片外观示意图,其中图10中(a)为镭雕前的外观示意图,图10中(b)为镭雕后的外观示意图。
23.图11为本技术一实施方式提供的壳体组件的结构示意图。
24.图12为本技术一实施方式提供的壳体组件的外观示意图。
25.图13为本技术另一实施方式提供的壳体组件的外观示意图。
26.图14为本技术一实施方式提供的电子设备的结构示意图。
27.标号说明:
28.第一皮革层-11,第二皮革层-12,透明层-13,通孔-14,发泡层-15,基布层-16,防护层-17,皮质膜片-10,壳体-20,壳体组件-100。
具体实施方式
29.以下是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本技术的保护范围。
30.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
31.请参考图1,为本技术一实施方式提供的皮质膜片的结构示意图,皮质膜片10包括依次层叠设置的第一皮革层11、透明层13和第二皮革层12,第一皮革层11具有通孔14,通孔14用于露出部分透明层13,第一皮革层11和第二皮革层12具有色差。在本技术中,通过在第一皮革层11上设置通孔14,从而在皮质膜片10上形成图案化区域;通孔14的设置露出了透明层13,由于透明层13呈透明状,对第二皮革层12的颜色不会产生阻挡作用,从而使得通孔14形成图案化区域具有第二皮革层12的色彩,且该通孔14形成的图案化区域层次感强;而
且第一皮革层11和第二皮革层12颜色不同,使得皮质膜片10的表面呈现异色的效果,极大提升了皮质膜片10的外观表现力。在本技术中,通过在第一皮革层11和第二皮革层12之间设置透明层13,从而可以使得在成型通孔14的过程中,对第二皮革层12起到保护作用,避免在此过程中第二皮革层12受到损伤,提高产品良率。
32.在本技术中,第一皮革层11使得皮质膜片10具有皮革质感。在本技术一实施方式中,第一皮革层11的材质包括聚氨酯和聚氯乙烯中的至少一种,以及第一颜料,从而可以使得第一皮革层11具有一定的弹性和色彩。可选的,聚氨酯包括聚酯型、聚醚型和聚碳酸酯型中的至少一种。具体的,第一颜料可以但不限于为黄色、红色、蓝色、白色、黑色、灰色、青色、绿色、橙色、紫色等,可以根据需要进行选择。
33.在本技术中,第二皮革层12使得皮质膜片10具有皮革质感。在本技术一实施方式中,第二皮革层12的材质包括聚氨酯和聚氯乙烯中的至少一种,从而可以使得第二皮革层12具有一定的弹性。在一实施例中,第二皮革层12的材质中不含颜料,第一皮革层11和第二皮革层12具有色差。在另一实施例中,第二皮革层12的材质中具有第二颜料,第一颜料与第二颜料具有色差,从而使得第一皮革层11和第二皮革层12具有颜色差异。具体的,第二颜料可以但不限于为黄色、红色、蓝色、白色、黑色、灰色、青色、绿色、橙色、紫色等,可以根据需要进行选择。在本技术中,通过控制第一颜料和/或第二颜料的色彩,从而可以控制第一皮革层11和第二皮革层12的颜色以及它们之间的色差,以在皮质膜片10表面形成异色,极大提升视觉效果。
34.在本技术中,第一皮革层11和第二皮革层12具有色差,从而使得皮质膜片10具有异色效果。可以理解的,lab颜色模型由l、a和b三个要素组成,每种颜色具有一个lab值,两种颜色的差异(色差值)用δe表示。在本技术实施方式中,第一皮革层11和第二皮革层12的色差值大于4。通孔14形成的图案化区域具有第二皮革层12的颜色,其与第一皮革层11的颜色具有明显的颜色差异,使得图案化区域的图案更清晰的呈现出来,也使得皮质膜片10的异色效果更加明显。进一步的,第一皮革层11和第二皮革层12的色差值大于5。更进一步的,第一皮革层11和第二皮革层12的色差值大于6。具体的,第一皮革层11和第二皮革层12的色差值可以但不限于大于4、5、6、7或8。在一具体实施例中,第一皮革层11的l值小于40,第二皮革层12的l值大于80,具有明显的色差以及明暗差异。
35.在本技术实施方式中,第一皮革层11的光学透过率小于30%。也就是说,第一皮革层11呈现为实色,可以对透明层13以及第二皮革层12产生阻挡作用,使得第二皮革层12的颜色仅通过第一皮革层11上的通孔14呈现出来,有利于图案化区域的呈现。其中,光学透过率为在380nm-780nm波段下光线的透过率。进一步的,第一皮革层11的光学透过率小于10%。具体的,第一皮革层11的光学透过率可以但不限于小于5%、6%、8%、10%、12%、15%、20%、27%或29%。
36.在本技术中,第二皮革层12的光学透过率可以根据需要进行选择。在一实施例中,第二皮革层12的光学透过率小于30%。也就是说,第二皮革层12为实色,在壳体组件100以及电子设备中应用时,可以对其他结构起到阻挡作用,避免对外观效果的影响,同时,使得通孔14形成的图案化区域也呈现为实色,更加清晰的呈现图案化效果。具体的,第二皮革层12的光学透过率可以但不限于小于5%、6%、8%、10%、15%、20%、25%或30%。在另一实施例中,第二皮革层12的光学透过率大于80%。也就是说,第二皮革层12呈透明状,从而使
得通孔14形成的图案化区域也呈现为透明状,与第一皮革层11的外观效果具有颜色以及质感的差异,进一步提升皮质膜片10的外观效果。具体的,第二皮革层12的光学透过率可以但不限于大于80%、82%、85%、88%、90%或92%。
37.在本技术实施方式中,可以通过涂覆、打印、流延、压延等工艺成型第一皮革层11和第二皮革层12。在一实施例中,可以通过喷涂的方式,涂覆第一油墨,经固化后形成第一皮革层11。其中,第一油墨包括聚氨酯和聚氯乙烯中的至少一种,以及第一颜料。在另一实施例中,可以通过流延第二油墨,经固化后形成第二皮革层12。其中,第二油墨包括聚氨酯和聚氯乙烯中的至少一种,还可以包括第二颜料。可选的,固化包括在110℃-140℃烘烤2min-5min。进一步的,固化包括在110℃-130℃烘烤2.5min-4min。通过控制制备过程中第一油墨和第二油墨的使用量,从而控制第一皮革层11和第二皮革层12的厚度。在本技术中,第一皮革层11和第二皮革层12厚度可以根据需要进行选择。在本技术实施方式中,第一皮革层11和第二皮革层12厚度均可以为20μm-50μm,既能够使皮质膜片10具有良好的色彩外观效果,同时厚度小,不会过多增加皮质膜片10的重量,有利于其在壳体组件100和电子设备中的应用。其中,第一皮革层11和第二皮革层12厚度可以相同,也可以不同。进一步的,第一皮革层11和第二皮革层12厚度分别为25μm-48μm。更进一步的,第一皮革层11和第二皮革层12厚度分别为30μm-43μm。具体的,第一皮革层11和第二皮革层12厚度可以但不限于为20μm、23μm、25μm、30μm、35μm、37μm、40μm、45μm或50μm。
38.在本技术一实施方式中,第一皮革层11远离透明层13的一侧表面具有第一皮纹结构。可以理解的,皮纹结构是指生于手指、手掌以及脚趾、脚掌上凸起的纹路结构。在本技术中,皮纹结构可以但不限于为牛皮纹、鳄鱼纹、蜥蜴纹、鸵鸟皮纹、蟒蛇皮纹、荔枝纹等纹路,呈现凹凸结构的立体效果,以使得皮质膜片10具有皮革的纹路,产生皮纹触感。在本技术另一实施方式中,第二皮革层12靠近透明层13的一侧表面具有第二皮纹结构,从而使得通孔14形成的图案化区域具有皮纹纹路,在皮质膜片10表面形成具有皮纹纹路的图案化外观效果。在本技术又一实施方式中,第一皮革层11远离透明层13的一侧表面具有第一皮纹结构,第二皮革层12靠近透明层13的一侧表面具有第二皮纹结构,第一皮纹结构与第二皮纹结构不同。从而使得皮质膜片10不仅具有第一皮纹纹路的触感,同时通孔14形成的图案化区域中呈现了与第一皮纹纹路具有差异的第二皮纹纹路的外观,在皮质膜片10上实现了异色,也呈现了纹理差异。在本技术中,可以通过在具有纹理的离型纸表面涂覆第一油墨或第二油墨,经固化后形成第一皮革层11或第二皮革层12。通过控制离型纸表面的纹路,使得第一皮革层11或第二皮革层12的表面形成第一皮纹结构或第二皮纹结构。
39.在本技术中,通过在第一皮革层11的表面设置通孔14,从而能够在皮质膜片10上呈现图案化的区域。可以理解的,通孔14即为镂空区,通孔14的深度方向即为第一皮革层11的厚度方向。通孔14可以形成文字、标识、图案等多种外观效果,以提升皮质膜片10的外观和应用价值。在本技术中,通孔14用于露出部分透明层13,因此通孔14的深度不小于第一皮革层11的厚度,且小于第一皮革层11与透明层13的厚度之和。在本技术中,通孔的深度可以根据第一皮革层11和透明层13的厚度进行设置。在一实施例中,通孔的深度可以为20μm-75μm。进一步的,通孔的深度可以为30μm-70μm。具体的,通孔的深度可以但不限于为20μm、30μm、40μm、50μm、60μm或70μm。在一实施方式中,请参阅图1,通孔14的深度与第一皮革层11的厚度相等。从而使得通孔14可以露出透明层13,且透明层13没有损伤。在另一实施方式中,
请参阅图2,为本技术另一实施方式提供的皮质膜片的结构示意图,其与图1大致相同,不同之处在于,通孔14延伸至透明层13内部。也就是说,通孔14的深度大于第一皮革层11的厚度,且小于第一皮革层11与透明层13的厚度之和。在本技术实施方式中,可以通过镭雕工艺在第一皮革层11表面成型通孔14。镭雕工艺精确细致、高效快捷、安全可靠,有利于通孔14的形成,且不会对其他结构造成损伤。在本技术中,通孔14的数量、形状、设置方式等可以根据需要进行选择。在一实施例中,通孔14在第一皮革层11上的正投影为多个间隔分布的文字。在另一实施例中,通孔14在第一皮革层11上的正投影为图形图案。在又一实施例中,通孔14在第一皮革层11上的正投影面积占第一皮革层11面积的30%以下。从而可以在皮质膜片10表面呈现较多的皮革质感,同时又具有异色的图案化区域。进一步的,通孔14在第一皮革层11上的正投影面积占第一皮革层11面积的20%以下。具体的,通孔14在第一皮革层11上的正投影面积占第一皮革层11面积的10%以下、12%以下、15%以下、18%以下、20%以下、23%以下、25%以下或28%以下。
40.在本技术中,透明层13作为中间过渡层设置在第一皮革层11和第二皮革层12之间,起到保护作用。在一实施例中,通过镭雕成型通孔14时,透明层13可以对第二皮革层12起到保护作用,避免镭雕过程中对第二皮革层12造成损伤。在另一实施例中,第一皮革层11和第二皮革层12通过涂覆等工艺成型时,在固化过程中,油墨中的颜料会进行扩散,从而影响另外一层的色彩;通过设置透明可以对第一皮革层11和第二皮革层12起到间隔作用,避免在第一皮革层11或第二皮革层12成型之前颜色扩散至第二皮革层12或第一皮革层11中,以便于更好地呈现两层各自的色彩。
41.在本技术实施方式中,透明层13的光学透过率大于90%,从而可以最大限度的呈现第二皮革层12原有的色彩,使得皮质膜片10的异色效果更加明显。进一步的,透明层13的光学透过率大于92%。在本技术实施方式中,透明层13的厚度为10μm-30μm。既能够对第一皮革层11和第二皮革层12起到间隔、保护作用,同时还不会过多增加皮质膜片10的重量,并且也不会遮挡第二皮革层12色彩的呈现。进一步的,透明层13的厚度为12μm-25μm。更进一步的,透明层13的厚度为15μm-23μm。具体的,透明层13的厚度可以但不限于为10μm、12μm、15μm、17μm、20μm、23μm、25μm或28μm。
42.在本技术实施方式中,透明层13包括透明油墨层和光学膜层中的至少一种。透明油墨层和光学膜层均可以对第一皮革层11和第二皮革层12起到保护作用,同时光学膜层还可以使得通孔14形成的图案化区域具有光影变幻的视觉效果。
43.在本技术一实施方式中,透明层13包括透明油墨层。此时,可以将透明油墨经涂覆、打印、流延、压延后,经固化成型透明层13。具体的,可以但不限于通过多次涂覆和固化后,形成透明层13。在本技术中,透明油墨的材质可以根据需要进行选择。在一实施例中,透明油墨的树脂材质与第一油墨和第二油墨中的至少一种的树脂材质相同,从而可以提高透明层13与第一皮革层11和第二皮革层12之间的结合力。具体的,透明油墨的树脂材质可以但不限于包括聚氨酯和聚氯乙烯中的至少一种。
44.在本技术另一实施方式中,透明层13包括光学膜层。可以理解的,光学膜层是一种通过其界面传播光线的光学介质材料层,可以改变穿过光学膜层的光线的反射、折射等,使皮质膜片10呈现一定的光泽变化。通过改变光学膜层的材质、厚度和层数等改变光学膜层的反射率,从而实现不同的视觉效果,满足不同场景下的需求。在一实施例中,光学膜层由
至少两种具有不同折射率的光学薄膜交替层叠形成。进一步的,光学膜层由至少两种具有不同折射率的光学薄膜周期性地交替层叠形成。多个光学薄膜的材质、厚度可以相同,可以不同。多个光学薄膜的光学性质不同。在另一实施例中,光学膜层的材质可以为无机物,也可以为有机物,可以但不限于通过气相沉积,或涂覆的方式成型光学膜层。进一步的,光学膜层的材质为有机物,从而可以提高其与第一皮革层11和第二皮革层12的结合效果,提升皮质膜片10的整体稳定性。可选的,有机物包括聚醚、聚酯、氟代聚合物和含硅聚合物中的至少一种。此时,光学膜层柔性好,可弯曲性好,能够进行剪裁得到所需尺寸,光学膜层中的有机物与第一皮革层11和第二皮革层12中的有机物质之间产生化学键,提升结合力。
45.请参阅图3,为本技术另一实施方式提供的皮质膜片的结构示意图,其与图1大致相同,不同之处在于还包括发泡层15,发泡层15设置在第二皮革层12远离透明层13的一侧表面。在本技术中,发泡层15柔软、回弹性好,赋予皮质膜片10软弹的触感,提升皮质膜片10的皮革质感。在一实施例中,发泡层15的材质包括聚氨酯、聚氯乙烯、热塑性弹性体和乙烯-醋酸乙烯共聚物中的至少一种。进一步的,发泡层15与第二皮革层12中的树脂材料相同,从而可以使得两层在层叠过程中具有更好的结合力,提高皮质膜片10的结构稳定性。在一具体实施例中,发泡层15与第二皮革层12中材质均包括聚氨酯。在另一实施例中,通过涂覆发泡浆料,经发泡后成型发泡层15。进一步的,发泡浆料包括树脂主料和发泡剂,树脂主料包括聚氨酯、聚氯乙烯、热塑性弹性体和乙烯-醋酸乙烯共聚物中的至少一种。更进一步的,发泡浆料还包括发泡助剂、流平剂、消泡剂和稳定剂中的至少一种,从而有利于发泡层15形成合适数量的孔洞,提高发泡层15的性能,获得软弹质感的发泡层15。在本技术中,发泡层15的厚度可以根据需要进行选择。在本技术实施方式中,发泡层15的厚度为30μm-200μm,既能够赋予皮质膜片10软弹的质感,同时不会过多增加厚度。进一步的,发泡层15的厚度为50μm-150μm。具体的,发泡层15的厚度可以但不限于为30μm、50μm、80μm、100μm、140μm、150μm、170μm或200μm。
46.请参阅图4,为本技术另一实施方式提供的皮质膜片的结构示意图,其与图3大致相同,不同之处在于还包括基布层16,基布层16设置在第二皮革层12远离透明层13的一侧表面。在本技术中,基布层16作为衬底,对其他层结构起到承载作用,同时进一步增加皮质膜片10的皮革质感,使其更接近于真皮质感。在一实施例中,基布层16包括织造布和非织造布中的至少一种。具体的,基布层16包括尼龙布、涤纶布等。在另一实施例中,基布层16的厚度为50μm-200μm。进一步的,基布层16的厚度为80μm-180μm。在又一实施例中,当皮质膜片10还包括发泡层15和基布层16时,发泡层15设置在基布层16与第二皮革层12之间。此时,发泡层15可以直接在成型在基布层16表面,以提升之间的结合力。
47.在本技术实施方式中,皮质膜片10还包括防护层17,防护层17的光学透过率大于90%。请参阅图5,为本技术另一实施方式提供的皮质膜片的结构示意图,其与图1大致相同,不同之处在于还包括防护层17,防护层17覆盖在通孔14露出的透明层13的表面。请参阅图6,其与图5大致相同,不同之处在于防护层17覆盖第一皮革层11远离透明层13的一侧表面。请参阅图7,其与图5大致相同,不同之处在于防护层17覆盖在通孔14露出的透明层13的表面,且防护层17覆盖第一皮革层11远离透明层13的一侧表面。在本技术中,防护层17具有通透的外观,从而不会影响第一皮革层11和第二皮革层12颜色的呈现,也不会影响通孔14形成的图案化区域的呈现,同时还可以对皮质膜片10起到保护作用。在本技术中,防护层17
的材质可以根据需要进行选择。在一实施例中,为了提高防护层17与第一皮革层11和/或透明层13之间的结合力,可以采用与第一皮革层11和/或透明层13相同材质的树脂混合防护剂形成防护油墨,再经涂覆和固化形成防护层17。具体的,可以但不限于通过在防护油墨中添加防指纹材料,提升防护层17的抗指纹效果。在本技术中,防护层17的厚度可以根据需要进行选择。在一实施例中,第一皮革层11的表面设置有皮纹结构,防护层17的厚度小于皮纹结构的高度,从而使得皮质膜片10具有皮纹纹路的触感。具体的,防护层17的厚度可以但不限于为3μm-12μm,如3μm、5μm、8μm、10μm或11μm。在另一实施例中,防护层17的厚度为20μm-40μm,从而对第一皮纹结构起到保护作用,防止第一皮纹结构磨损。具体的,防护层17的厚度可以但不限于为20μm、25μm、30μm、32μm、35μm或40μm。
48.在本技术中,第一皮革层11上的通孔14可以在皮质膜片10上形成图案化区域,并呈现第二皮革层12的颜色,与第一皮革层11异色,使得皮质膜片10既具有图案化区域,又具有色彩拼接效果,提高外观表现力。
49.本技术还提供了皮质膜片10的制备方法,该制备方法制备上述任一实施例的皮质膜片10。请参阅图8,为本技术一实施方式提供的皮质膜片的制备方法流程图,包括:
50.操作101:在第二皮革层上成型透明层。
51.操作102:在透明层远离第二皮革层的表面成型第一皮革层。
52.操作103:通过镭雕在第一皮革层上成型通孔,以露出部分透明层,制得皮质膜片。
53.相关技术中,第一皮革层11和第二皮革层12直接层叠,在成型第一皮革层11时,色料会渗入第二皮革层12的表面,使得通孔14露出的第二皮革层12的表面颜色与第一皮革层11的颜色差异较小,甚至是无差异,不能实现异色外观效果;同时在镭雕时不可避免会对第二皮革层12的表面造成损伤,影响通孔14露出的第二皮革层12的表面状态,影响皮质膜片10的品质。在本技术中,通过设置透明层13,可以使得在成型第一皮革层11时,避免第一皮革层11的色料渗入第二皮革层12内,从而避免混色问题的出现,以形成明显的异色效果;同时,在镭雕过程中,透明层13可以对第二皮革层12起到保护作用,避免损伤。
54.在操作101中,透明层13包括透明油墨层和光学膜层中的至少一种。在一实施例中,透明层13包括透明油墨层时,将透明油墨经涂覆、打印、流延、压延后,经固化成型透明层13。具体的,可以通过多次涂覆和固化形成透明层13,例如通过涂覆1-3次,每次喷涂后进行固化,最终形成透明层13。可选的,固化包括在110℃-140℃烘烤2min-5min。在另一实施例中,透明层13包括光学膜层。当光学膜层的材质为无机物时,通过气相沉积的方式在第二皮革层12表面形成光学膜层;当光学膜层的材质为有机物时,通过涂覆的方式在第二皮革层12表面形成光学膜层。
55.在本技术实施方式中,还包括成型第二皮革层12。在一实施例中,通过涂覆、打印、流延、压延第二油墨,经固化后形成第二皮革层12。可选的,第二油墨包括聚氨酯和聚氯乙烯中的至少一种。进一步的,第二油墨还包括第二颜料。具体的,固化可以但不限于在110℃-140℃烘烤2min-5min。在另一实施例中,通过在离型纸的表面涂覆、打印、流延、压延第二油墨,经固化后形成第二皮革层12;再将离型纸剥离,得到具有第二皮纹结构的第二皮革层12。其中,离型纸的表面具有与第二皮纹结构相应对应的纹理结构。进一步的,透明层13设置在第二皮革层12具有第二皮纹结构的表面,从而可以使得通孔14露出第二皮纹结构。
56.在操作102中,可以在透明层13的表面通过涂覆、打印、流延、压延第一油墨,经固
化后形成第一皮革层11。可选的,第一油墨包括聚氨酯和聚氯乙烯中的至少一种。进一步的,第一油墨还包括第一颜料。具体的,固化可以但不限于在110℃-140℃烘烤2min-5min。在另一实施例中,通过在离型纸的表面涂覆、打印、流延、压延第一油墨,经固化后形成第一皮革层11;再将第一皮革层11与离型纸剥离后设置在透明层13的表面,其中,第一皮革层11的表面具有第一皮纹结构的,离型纸的表面具有与第一皮纹结构相应对应的纹理结构。
57.在操作103中,通过镭雕可以控制成型的通孔14的精细化程度,避免了毛边的产生,提升整体结构的细腻程度。可以理解的,为了成型通孔14,镭雕的深度需要不小于第一皮革层11的厚度。在一实施例中,镭雕的深度小于第一皮革层11和透明层13的厚度之和。从而可以使得通孔14露出透明层13和第二皮革层12,并且镭雕对第二皮革层12不造成损伤。通过设置的透明层13,使得镭雕过程中的镭雕深度更容易控制,降低工艺难度。在一具体实施例中,采用二氧化碳镭雕机进行镭雕,镭雕速度为1600mm/s-1800mm/s,额定功率为30w-50w,功率效率为65%-70%,频率为20hz-30hz,相邻通孔14之间的间隔为0.06mm-0.12mm。从而将部分第一皮革层11进行去除,形成通孔14,露出透明层13和第二皮革层12。具体的镭雕参数可以根据需要进行选择。
58.请参阅图9,为本技术一实施方式提供的镭雕前后的皮质膜片外观示意图,其中图9中(a)为镭雕前的外观示意图,图9中(b)为镭雕后的外观示意图。可以看出,通过镭雕在第一皮革层11上成型通孔14,通孔14形成了图形,使得皮质膜片10具有图形效果且图形区域与第一皮革层11的颜色不同,产生异色效果。请参阅图10,为本技术另一实施方式提供的镭雕前后的皮质膜片外观示意图,其中图10中(a)为镭雕前的外观示意图,图10中(b)为镭雕后的外观示意图。可以看出,通过镭雕在第一皮革层11上成型通孔14,通孔14形成了文字标识,使得皮质膜片10具有文字标识,且文字标识与第一皮革层11的颜色不同,产生异色效果。
59.在本技术实施方式中,还包括在第二皮革层12远离透明层13的一侧表面设置发泡层15。在一实施例中,通过涂覆发泡浆料,经发泡后成型发泡层15;通过粘结剂将发泡层15设置在第二皮革层12的表面。可选的,发泡层15的材质包括聚氨酯、聚氯乙烯、热塑性弹性体和乙烯-醋酸乙烯共聚物中的至少一种。进一步的,发泡层15与第二皮革层12中的树脂材料相同,从而可以使得两层在层叠过程中具有更好的结合力,提高皮质膜片10的结构稳定性。
60.在本技术实施方式中,还包括在第二皮革层12远离透明层13的一侧表面设置基布层16。在一实施例中,可以通过粘结剂将基布层16设置在第二皮革层12的表面。在另一实施例中,在基布层16上涂覆发泡浆料,经发泡后成型发泡层15;通过粘结剂将发泡层15和基布层16设置在第二皮革层12的表面。可选的,基布层16包括织造布和非织造布中的至少一种。具体的,基布层16包括尼龙布、涤纶布等。
61.在本技术实施方式中,还包括在通孔14露出的透明层13的表面成型防护层17,和/或在第一皮革层11远离透明层13的一侧表面成型防护层17。在一实施例中,在通孔14露出的透明层13的表面滚涂或喷涂防护油墨,和/或在第一皮革层11远离透明层13的一侧表面滚涂或喷涂防护油墨,经固化后得到防护层17。具体的,固化可以但不限于包括在100℃-150℃烘烤1min-4min。
62.本技术提供的皮质膜片10的制备方法简单,操作方便,且工艺难度低,能够进行大
规模生产和使用。
63.本技术还提供了一种壳体组件100,包括上述任一实施例的皮质膜片10。请参阅图11,为本技术一实施方式提供的壳体组件的结构示意图,其中壳体组件100包括壳体20和皮质膜片10。具有皮质膜片10的壳体组件100既具有皮革质感,又具有图案化区域,层次感强,并且还有不同颜色碰撞的视觉,外观效果丰富。在本技术实施方式中,皮质膜片10设置在壳体20的表面。
64.在本技术实施方式中,壳体20的材质可以但不限于为任何已知的可以用于电子设备壳体组件100的材料,如塑胶、玻璃、陶瓷、金属等。在本技术中,壳体20的厚度不受特别限制。具体的,壳体20的厚度可以但不限于为0.1mm-1mm,如0.2mm、0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm或0.9mm等。在本技术中,对壳体20具体形状和尺寸不作限定,可以根据实际需要进行选择和设计,例如壳体20的形状可以为2d形状、2.5d形状、3d形状等,壳体20可以但不限于为电子设备的后壳、中框等。
65.可以理解的,壳体20具有相对设置的内表面和外表面。在本技术一实施方式中,当壳体20为透明壳体时,皮质膜片10可以设置在壳体20的内表面,也可以设置在壳体20的外表面。在一实施例中,皮质膜片10可以设置在壳体20的内表面,第一皮革层11设置在透明层13和壳体20之间,使得壳体组件100具有皮革的视觉效果,以及具有颜色的图案化区域。在另一实施例中,皮质膜片10可以设置在壳体20的外表面,第二皮革层12设置在透明层13和壳体20之间,使得壳体组件100具有皮革的质感以及触感,还具有颜色的图案化区域。在本技术另一实施方式中,当壳体20为不透明壳体时,皮质膜片10设置在壳体20的外表面,第二皮革层12设置在透明层13和壳体20之间,以使得壳体组件100可以具有皮质膜片10的外观效果。在一实施例中,可以通过粘结剂将皮质膜片10设置在壳体20表面。
66.请参阅图12,为本技术一实施方式提供的壳体组件的外观示意图,其中通孔14为图形区域,从而在壳体组件100的表面形成了具有一定颜色的图形。请参阅图13,为本技术另一实施方式提供的壳体组件的外观示意图,其中通孔14为文字图案,从而在壳体组件100的表面形成了文字标识。通过设置皮质膜片10极大提升了壳体组件100的外观效果。
67.本技术还提供了一种电子设备,包括上述任一实施例的壳体组件100。可以理解的,电子设备可以但不限于为手机、平板电脑、笔记本电脑、手表、mp3、mp4、gps导航仪、数码相机等。下面以手机为例进行说明。请参阅图14,为本技术一实施方式提供的电子设备的结构示意图,电子设备包括壳体组件100和主板,具有上述壳体组件100的电子设备具有皮革质感,以及图案化区域和色彩拼接效果,极大提升了产品的竞争力,提高了用户体验。
68.以上对本技术实施方式所提供的内容进行了详细介绍,本文对本技术的原理及实施方式进行了阐述与说明,以上说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。