1.本实用新型涉及压气机生产设备领域,尤其是涉及一种压气机壳测漏打码一体机。
背景技术:
2.压气机是燃气涡轮发动机中利用告诉旋转的叶片给空气作功以提高空气压力的部件,压气机的外壳上开有气流的进口和出口和侧孔。
3.为了确保压气机壳的气密性,在生产过程中,通常需要使用测漏装置检测压气机壳是否漏气,然后再通过打码装置对其实现打码。
4.目前,测漏装置和打码装置通常是单独设置的,因此压气机壳测漏和打码的过程中需要实现两次拆装,导致工人的劳动强度较大。
技术实现要素:
5.为了减小工人的劳动强度,本技术提供一种压气机壳测漏打码一体机。
6.本技术提供的一种压气机壳测漏打码一体机采用如下的技术方案:
7.一种压气机壳测漏打码一体机,包括机体,打码装置和测漏装置均设置在所述机体内。
8.通过采用上述技术方案,将测漏装置和打码装置均设置在机体内,当测漏装置显示压气机壳的气密性良好时,打码装置可直接进行打码,以此减少了一次压气机壳拆装的过程,有利于降低人员的工作强度和节省生产成本。
9.可选的,所述测漏装置包括位于所述机体内且用于供压气机壳水平放置的底板、用于封堵出口的第一封堵组件、用于封堵进口和侧孔的第二封堵组件。
10.通过采用上述技术方案,工人将压气机壳放置在底板上,然后通过第一封堵组件和第二封堵组件对压气机壳的进口、出口、侧孔实现封堵,操作方便。
11.可选的,所述第一封堵组件包括设置在所述底板上的第一气缸,所述第一气缸的活塞杆连接有第一封堵块。
12.通过采用上述技术方案,当第一气缸的活塞杆伸出时,第一气缸的活塞杆带动第一分封堵块靠近并封堵压气机壳的出口,操作方便。
13.可选的,所述底板上设有高板,所述第二封堵组件包括设置在所述高板上的第二气缸,所述第二气缸的活塞杆上固定套设有用于封堵进口的第二封堵块,所述第二气缸的活塞杆上还固定套设有连接板,所述连接板上设置有用于封堵侧孔的气孔堵柱。
14.通过采用上述技术方案,当第二气缸的活塞杆伸出时,其活塞杆带动连接板和第二封堵块向下移动,第二封堵块封堵压气机壳的进口。同时连接板带动气孔堵柱向下移动并插入侧孔内,从而对侧孔实现了封堵,操作方便。
15.可选的,所述连接板上设置有导柱,所述导柱滑动穿过所述高板。
16.通过采用上述技术方案,导柱与高板的滑动穿设配合对第二封堵块和气孔堵柱的
运动起导向作用。
17.可选的,所述气孔堵柱包括柱体和设置于所述柱体下端的橡胶柱头。
18.通过采用上述技术方案,橡胶柱头由橡胶制成,能够发生形变,以此有利于提高气孔堵柱与侧孔之间的密封性能。
19.可选的,所述底板上设有呈环型的封气圈,压气机壳放置在所述封气圈上。
20.通过采用上述技术方案,当第二封堵块将压气机壳压紧在底板上时,封气圈发生形变,以此提高了底板与压气机壳之间的密封性能。
21.可选的,所述底板上开有呈环型的容纳槽,所述封气圈位于所述容纳槽内且与其紧贴。
22.通过采用上述技术方案,容纳槽对封气圈实现限位,减小了封气圈在底板上移动的可能性,有利于提高封气圈与底板之间的密封性能。
23.综上所述,本技术包括以下有益技术效果:将测漏装置和打码装置均设置在机体内,当测漏装置显示压气机壳的气密性良好时,打码装置可直接进行打码,以此减少了一次压气机壳拆装的过程,有利于降低人员的工作强度和节省生产成本。
附图说明
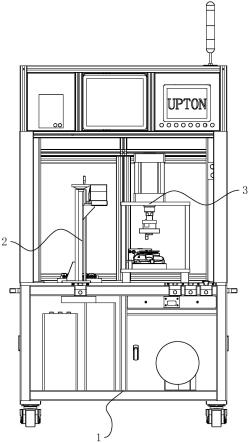
24.图1是本技术实施例的结构示意图。
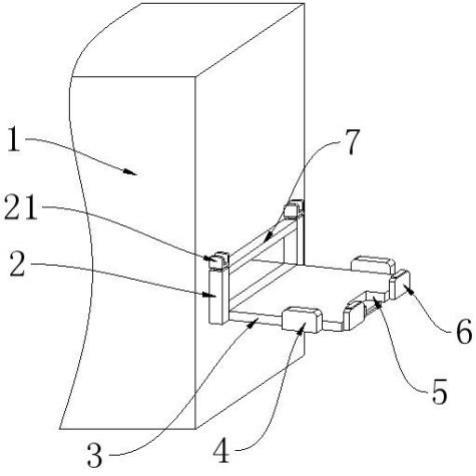
25.图2是本技术实施例中测漏装置的结构示意图。
26.附图标记说明:1、机体;2、打码装置;3、测漏装置;31、底板;311、容纳槽;32、第一气缸;33、第一封堵块;34、高板;35、第二气缸;36、第二封堵块;37、连接板;4、导柱;51、柱体;52、橡胶柱头;6、封气圈;7、支撑柱。
具体实施方式
27.以下结合附图1-2对本技术作进一步详细说明
28.本技术实施例公开一种压气机壳测漏打码一体机。参照图1,压气机壳测漏打码一体机包括机体1、打码装置2和测漏装置3,打码装置2和测漏装置3均设置在机体1内。
29.打码装置2直接采用现有技术中的打码机,工人能够对打码机进行调节,使得打码机的打码端头朝向测漏装置3。
30.打码装置2通过控制系统与测漏装置3实现联动,当测得压气机壳的气密性较好时,控制系统控制打码装置2对压气机壳实现打码。
31.当测得压气机壳存在漏气时,控制系统发出警报,以此对工人作出提醒。
32.参照图1和图2,测漏装置3包括水平放置于机体1内且用于供压气机壳水平放置的底板31、用于封堵出口的第一封堵组件、用于封堵进口和侧孔的第二封堵组件。
33.测漏时,压气机壳水平放置在底板31上,压气机壳的出口水平设置,压气机壳的进口和侧孔均朝向上设置。
34.底板31上设有呈环型的封气圈6,封气圈6由橡胶材料制成,能够发生形变。压气机壳放置在封气圈6上。封气圈6的设置有利于提高压气机壳与底板31之间的密封性能,进而减小了压气机壳与底板31之间漏气对测漏结果产生影响的可能性。
35.底板31上开有呈环型的容纳槽311,封气圈6位于容纳槽311内且与其紧贴,以此对
密封垫实现限位,减小了封气圈6在底板31上发生移动的可能性,有利于提高封气圈6与压气机壳之间的密封性能。
36.参照图1和图2,第一封堵组件包括设置在底板31上且位于压气机壳一侧的第一气缸32,第一气缸32的活塞杆水平设置且连接有第一封堵块33。当第一气缸32的活塞杆伸出时,第一封堵块33靠近并抵紧压气机壳的出口。
37.参照图1和图2,底板31的上方设有水平的高板34,高板34与底板31之间通过多个支撑柱7实现支撑。
38.第二封堵组件包括设置在高板34上的第二气缸35,第二气缸35的活塞杆穿过高板34并固定套设有第二封堵块36和连接板37,连接板37位于第二封堵块36的上方且水平设置。
39.第二封堵块36用于封堵压气机壳的进口,连接板37上还设置有竖向且用于封堵侧孔的气孔堵柱。
40.参照图1和图2,当第二气缸35的活塞杆伸出时,第二气缸35的活塞杆带动连接板37和第二封堵块36向下运动,以此第二封堵块36能够对压气机壳的进口实现封闭。
41.同时连接板37带动气孔堵柱向下运动,气孔堵柱插入侧孔内,以此对侧孔实现了封堵。
42.出口、进口和侧孔均封堵完成后,能够向压气机壳内充气,以此检测压气机壳的气密性。
43.参照图1和图2,气孔堵柱包括连接在连接板37上的柱体51和设置于柱体51下端的橡胶柱头52。橡胶柱头52由橡胶制成,能够发生形变,以此有利于提高橡胶柱头52与侧孔之间的密封性。
44.参照图1和图2,连接板37上设置有竖向的导柱4,导柱4滑动穿过高板34,高板34与导柱4之间设有直线轴承。导柱4的设置对第二气缸35活塞杆的伸出起导向作用,直线轴承有利于提高高板34与导柱4之间滑动穿设的顺畅性。
45.本技术实施例一种压气机壳测漏打码一体机的实施原理为:工人将压气机壳放置在封气圈6上,然后通过控制系统启动第一封堵组件和第二封堵组件,第一封堵块33封堵压气机壳的出口,第二封堵块36封堵压气机壳的进口,气孔堵柱封堵侧孔,之后便能对压气机壳进行漏气检测。当检测出压气机壳的气密性良好时,控制系统控制打码装置2进行打码,之后取下压气机壳。当检测出压气机壳的气密性存在问题时,控制系统直接发出警报提醒工作人员。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。