1.本实用新型涉及一种陶瓷产品的高压成型设备的模具锁定装置,属于陶瓷产品的生产设备技术领域。
背景技术:
2.陶瓷产品的高压成型设备中,一般采用液压系统来进行模具的开合,具体来说,模具上型包括上模具及其基板,重量一般可达3吨以上,模具上型的升降主要是通过外置的液压系统来完成。
3.在设备的维修或模具的日常维护过程中,需要将模具上型升至设备顶端,操作人员在进入模具上型与模具下型之间的空间进行操作。此时,主要靠液压系统对模具上型进行固定。但如若液压系统出现故障,则模具上型会掉下,很可能会导致严重的安全事故。
技术实现要素:
4.为解决上述技术问题,本实用新型一方面提供了一种陶瓷产品的高压成型设备的模具锁定装置,所述高压成型设备包括成型模具组合,所述成型模具组合包括相互配合的上模具件和下模具件;
5.所述上模具件包括上模具本体和与所述上模具本体的上表面固定连接的上基板;其中,
6.所述模具锁定装置包括至少一组锁定组件;
7.每一组锁定组件包括锁销、驱动所述锁销在水平方向往复运动的驱动件和向上支承所述锁销的锁销支承件;所述锁销具有在水平方向上的相对设置的固定端部和自由端部,所述固定端部与所述驱动件的输出端固定连接,所述自由端部与所述上基板上对应开设的第一销孔相配合。
8.优选的,所述驱动件为气缸,所述气缸的输出端通过连接件与所述锁销的固定端部固定连接。
9.优选的,每一组所述锁定组件中,所述上基板向上运动的终点位置的一旁侧,依次固定地设置所述锁销支承件和所述驱动件。
10.优选的,每一组所述锁定组件中,所述锁销支承件上开设有与所述锁销的自由端部配合的第二销孔;
11.当所述上基板位于向上运动的终点位置时,所述第二销孔位于所述第一销孔的外侧、且水平同轴的位置。
12.优选的,所述第一销孔开设于固定设置在所述上基板且竖直向上延伸的安装件内。
13.优选的,所述上基板的两侧对称地设置所述锁定组件。
14.本实用新型另一方面提供了一种陶瓷产品的高压成型设备,所述高压成型设备包括成型模具组合、液压装置和传感器,所述成型模具组合包括相互配合的上模具件和下模
具件;所述液压装置控制所述上模具件在竖直方向上的往复运动;所述传感器监测所述上模具件向上运动的终点位置,其中,所述高压成型设备还包括模具锁定装置,所述模具锁定装置采用上述的模具锁定装置。
15.本实用新型的陶瓷产品的高压成型设备的模具锁定装置,其包括至少一组锁定组件,每一组锁定组件包括锁销、驱动锁销在水平方向往复运动的驱动件和向上支承锁销的锁销支承件;当上模具件向上运动到终点位置时,驱动件驱动锁销水平移动直至锁销插入上基板上对应的第一销孔;锁销在锁销支承件的支承下,对上模具件进行支撑,从而将上模具件锁定在终点位置;即使液压装置失效,也能够有效防止上模具件掉落;当驱动件驱动锁销退出第一销孔,即解除对上模具件的锁定。
附图说明
16.图1为本实用新型实施例1的陶瓷产品的高压成型设备的模具锁定装置的剖视示意图;
17.图2为本实用新型实施例1的模具锁定装置的一组锁定组件的剖视示意图。
具体实施方式
18.以下将结合附图所示的具体实施方式对本实用新型进行详细描述。但这些实施方式并不限制本实用新型,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本实用新型的保护范围内。
19.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本实用新型将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。在图中相同的附图标记表示相同或类似的结构,因而将省略对它们的重复描述。
20.所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。在下面的描述中,提供许多具体细节从而给出对本实用新型的实施方式的充分理解。然而,本领域技术人员应意识到,没有特定细节中的一个或更多,或者采用其它的方法、组元、材料等,也可以实践本实用新型的技术方案。在某些情况下,不详细示出或描述公知结构、材料或者操作以避免模糊本实用新型。
21.实施例1
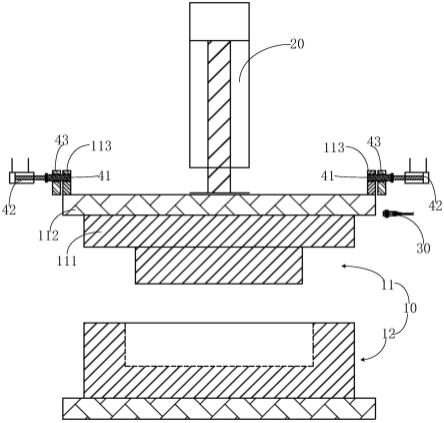
22.本实用新型的实施例1提供了一种陶瓷产品的高压成型设备的模具锁定装置;图1中示出了高压成型设备的部分结构。
23.如图1所示,高压成型设备包括成型模具组合10、液压装置20和传感器30,成型模具组合10包括相互配合的上模具件11和下模具件12;液压装置20控制上模具件11在竖直方向上的往复运动;传感器30监测上模具件11是否到达向上运动的终点位置。
24.液压装置20控制上模具件11竖直向上运动(例如开模时),当传感器30监测到上模具件11达到终点位置时,传感器30将信号传送至控制系统,控制系统即控制液压装置20停止工作,上模具件11停止上升,从而停在向上运动的终点位置。
25.上模具件11包括上模具本体111和与上模具本体111的上表面固定连接的上基板112。
26.在本实用新型的一个具体实施方案中,如图1和图2所示,高压成型设备还包括模具锁定装置40,模具锁定装置40包括至少一组锁定组件,每一组锁定组件包括锁销41、驱动锁销41在水平方向往复运动的驱动件42和向上支承锁销41的锁销支承件43;锁销41具有在水平方向上的相对设置的固定端部(图中未标注)和自由端部(图中未标注),固定端部与驱动件42的输出端固定连接,自由端部与上基板112上对应开设的第一销孔a相配合。
27.当上模具件11(上基板112)向上运动到终点位置时,控制系统开启驱动件42,驱动件42驱动锁销41水平移动直至锁销41插入上基板112上对应的第一销孔a;锁销41在锁销支承件43的支承下,对上模具件11进行支撑,从而将上模具件11锁定在终点位置;即使液压装置20失效,也能够有效防止上模具件11掉落;当驱动件42接收到控制系统发送的下降信号时,驱动件42驱动锁销41退出第一销孔a,解除对上模具件11的锁定,从而液压装置20可以控制上模具件11的竖直向下运动(例如合模时)。
28.如图1和图2所示,具体在本实施例中,驱动件42为气缸,气缸42的输出端(例如活塞杆)通过连接件44与锁销41的固定端部固定连接。
29.如图1所示,具体在本实施例中,每一组锁定组件中,上基板112向上运动的终点位置的一旁侧,依次固定地设置锁销支承件43和驱动件42。
30.如图2所示,具体在本实施例中,每一组锁定组件中,锁销支承件43上开设有与锁销41的自由端部配合的第二销孔b;当上基板112位于向上运动的终点位置时,第二销孔b位于第一销孔a的外侧、且水平同轴的位置。
31.如图1和图2所示,当上模具件11(上基板112)向上运动到终点位置时,控制系统开启驱动件42,驱动件42驱动锁销41水平移动,锁销41依次插入第二销孔b和第一销孔a。
32.如图2所示,具体在本实施例中,第一销孔a开设于固定设置在上基板112且竖直向上延伸的安装件113内。上基板112上设有与每一个锁销41配合的第一销孔a。
33.如图1所示,具体在本实施例中,为了能够有效锁定上模具件11,防止其坠落,上基板112的两侧对称地各设置一组锁定组件。
34.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
35.上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。