1.本实用新型涉及加工设备技术领域,尤其是涉及一种线束成型系统。
背景技术:
2.现有的新能源车的动力总成的定子绕线一般多采用圆铜线或扁铜线嵌线的方式,但圆铜线比较适合于高速电机,它在定子中的槽满率偏低,对电机功率密度的提升不利,扁铜线绕组虽然槽满率较高,但它导电均流差、集肤效应和邻近效应严重,影响电机效率。而现阶段的线束成型系统大多服务于圆铜线和扁铜线的生产成型,无法生产同时具有圆铜线和扁铜线优点的线束。
3.因此,急需提供一种线束成型系统,以在一定程度上解决现有技术中存在的问题。
技术实现要素:
4.本实用新型的目的在于提供一种线束成型系统,以在一定程度上优化线束成型系统,提高成型后的线束性能。
5.本实用新型提供的一种线束成型系统,生产用于电机定子槽的成型线束,包括输线机构、剥皮机构、收束机构以及压制机构;所述输线机构包括第一输线件和第二输线件,线缆依次穿过所述第一输线件和所述第二输线件,且所述剥皮机构位于所述第一输线件和所述第二输线件之间;所述收束机构位于所述第二输线件背离所述第一输线件的一侧,所述压制机构位于所述收束机构背离所述第二输线件的一侧,且所述压制机构具有与所述电机定子槽的形状相适配的压制空间;所述线缆通过所述收束机构汇聚形成线束,所述线束进入所述压制机构的所述压制空间压制成型。
6.其中,所述压制机构包括第一压块和第二压块;所述第一压块形成有第一压制部,所述第二压块形成第二压制部,所述第一压制部和所述第二压制部均沿所述线缆的运动方向延伸,且所述第一压制部与所述第二压制部组合形成与所述电机的定子槽形状相同的所述压制空间。
7.具体地,所述第二压制部内设有垫板,且所述垫板与所述第二压制部为可拆卸连接,以改变所述压制空间的截面的形状。
8.其中,所述压制机构包括第一压辊组件和第二压辊组件,所述第一压辊组件包括两个第一压辊,所述第二压辊组件包括两个第二压辊,且两个所述第一压辊和两个所述第二压辊相互错位设置,以形成所述压制空间。
9.具体地,本实用新型提供的线束成形系统,还包括抽送机构,所述抽送机构位于所述压制机构背离所述收束机构的一侧。
10.进一步地,本实用新型提供的线束成形系统,还包括剪裁机构,所述剪裁机构位于所述收束机构背离所述压制机构的一侧。
11.其中,本实用新型提供的线束成形系统,还包括导轨组件,所述导轨组件沿所述线束的运动方向延伸,所述压制机构设置于所述导轨组件上,且所述压制机构能够在所述导
轨组件上沿所述线束的运动方向往复运动。
12.具体地,所述第一输线件和所述第二输线件上均形成有多个沿所述线缆运动方向贯通所述第一输线件和所述第二输线件的导线孔,所述第一输线件的导线孔与所述第二输线件上的导线孔一一对应设置。
13.进一步地,本实用新型提供的线束成形系统,还包括涂胶机构,所述涂胶机构位于所述收束机构与所述压制机构之间。
14.更近一步地,本实用新型提供的线束成形系统,还包括加热组件,所述加热组件设置于所述压制机构内,以对所述压制机构进行加热。
15.相对于现有技术,本实用新型提供的线束成型系统具有以下优势:
16.本实用新型提供的线束成型系统,生产用于电机定子槽的成型线束,包括输线机构、剥皮机构、收束机构以及压制机构;输线机构包括第一输线件和第二输线件,线缆依次穿过第一输线件和第二输线件,且剥皮机构位于第一输线件和第二输线件之间;收束机构位于第二输线件背离第一输线件的一侧,压制机构位于收束机构背离第二输线件的一侧,且压制机构具有与电机定子槽的形状相适配的压制空间;线缆通过收束机构汇聚形成线束,线束进入压制机构的压制空间压制成型。
17.由此分析可知,通过将多根线缆依次穿过第一输线件和第二输线件,能够使多根线缆在第一输线件和第二输线件保持平行状态。而通过位于第一输线件和第二输线件之间的剥皮机构,能够同时将每根线缆的对应位置的绝缘外皮去除,从而在线缆由第二输线件穿出并通过收束机构合拢形成线束后,使线束的两端能够形成无绝缘外皮的连通段。
18.在线束压制时,连通段分别位于压制机构的两端,从而使压制机构仅对具有绝缘外皮的部分进行压制形成成型线束。由于本技术中压制机构具有与电机的定子槽的形状相适配的压制空间,因此,通过压制机构进行压制后形成的线束的截面形状与定子槽的形状相适配。因此,通过本技术提供的线束成型系统,既能够保证成型后线束中的线缆仍为平行状态,也能够使线束成型后的截面与电机的定子槽向适配,在提高了槽满率的同时,也能够使电流密度最大化。
附图说明
19.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
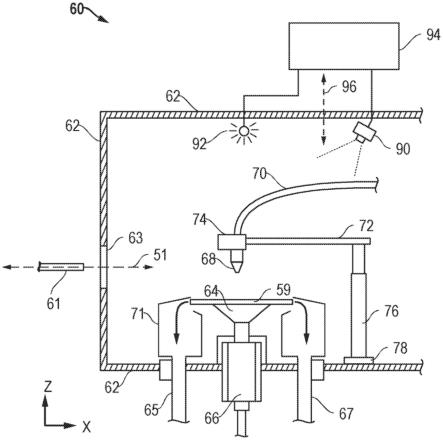
20.图1为本实用新型实施例提供的线束成型系统第一种实施方式的结构示意图;
21.图2为本实用新型实施例提供的线束成型系统中输线机构第二视角的结构示意图;
22.图3为本实用新型实施例提供的第一种实施方式中压制机构第二视角的结构示意图;
23.图4为本实用新型实施例提供的线束成型系统第二种实施方式的结构示意图;
24.图5为本实用新型实施例提供的第二种实施方式中压制机构第二视角的结构示意图。
25.图中:1-输线机构;101-第一输线件;102-第二输线件;103-导线孔;2-剥皮机构;3-收束机构;4-压制机构;401-压制空间;402-第一压块;4021-第一压制部;403-第二压块;4031-第二压制部;4032-垫板;404-第一压辊;405-第二压辊;406-加热组件;407-限位柱;5-线缆;6-线束;601-连通段;7-抽送机构;8-剪裁机构;9-涂胶机构。
具体实施方式
26.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
27.在本技术实施例的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
28.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
29.在本技术实施例的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“连通”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
30.如在此所使用的,术语“和/或”包括所列出的相关项中的任何一项和任何两项或更多项的任何组合。
31.为了易于描述,在这里可使用诸如“在
……
之上”、“上部”、“在
……
之下”和“下部”的空间关系术语,以描述如附图所示的一个元件与另一元件的关系。这样的空间关系术语意图除了包含在附图中所描绘的方位之外,还包含装置在使用或操作中的不同方位。
32.在此使用的术语仅用于描述各种示例,并非用于限制本公开。除非上下文另外清楚地指明,否则单数的形式也意图包括复数的形式。术语“包括”、“包含”和“具有”列举存在的所陈述的特征、数量、操作、构件、元件和/或它们的组合,但不排除存在或添加一个或更多个其他特征、数量、操作、构件、元件和/或它们的组合。
33.由于制造技术和/或公差,可出现附图中所示的形状的变化。因此,这里所描述的示例不限于附图中所示的特定形状,而是包括在制造期间出现的形状上的改变。
34.这里所描述的示例的特征可按照在理解本技术的公开内容之后将是显而易见的
各种方式进行组合。此外,尽管这里所描述的示例具有各种各样的构造,但是如在理解本技术的公开内容之后将显而易见的,其他构造是可能。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本技术要求的保护范围之内。
35.实施例1
36.如图1-图3所示,本实用新型提供一种线束6成型系统,生产用于电机定子槽的成型线束6,包括输线机构1、剥皮机构2、收束机构3以及压制机构4;输线机构1包括第一输线件101和第二输线件102,线缆5依次穿过第一输线件101和第二输线件102,且剥皮机构2位于第一输线件101和第二输线件102之间;收束机构3位于第二输线件102背离第一输线件101的一侧,压制机构4位于收束机构3背离第二输线件102的一侧,且压制机构4具有与电机定子槽的形状相适配的压制空间401;线缆5通过收束机构3汇聚形成线束6,线束6进入压制机构4的压制空间401压制成型。
37.相对于现有技术,本实用新型提供的线束6成型系统具有以下优势:
38.本实用新型提供的线束6成型系统,生产用于电机定子槽的成型线束6,如图2所示,本技术中的输线机构1上形成有多个平行设置的导线孔103,因此,通过将多根线缆5依次穿过第一输线件101和第二输线件102,能够使多根线缆5在第一输线件101和第二输线件102保持平行状态。
39.而通过位于第一输线件101和第二输线件102之间的剥皮机构2,能够同时将每根线缆5的对应位置的绝缘外皮去除,从而在线缆5由第二输线件102穿出并通过收束机构3合拢形成线束6后,使线束6的两端能够形成无绝缘外皮的连通段601。
40.在线束6压制时,连通段601分别位于压制机构4的两端,从而使压制机构4仅对具有绝缘外皮的部分进行压制形成成型线束6。由于本技术中压制机构4具有与电机的定子槽的形状相适配的压制空间401,因此,通过压制机构4进行压制后形成的线束6的截面形状能够在一定程度上与电机的定子槽的形状相适配,从而通过本技术提供的线束6成型系统,既能够保证成型后线束6中的线缆5仍为平行状态,也能够使线束6成型后的截面与电机的定子槽向适配,在提高了槽满率的同时,也能够使电流密度最大化。
41.此处需要补充说明的是,本技术中线缆5以圆铜线作为基材,通过输线机构1上多个平行设置的导线孔103实现平行排线,通过压制机构4形成的压制空间401将多根线缆5压制成与电机定子槽相匹配的线束6,从而能够达到扁线外形效果,既能够提高槽满率,也具备了圆形绕组的优点,得到最大化的电流密度,使线束6能够更适合于高速电机或高压电机的应用。
42.在此种实施方式中,如图1所示,压制机构4包括第一压块402和第二压块403;第一压块402形成有第一压制部4021,第二压块403形成第二压制部4031,第一压制部4021和第二压制部4031均沿线缆5的运动方向延伸,且第一压制部4021与第二压制部4031组合形成与电机的定子槽形状相同的压制空间401。
43.如图3所示,本技术中的第一压制部4021为形成于第一压块402上的压制凸起,第二压制部4031为形成于第二压块403上的压制凹槽,通过压制凸起和压制凹槽的配合实现对多根线缆5的压制成型。
44.而通过图3可知,本技术中压制凸起朝向压制凹槽的一面具有一定斜度,从而配合压制凹槽,形成对应定子槽形态的成型线束6。
45.优选地,如图3所示,第二压制部4031内设有垫板4032,且垫板4032与第二压制部4031为可拆卸连接,以改变压制空间401的截面的形状。
46.由于本技术中的垫板4032为可拆卸连接,因此,可选择性的与第一压制部4021配合使用。由图3中可知,本技术中的垫板4032朝向第一压制部4021的一侧同样具有倾斜面,从而配合第一压制部4021的斜面,能够增加压制空间401的形态。
47.此处需要补充说明的是,如图3所示,本技术中第一压块402或第二压块403上还设有沿竖直方向延伸的限位柱407,通过限位柱407能够使第一压块402和第二压块403之间形成稳定的压制空间401。
48.如图1所示,本技术提供的线束6成型系统,还包括抽送机构7,抽送机构7位于压制机构4背离收束机构3的一侧。
49.当线束6成型系统内设有抽送机构7时,压制机构4在线束6的移动方向上固定不动,线束6的运动仅通过抽送机构7实现。作业时,抽送机构7不断拉拽线束6,从而使线缆5由第一输线件101向第二输线件102移动,再经过收束机构3进入压制机构4,通过压制机构4的压制成型后,经过抽送机构7输出。
50.在此种实施方式中,可选地,还包括导轨组件(图中未示出),导轨组件沿线束6的运动方向延伸,压制机构4设置于导轨组件上,且压制机构4能够在导轨组件上沿线束6的运动方向往复运动,从而能够替代上述的抽送机构7,实现线束6在系统中的运动。
51.压制机构4在导轨组件上的往复运动可通过伸缩油缸、链轮链条、齿轮齿条或丝杆传动的方式实现,并且,通过可移动的压制机构4,在作业时可作为线束6移动的拉拽动力。
52.作业时,压制机构4将收束机构3收拢的线束6进行压制,且在压制过程中,压制机构4在导轨组件上向远离收束机构3的方向移动,从而能够使线束6在整体系统上进行前移。
53.当压制机构4移动到位后,第一压块402和第二压块403向互相远离的方向移动,从而释放线束6。之后向接近收束机构3的方向移动,并再次压紧线束6,向远离收束机构3的方向移动。循环往复实现多根线束6的压制成型。
54.此处需要进一步补充说明的是,本技术中的剥皮机构2可以采用激光、机械摩擦或化学腐蚀等方式实现线缆5绝缘外皮的剥除,且根据具体采用的方式,可设置与线缆5一一对应的剥皮机构2,也可设置一个剥皮机构2对应多根线缆5。通过剥皮机构2在对应位置剥除绝缘外皮,使线缆5形成线束6后,两端形成能够导电的连通段601。
55.实施例2
56.如图4结合图5所示,本技术提供了另一种实施方式,主要提供了另一种压制机构4。
57.在第二种实施方式中,压制机构4包括第一压辊404组件和第二压辊405组件,第一压辊404组件包括两个第一压辊404,第二压辊405组件包括两个第二压辊405,且两个第一压辊404和两个第二压辊405相互错位设置,以形成压制空间401。
58.此种实施方式实际上包括四个辊轮,如图5所示,四个辊轮相互错位设置,从而能够形成压制空间401,且压制空间401主要为呈矩形的压制空间401。
59.如图5所示,本技术中的四个辊轮两两相对错位设置,且第一压辊404的直径大于
第二压辊405的直径,通过两个第一压辊404的滚动,能够在压制线束6的同时,对线束6起到移动的作用,从而可不使用抽送装置。
60.可选地,如图1结合图4所示,在上述两种实施方式中,本实用新型提供的线束6成型系统,均包括剪裁机构8,剪裁机构8位于收束机构3背离压制机构4的一侧。当一段线束6完成压制后,通过剪裁机构8能够进行裁切,使成型线束6与待加工线束6分离。
61.优选地,如图1结合图4所述,通过在收束机构3与压制机构4之间设置的涂胶机构9,能够对聚拢后的线束6的绝缘外皮进行涂胶或浸漆处理,从而能够在一定程度上提升成型线束6中所包含的多根线缆5之间的连接强度,进而避免线束6出现松散的问题。
62.进一步优选地,如图1结合图4所示,本实用新型提供的线束6成型系统,还包括加热组件406,加热组件406设置于压制机构4内,以对压制机构4进行加热。
63.在第一种实施方式中,加热组件406可设置于第一压块402和/或第二压块403中,从而对第一压块402和第二压块403进行加热。而在第二种实施方式中,加热组件406可设置于任意一个第一压辊404中,也可设置于两个第一压辊404中。
64.通过设置的加热组件406,能够对压制机构4进行加热,当系统内设有涂胶机构9时,能够配合涂胶机构9进一步地对线束6进行固化处理,从而能够提升成型线束6的连接强度。
65.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。