用于在衬底加工期间进行自旋过程视频分析的系统和方法
1.本技术要求于2019年11月4日提交的名称为“systems and methods for spin process video analysis during substrate processing[用于在衬底加工期间进行自旋过程视频分析的系统和方法]”的美国临时专利申请号62/930,087的优先权;该美国临时专利申请的披露内容通过援引以其全文明确并入本文。本技术还要求于2019年11月14日提交的名称为“systems and methods for automated video analysis detection techniques for substrate process[用于衬底工艺的自动视频分析检测技术的系统和方法]”的美国临时专利申请号62/935,162的优先权;该美国临时专利申请的披露内容通过援引以其全文明确并入本文。本技术还要求于2020年1月6日提交的名称为“hardware improvements and methods for the analysis of spinning reflective substrates[用于分析自旋反射衬底的硬件改进和方法]”的美国临时专利申请号62/957,481的优先权;该美国临时专利申请的披露内容通过援引以其全文明确并入本文。
背景技术:
[0002]
本披露内容涉及衬底加工。具体地,本披露内容提供了一种用于监测衬底加工步骤的一个或多个特性的新颖系统和方法。在一个实施例中,当对半导体衬底进行加工时,可以利用本文披露的系统和方法。
[0003]
传统的衬底加工系统利用包括光致抗蚀剂涂覆、曝光、光致抗蚀剂显影和各种烘烤步骤的光刻工艺。这些步骤中所使用的材料和工艺都可能影响衬底上的膜厚度、关键尺寸目标、线粗糙度、均匀性等。随着衬底加工中几何尺寸持续缩小,在衬底上形成结构的技术挑战增加。
[0004]
在传统的衬底加工系统中,晶圆检查系统(wis)通常用于在执行一个或多个加工步骤之前或之后检查衬底(例如,半导体晶圆)。例如,在晶圆经受应用后烘烤(pab)程序以固化或硬化施加到晶圆表面的层或膜之后,传统的wis可以确定层或膜的膜厚度(ft)。在另一个示例中,传统的wis可以确定在晶圆被显影以形成结构之后在晶圆上形成的结构的关键尺寸(cd)。这种数据可以提供给先进工艺控制(apc)系统。apc系统可以使用统计和/或分析技术来处理从晶圆检查系统接收到的(多个)ft或cd值,并确定如何操纵加工工具上的工艺控制参数和/或输入以提高输出质量。例如,apc可以使用从wis确定的平均ft值来控制设置在衬底加工系统的液体加工系统(例如,涂覆单元或显影单元)内的自旋吸盘的速度。在另一个示例中,apc可以使用从wis确定的平均cd值来控制衬底加工系统的烘烤单元(例如,曝光后烘烤(peb)单元)中的温度。另外,大多数晶圆检查系统目前是作为衬底加工系统内的单独模块或联接到衬底加工系统的单独模块提供的。这增加了衬底加工系统的复杂性,并迫使apc系统成为反馈系统。
[0005]
已知如设备故障、材料滴落、不适当的臂移动等总加工设备偏移或故障会受到监测。一种用于监测涂覆模块中的总加工问题的方法是在加工系统的涂覆模块中包括相机。例如,涂覆模块包括可以用于识别被涂覆材料的滴落、不适当的分配臂移动等的自旋模块监视器(smm)相机。来自smm相机的图像可以在处理之后进行分析,以确定衬底是否经受了
这种工艺偏移或故障。
技术实现要素:
[0006]
本文披露了用于监测衬底的一个或多个特性的系统和方法的各种实施例。更具体地,本披露内容提供了利用相机图像来提供关于流体分配系统的特性的信息的各种实施例。
[0007]
在一个实施例中,衬底在流体分配系统内的位置可以通过使用流体分配系统中的相机来确定。更具体地,可以定位衬底的一个或多个边缘。在一个实施例中,边缘信息可以与其他信息组合,以确定衬底是否被正确地放置在流体分配系统内。例如,可以通过确定衬底边缘与系统内的固定物体之间的关系来获得关于系统内的衬底定心的数据。在一个实施例中,可以通过将衬底边缘与流体分配系统的杯形件进行比较来提取衬底定心信息。
[0008]
在另一个实施例中,可以通过分析相机图像来获得在流体分配系统内形成的水坑的特性。在一个实施例中,可以从相机图像中确定在衬底上形成的液体水坑的边缘。水坑边缘信息可以在各种分析技术中使用。在一种技术中,可以获得衬底的水坑覆盖百分比。在一个实施例中,可以获得减少抗蚀剂消耗(rrc)溶剂的覆盖百分比。在另一种技术中,可以分析水坑边缘以识别水坑形状的非理想性。
[0009]
在另一个实施例中,相机图像可以用于分析杯形件在流体分配系统内的位置。因为相机固定在流体分配系统内,所以可以从相机图像中获得杯形件位置的变化。可以执行对杯形件位置的识别以检测杯形件位置的偏离。这种偏离可能在例如更换杯形件之后发生。
[0010]
在流体分配系统内使用相机的一个实施例中,相机用于监测在旋涂步骤期间从衬底反射的光的强度。在旋涂衬底时随时间变化的反射强度可以用于监测和表征旋涂工艺。可以将随时间变化的反射强度与其他衬底进行比较,以识别衬底间的膜厚度变化。在一个实施例中,分析基于随时间变化的反射强度的峰值和/或谷值。
[0011]
在流体分配系统内使用相机的另一个实施例中,获得在旋涂衬底时随时间变化的反射光强度,并且执行信号处理技术以对决系统内的移动做出解释。在一个实施例中,信号处理有助于最小化由位于旋涂材料之下的衬底上的图案的移动引起的对光反射的影响。所利用的信号处理技术可以包括数据平滑、仅分析反射能量的特定波长、变换数据(在一个实施例中利用傅立叶变换)、和/或分析所收集的数据像素的子集。
[0012]
本文收集的相机图像数据可以与各种各样的其他数据组合,以便更好地监测、表征和/或控制衬底加工工艺流程。在一个示例中,相机图像数据可以与从wis收集的数据组合。在另一个实施例中,相机图像数据可以与从流体分配系统收集的其他数据组合。更进一步地,图像数据可以与其他数据组合,如与所分配液体的来源相关的数据(哪个液体源瓶、液体源的装瓶时间等)。
[0013]
根据一个实施例,提供了一种监测流体分配系统的一个或多个特性的方法。该方法包括在流体分配系统内提供衬底以及获得流体分配系统内的衬底的相机图像。该方法进一步包括从相机图像中确定衬底的至少一个边缘的位置。该方法还包括利用关于衬底的至少一个边缘的位置的信息来分析衬底在流体分配系统内的放置。
[0014]
在另一个实施例中,提供了一种监测流体分配系统的一个或多个特性的方法。该
方法包括在流体分配系统内提供衬底以及在衬底上形成液体水坑。该方法进一步包括获得在衬底上形成的水坑的相机图像。该方法还包括从水坑的相机图像中识别水坑的边缘。
[0015]
在另一个实施例中,提供了一种监测流体分配系统的一个或多个特性的方法。该方法包括在流体分配系统内提供杯形件以及获得流体分配系统内的杯形件的相机图像。该方法进一步包括从相机图像中确定杯形件的至少一个边缘的位置。该方法还包括利用关于杯形件的至少一个边缘的位置的信息来分析杯形件在流体分配系统内的放置。
[0016]
在另一个实施例中,提供了一种监测流体分配系统的一个或多个特性的方法。该方法包括在流体分配系统内提供衬底以及在衬底上旋涂材料。该方法进一步包括当在衬底上旋涂材料时利用相机来获得衬底随时间变化的图像数据。该方法还包括从图像数据中获得随时间变化的反射强度数据。该方法还包括利用随时间变化的反射强度数据来监测和/或表征衬底上的材料的旋涂。
[0017]
在另一个实施例中,提供了一种监测流体分配系统的一个或多个特性的方法。该方法包括在流体分配系统内提供衬底以及在衬底上旋涂材料。该方法进一步包括当在衬底上旋涂材料时利用相机来获得衬底随时间变化的图像数据。该方法还包括从图像数据中获得随时间变化的反射强度数据。该方法还包括对反射强度数据使用信号处理技术以对流体分配系统内的移动做出解释。
[0018]
在另一个实施例中,提供了一种监测、表征或控制衬底工艺流程的方法。该方法包括在流体分配系统内提供衬底。该方法还包括获得流体分配系统内的衬底的相机图像,该相机图像是静止图像或视频图像。该方法进一步包括从相机图像中收集图像数据。该方法还包括将图像数据与其他衬底工艺流程相关数据组合,以便监测、表征或控制衬底工艺流程。
附图说明
[0019]
通过参考以下结合附图的描述,可以获取对本发明及其优点的更透彻的理解,其中,相似的附图标记指示相似的特征。然而,应注意,这些附图仅展示了所披露的构思的示例性实施例,并且因此不被认为限制了范围,因为所披露的构思可以承认其他同等有效的实施例。
[0020]
图1是示例性流体分配系统。
[0021]
图2展示了图1的流体分配系统的示例性相机位置。
[0022]
图3a展示了图1的流体分配系统的示例性灯位置。
[0023]
图3b展示了针对波长假设的反射率与抗蚀剂厚度的曲线。
[0024]
图3c展示了光源、相机和衬底的物理放置关系。
[0025]
图3d展示了相机和光源的替代放置。
[0026]
图3e展示了针对不同像素选择的反射率强度与帧的曲线。
[0027]
图4a和图4b展示了衬底边缘与杯形件边缘之间的关系。
[0028]
图5展示了在衬底上形成的水坑。
[0029]
图6展示了分配在衬底上的流体的覆盖百分比与时间的关系。
[0030]
图7展示了衬底涂覆时的示例性反射光信号与时间的曲线。
[0031]
图8展示了七种不同衬底的衬底涂覆时的示例性反射光信号与时间的曲线。
[0032]
图9展示了图8的曲线的一部分的放大视图。
[0033]
图10展示了用于在流体分配系统中使用相机的示例性控制回路。
[0034]
图11展示了衬底涂覆时的反射光信号与时间的示例性平滑。
[0035]
图12a和图12b展示了从衬底涂覆时的示例性反射光信号中去除(多种)波长的示例性效果与时间的关系。
[0036]
图13展示了衬底涂覆时的反射光信号的傅立叶变换的效果与时间的关系。
[0037]
图14展示了示例性相机图像分析过程。
[0038]
图15展示了相机图像数据与其他过程数据的示例性组合。
[0039]
图16至图21展示了利用本文描述的技术的示例性方法。
具体实施方式
[0040]
本文描述的技术可以在各种各样的流体分配系统内使用。例如,示例性流体分配系统可以用于各种流体分配目的(例如,抗蚀剂涂覆单元、抗蚀剂显影单元或其他旋涂单元),在该流体分配系统内,流体被施加到衬底上以用于加工目的。应认识到,本文所示的流体分配系统仅仅是可以在其中应用本文描述的监测技术的加工系统的示例性实施例。因此,本文披露的技术可以应用于其他流体分配系统和/或其他加工单元。此外,这些流体分配系统可以是独立的单元,或者更多地集成在更大的系统中。例如,本文描述的流体分配系统可以集成在包括涂覆、显影、烘烤、检查、曝光等模块的更大系统内。
[0041]
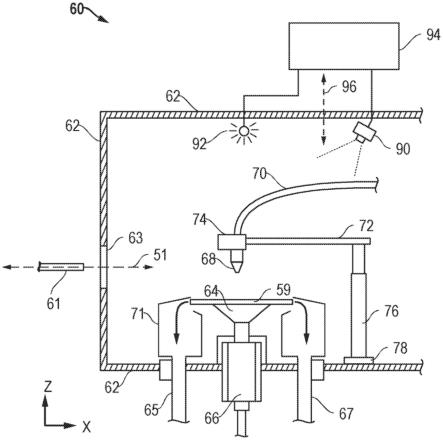
本文描述的流体分配系统可以用于使衬底经受各种各样的加工液体,这些加工液体可以是例如抗蚀剂涂覆单元、显影单元或其他流体分配系统(例如旋涂硬掩模单元、旋涂抗反射涂覆单元等)的一部分。如图1所示,流体分配系统60包括由室壁62界定的加工室。设置在室壁62内部的自旋吸盘64为衬底提供支撑,在一些实施例中,该衬底可以是半导体晶圆(w)。更具体地,自旋吸盘64具有水平上表面,在加工过程中衬底支撑在该水平上表面上。可以在自旋吸盘64的水平上表面中设置吸口(未示出),以利用吸力将衬底固定到自旋吸盘上。自旋吸盘64和自旋吸盘64所支撑的衬底可以由驱动机构66以可变的角速度旋转,该驱动机构可以是步进电机等。驱动机构66可以以各种角速度操作,以施加液体材料并使液体材料流到衬底上。
[0042]
喷嘴68适于以特定的速率将一种或多种液体溶液分配到衬底上,以将一个或多个层或膜施加到衬底的上表面上。可以施加到衬底表面的典型的层或膜包括但不限于成像层(例如,光致抗蚀剂)、显影液、外涂层(tc)阻挡层、外涂层抗反射(tarc)层、底部抗反射(barc)层、用于蚀刻停止的牺牲层和阻挡层(硬掩模)等。喷嘴68通过液体供应管线70联接到液体供应单元(未示出)。在一些实施例中,喷嘴68可以通过喷嘴固持器74附接到喷嘴扫描臂72的前端。喷嘴扫描臂72安装在竖直支撑构件76的上端部,该竖直支撑构件可在导轨78上沿一个方向(例如,沿y方向)水平移动。尽管图5a中未示出,但是驱动机构(未示出)可以联接到喷嘴扫描臂72、竖直支撑构件76或导轨78以使喷嘴68在y方向上移动。其他机构(也未示出)可以用于使喷嘴68在z方向和/或x方向上移动。将认识到,本文描述的特定分配机构和臂机构以及移动仅仅是示例性的,因为各种各样的分配技术在本领域中是众所周知的。
[0043]
提供了杯形件71以捕获和收集由于自旋吸盘64在旋转期间产生的离心力而从衬
底喷出的大部分液体材料。自旋吸盘64支撑衬底并使衬底相对于固定的杯形件71围绕其中心法线轴旋转(即,自旋)。从衬底59喷出并由杯形件71收集的液体材料经由排放管线65和排放单元(未示出)排放。在一些实施例中,排气管线67以及如真空泵或其他负压产生设备等排气单元(未示出)也可以用于从杯形件71内部的加工空间中去除气态物质(包括但不限于在加工期间从衬底层释放的蒸汽)。
[0044]
自旋吸盘64和驱动机构66可以设置在杯形件71中的开口内。在一些实施例中,可以在驱动机构66内提供如气缸和上下引导单元等提升机构,使得自旋吸盘64可以相对于室壁62竖直地移动。衬底可以由加工臂61通过流体分配系统60的装载/卸载开口63沿图1所示的方向51输送到自旋吸盘64。加工臂61可以形成流体分配系统60的一部分,或者可以是用于与其他工艺设备相互作用的独立衬底传输机构(未示出)的一部分。在一些实施例中,加工臂61可以包括在较大系统的用于在较大系统的各种工艺模块之间传输衬底的主臂机构内。在其他实施例中,加工臂61可以包括在其他衬底加工系统内。在一些实施例中,提升机构可以向上提升驱动机构66和/或自旋吸盘64以接收衬底。替代性地,杯形件71可以被配置为上下移动,或者可以被配置为分离和加宽,以允许衬底被放置在自旋吸盘64上。
[0045]
注意,图1所示的流体分配系统60仅仅是可以在其中使用本文描述的监测技术的一个示例加工系统。因此,流体分配系统60并不意味着是限制性的,而是仅仅代表可以在其中利用本文描述的监测技术的一个示例加工系统。进一步地,尽管参考用于加工衬底(在一些实施例中,衬底可以是半导体晶圆)的系统描述了流体分配系统60,但是将认识到,在加工其他类型的衬底时也可以利用本文描述的技术。因此,将认识到,本文描述的监测技术可以在各种不同的将液体溶液施加到衬底的衬底加工系统内使用。
[0046]
如图1所示,流体分配系统60还包括光源92和相机90。如本文所使用的,“相机”可以简单地指相机,或者可以是包括相机和其他电子设备的更复杂的系统。相机90可以用于监测流体分配和涂覆过程,如下文更详细描述的。图1中所示的光源92和相机90的位置仅仅是示例性的,并且同样可以利用各种各样的其他位置来允许相机90监测衬底表面的状况。图2和图3提供了流体分配系统60的简化俯视图(不包括图1的许多细节),以便更好地展示相机90和光源92的示例性位置。然而,将认识到,这些位置仅仅是示例性的,并且可以利用其他位置。如图2和图3所示,衬底59设置在加工室的具有装载/卸载开口63的室壁62内。图2展示了用于将相机90定位在衬底上方的加工室的上部区域中的示例性位置。更具体地,图2展示了用于定位相机90的示例性相机位置201、202、203、204、205、206和207。图3a展示了用于将光源92定位在衬底上方的加工室的上部区域中的示例性位置。更具体地,图3a展示了用于定位光源92的示例性光源位置301、302、303、304、305、306和307。将再次认识到,相机和光源的这种位置仅仅是示例性的,并且可以利用其他位置。
[0047]
利用相机对流体分配过程进行的分析可以包括分析和处理从流体分配过程中获得的图像的各种不同的技术。这些技术可以包括分析静态图像和/或分析从相机获得的视频图像。对流体分配过程的监测和获得的图像可以用于实时分析/控制和/或后处理分析。这种图像分析可以提供在其他方面可能不可用的硬件和过程反馈,并且可以提供改进和优化。图像记录是可以对每个衬底进行的高效的数据收集方法。图像分析可以用于确定和/或控制各种变量,包括膜厚度、关键尺寸、膜均匀性等。为了高效和准确地分析收集到的图像,自动化技术可能是期望的。
[0048]
用于监测旋涂工艺的硬件可以以更多种方式进行优化,以便提供关于在衬底上形成的膜的更准确的信息。更具体地,如下所述,可以组合或单独地利用各种各样的硬件相关技术来改进使用相机系统进行的数据收集。这些硬件技术可以包括对光源92进行改进、对相机90的传感器进行改进、将光源92与相机90的物理取向进行关联、选择图像的特定像素以进行分析、以及将相机帧速率与衬底的旋转速度进行关联。
[0049]
硬件的优化可以解决在旋涂工艺期间使用光学传感器时出现的各种问题。在旋涂工艺中,当涂覆的膜减薄到其最终涂层厚度时,可以在视觉上观察到晶圆上的颜色变化。这些颜色变化是由于薄膜干涉反射率效应而引起的。例如,当在衬底上涂覆抗蚀剂层时,这些薄膜干涉反射率效应是抗蚀剂/空气反射光波与抗蚀剂/衬底反射光波的效应。由于不同波长的干涉发生在不同的膜厚度上,因此可以利用具有干涉效应的波长(以及因此颜色)的变化来监测膜厚度的变化。
[0050]
例如,图3b展示了膜在自旋期间变薄时对反射率的影响。注意,在图3b中,x轴表示抗蚀剂厚度并且y轴表示堆叠反射率。如图3b所示,展示了具有三种不同波长假设的三个不同示例性过程的反射率变化。更具体地,曲线405、曲线408和曲线415展示了模拟中高斯分布光源假设的不同中心波长假设。在模拟中,确定了给定膜厚度假设下的反射率。
[0051]
然而,根据所涉及的膜厚度和底层衬底状况和材料,对反射信号的检测、辨别、分析和关联可能难以进行。例如,对于典型的抗蚀剂/衬底折射率关系,穿过抗蚀剂膜的光程长度(其等于光波长除以材料折射率的一半)将与从空气/材料表面反射的相同波长的光发生相长干涉,并且在光程长度等于光波长除以材料折射率的四分之一的情况下将与相同的光发生相消干涉。随着材料厚度减小,会发生相长干涉的光的(多个)波长发生变化,并且因此导致通过观察相机(或传感器)看到的可见光谱颜色(或强度)的振荡。然而,对于可能具有很大光谱范围的一些led光源,这意味着存在最大公倍数厚度关系发生在同时发生相长干涉的两个截然不同的波长之间的情况,这混合了通过相机看到的颜色响应并导致信号丢失。
[0052]
光源和相机的物理位置一起优化。更具体地,在收集反射率信号时,可以通过确保将离开衬底的光源的0阶反射收集到光学传感器(例如相机)中来最大化反射率信号强度。这样做还减轻了在其他传感器/光源取向关系中经历的其他效应,如来自底层高反射光栅的光衍射效应。为了确保和最大化反射率信号,可以调整光源和相机的物理位置。具体地,可能希望1)保持光源和光学传感器与参考平面(平行于衬底平面)的类似角度,2)保持光源与衬底中心以及衬底中心与光学传感器的类似距离关系,以及3)使光学传感器与光源成180度对角定位。展示这些概念的示例性位置在图5和图6中示出。如图3c所示,光源92和相机90相对于衬底59放置。可以选择光源92和相机90的位置,使得图中的入射角505和入射角510类似。在一个实施例中,入射角彼此在20度以内,在更优选的实施例中在10度以内,并且在甚至更优选的实施例中是大致相同的。进一步地,从光源92到衬底59的中心的距离可以是d,并且从相机90到衬底59的中心的距离可以是相同的距离d,如图3c所示。在一个实施例中,距离可以彼此在10%以内,并且在另一个实施例中为5%,并且在更优选的实施例中是基本相同的。
[0053]
进一步地,如图3d所示,可能期望光源92和相机90彼此相对定位。在一个实施例中,光源92和相机90彼此基本上成180度对角线,并且在另一个实施例中位于彼此成180度
对角线的10度内,并且在另一个实施例中位于彼此成180度对角线的20度内。注意,越接近于成180度对角线,通常提供的结果就越好。图3d展示了提供这种对角线关系的两种示例性位置配对。例如,相机90可以放置在位置605a处,并且光源92可以放置在位置605b处。这种位置配对提供了期望的180度关系。同样,可以为光源92和相机90选择替代位置610a和610b。
[0054]
将认识到,图3c和图3d的布置仅仅是用于提供上述角度和距离益处的示例性位置,并且可以选择其他位置来实现相同的角度和距离结果。
[0055]
在一个实施例中,对在衬底的帧中从其收集数据的像素执行特定选择。例如,所有表示衬底的像素都可以用于像素平均化相机的像素吸收性质中的任何微小差异以及图像噪声源(振动、移动臂、光源强度的轻微变化、外部涂层杯形件光环境等)。然而,可能不期望包括图像噪声源。此外,使用所有像素将包括表示非0阶反射的像素。然而,仅使用像素子集可以解决这些问题并提供更准确的数据。例如,如果光源/光谱范围与相机吸收性质不一致(例如,光源的光谱尾部是唯一被相机吸收的东西),则对来自衬底的所有像素进行平均会导致信号丢失。解决这一问题并重新获得信号的一种方法是,将所选像素限制为仅位于和/或靠近相机帧中光源的可观察主反射的那些像素。位于和/或靠近相机帧中光源的可观察主反射的这些像素表示最能表示光源的0阶反射的像素。类似地,仅选择像素子集可以允许排除基于区域的噪声源。因此,使用所选像素子集可以提供改善的信号,从该信号中可以提取关于衬底状况的数据。像素子集可能被限制的区域大小可能高度依赖于所利用的光源和相机组合。
[0056]
图3e展示了仅选择像素子集进行分析的示例性效果。如图3e所示,从相机数据随时间获得(因此,x轴是随时间收集的)一系列帧的平均灰度强度的曲线(在去除平均帧后,从分配开始到加工结束)。曲线705表示从相机收集的整个图像上获得的强度。曲线710表示当数据限于与衬底相对应的区域时获得的强度。可以看出,对于这两个曲线,噪声源和大范围的反射提供了大面积的噪声,其中信号在许多帧上失去了其循环性质。曲线715和曲线720是仅分析衬底的像素子集的曲线。像素子集可能从中被限制的区域大小可能高度依赖于所利用的光源和相机组合。例如,当使用850nm的ir led光源和具有集成的ir滤光器的第一相机时,可能期望极端的像素掩蔽狭窄地选择光源上的反射位置,例如将像素限制为与衬底区域相对应的像素的10%或甚至5%或更少。然而,在利用不具有ir带通滤光器的不同相机(cmos相机)和850nm的ir led源的另一个实施例中,像素掩蔽可能与前面示例的水平不同以提供对反射信号的确定(尽管掩蔽可能仍然会增加检测到的信号的振幅)。例如,可以仅利用与衬底区域相对应的像素的大约一半的像素掩蔽。从曲线可以看出,像素子集的使用提供了具有更好噪声特性的信号。
[0057]
本文描述的技术不限于特定相机和光源类型。相机可以是被设计成从图像中捕捉和/或存储数据的各种类型的相机中的任何一种。相机可以收集静止图像和/或视频图像。可以利用各种各样的相机,包括但不限于电荷耦合器件(ccd)图像传感器相机、互补金属氧化物半导体(cmos)图像传感器相机、n型金属氧化物半导体(nmos)图像传感器相机、砷化铟镓(ingaas)图像传感器相机、铟锑(insb)图像传感器相机等。光源通常可以是可见光谱或更长光谱的光源。例如,可见光谱、近红外(nir)、短波红外(swir)和中红外(mir)中的光源是示例性光源。在一个实施例中,可以利用可见光谱中的琥珀色光源。在另一个实施例中,
利用红外(ir)光源。在又其他实施例中,可以利用多光谱光源。将认识到,许多相机可以包括阻挡ir光谱的集成滤光器。如果期望进行ir光谱分析,则可能不期望使用这种滤光器。
[0058]
如上所述,通过在流体分配系统中利用相机,可以实现对流体分配过程的各种不同变量和状况的监测。各种监测技术如下所述。将认识到,这些技术不需要一起使用,而是可以单独使用。替代性地,可以组合这些技术中的一些或所有技术以进行更彻底的监测。
[0059]
衬底边缘检测、水坑监测和杯形件监测
[0060]
在流体分配系统内使用相机可以包括与衬底边缘检测、水坑监测和杯形件监测相关的使用。
[0061]
在一个实施例中,衬底在流体分配系统内的位置可以通过使用流体分配系统中的相机来确定。更具体地,可以定位衬底的一个或多个边缘。在一个实施例中,边缘信息可以与其他信息组合,以确定衬底是否被正确地放置在流体分配系统内。例如,可以通过确定衬底边缘与系统内的固定物体之间的关系来获得关于系统内的衬底定心的数据。在一个实施例中,可以通过将衬底边缘与流体分配系统的杯形件进行比较来提取衬底定心信息。
[0062]
在另一个实施例中,可以通过分析相机图像来获得在流体分配系统内形成的水坑的特性。在一个实施例中,可以从相机图像中确定在衬底上形成的液体水坑的边缘。水坑边缘信息可以在各种分析技术中使用。在一种技术中,可以获得衬底的水坑覆盖百分比。在一个实施例中,可以获得减少抗蚀剂消耗(rrc)溶剂的覆盖百分比。在另一种技术中,可以分析水坑边缘以识别水坑形状的非理想性。
[0063]
在另一个实施例中,相机图像可以用于分析杯形件在流体分配系统内的位置。因为相机固定在流体分配系统内,所以可以从相机图像中获得杯形件位置的变化。可以执行对杯形件位置的识别以检测杯形件位置的偏离。这种偏离可能在例如更换杯形件之后发生。
[0064]
在衬底边缘检测、水坑监测和杯形件监测技术的第一实施例中,经由相机进行监测可以用于确定衬底的边缘。这种监测的一个用途是确定衬底的定心。例如,因为相机和流体分配系统60的其他元件(例如杯形件71)可以是固定物体,所以衬底与其他元件(例如杯形件边缘)的关系可以用于提取指示衬底在流体分配系统60内的正确放置的定心信息。
[0065]
例如,如果衬底可以由自旋吸盘64上方的加工臂61输送。自旋吸盘64内的销系统可以上升以接收自旋吸盘64上的衬底下方的衬底。在将衬底降低到自旋吸盘64的过程中,可以利用相机来确定衬底59与流体分配系统60的固定点(如杯形件71的前边缘)的关系以及衬底与杯形件71的后边缘的关系,以在实时输送每个衬底时获得衬底定心信息。在检测到这种关系的偏差后,系统可以发出关于潜在衬底放置误差的警报和/或可以向加工臂61提供放置错误的反馈以促使校正。
[0066]
图4a和图4b展示了可以检测到的衬底59的边缘400与杯形件71之间的关系。例如,图4a展示了具有直接放置在衬底59上方的相机的系统的示例图像。如图4a所示,通过利用相机来检测衬底59的边缘400,可以确定衬底59相对于杯形件71的位置。更具体地,可以检测到边缘400与杯形件71之间的一个或多个距离,例如图片中所示的距离402、403和404。对边缘和杯形件71的相对位置的检测可以用于确定衬底的定心。图4b展示了可以从具有相机的系统获得的示例图像,该相机位于衬底59上方但在该衬底的侧面。同样,可以利用图像来检测衬底59的边缘400相对于杯形件71的相对位置,如一个或多个示例距离410、411、412和
413所示。因此,可以再次获得衬底的定心信息。
[0067]
在衬底边缘检测、水坑监测和杯形件监测技术的第二实施例中,可以检测到关于在衬底上形成的液体水坑的信息。更具体地,旋涂工艺中使用的常见技术是在液体材料的衬底上形成水坑(通常在自旋之前或在低速自旋开始时)。在一个实施例中,被分配以形成水坑的液体材料可以是涂覆材料(例如光致抗蚀剂)。在另一个实施例中,经由水坑形成的材料可以是在涂覆材料之前施加到衬底以便改变要涂覆的衬底的表面能的溶剂预湿材料。在一个示例中,预湿材料可以用于提供更容易润湿性以消耗更少涂覆材料的目的。这种预湿材料的一个众所周知的示例是减少抗蚀剂消耗(rrc)溶剂。
[0068]
通过利用相机视频监测,可以获得关于引入的衬底的表面能状态的有用信息。例如,通过用相机90检测衬底的边缘和搅拌材料的水坑流的程度(例如rrc溶剂水坑),可以检测到材料的衬底覆盖百分比。例如,可以将被rrc溶剂水坑覆盖的像素的数量与和衬底相关联的像素的总数进行比较,并且可以在rrc溶剂旋涂步骤开始之前计算覆盖百分比。通过将衬底覆盖百分比与来自其他衬底的相同衬底加工步骤的衬底覆盖百分比的先前结果进行比较(或者与期望的基线结果进行比较),可以识别对衬底表面状况变化的检测。替代性地,可以随时间收集rrc水坑形成期间覆盖状态的动态测量数据,并再次与先前结果或预期基线结果进行比较。因此,使用比较来分析水坑的晶圆覆盖百分比可以用于确定衬底表面状况是类似于预期结果还是与所预期的不同。可以收集这种信息并用于表征、控制、评估和/或监测衬底工艺流程中的加工。
[0069]
在衬底边缘检测、水坑监测和杯形件监测技术的第三实施例中,分析形成的水坑可以更一般地用于评估旋涂工艺和/或要涂覆的衬底的状态。因此,例如,可以通过考虑水坑监测的结果来分析旋涂工艺中将受衬底的表面能的变化影响的任何材料。因此,例如,如所讨论的,水坑分析可以反映润湿性和相关联的材料消耗。然而,更一般的过程故障检测也可以通过利用相机监测评估水坑形成来执行。因此,在搅拌过程中可以监测各种旋涂材料。这种监测可以在静态分配(在分配期间不旋转)期间进行。在其他实施例中,可以在分配步骤的较低每分钟转数(rpm)条件下进行监测。收集到的关于形成的水坑的程度的信息提供了关于引入的衬底的表面能状态的有用工艺信息。通过使用边缘寻找算法,可以得知在材料浇铸步骤之前形成的静态分配水坑的晶圆覆盖百分比(被材料覆盖的像素的数量/与晶圆相关联的像素的总数)。使用与来自相同衬底工艺流程的晶圆覆盖百分比的先前结果(或基线结果)的比较可以用于判断衬底状况是类似的还是已经改变。替代性地,可以检测通过分配和浇铸(取决于粘度)的覆盖状态的动态测量,并将其用于过程监测和/或控制加工期间的各种变量。进一步地,作为时间的函数的水坑形成覆盖百分比还可以用于与来自相同衬底工艺流程的先前结果进行比较,以确定衬底状况是类似于所预期的还是与所预期的不同。
[0070]
上文所讨论的衬底边缘检测、水坑监测和杯形件监测技术的第二和第三实施例可以将输入参数提供给先进工艺控制器或工艺控制计算机系统,以潜在地为故障检测提供有价值的信息。例如,可以标记各种不同的工艺故障,包括例如但不限于识别较差的粘附状况、识别粘附材料的退化、识别引入的衬底状况变化以及识别表面处理材料(例如,定向自组装(dsa)光刻应用中的刷材料)的范围/质量。
[0071]
在利用相机90的一个分析实施例中,当在衬底上检测流体时,可以检测到流体的
边缘。在一个示例中,检测到的边缘可以是在使衬底自旋之前通过分配形成的原始水坑。在另一个实施例中,当边缘在自旋期间扩散时,边缘可以表示水坑。图5展示了在具有边缘400的衬底59上形成的水坑500的示例图像。将认识到,尽管图5展示了中心顶部相机图像,但是该图像可以从各种各样的相机布置中的任何一种相机布置获得。还将理解,水坑500可以由沉积在衬底上以形成水坑的各种各样的材料中的任何一种材料形成。可以分析获得的图像以检测强度、颜色和/或灰度差异或跨衬底的强度、颜色或灰度的梯度差异,从而确定沉积在衬底上的材料的水坑500的边缘。所述差异可以是暴露的衬底区域与被水坑覆盖的衬底区域之间的差异。可以利用该信息来确定沉积在衬底上的材料的水坑500的边缘。可以根据这种图像分析来计算水坑的覆盖百分比。可以对一个静态图像执行图像分析(例如在分配之后但紧接在自旋之前)。替代性地,例如通过分析视频或多个静止图像(包括在衬底的自旋期间获得的图像),可以在一段时间内动态地进行对水坑的图像分析。因此,例如,如图6所示,可以绘制覆盖百分比相对于时间的图,如曲线600所示。在一个实施例中,可以收集从刚好在分配之前到在自旋之前完成分配的水坑分析数据。在另一个实施例中,甚至在衬底的自旋期间也可以对水坑进行分析。对于自旋期间发生的分析,可能需要更高分辨率的相机,因为随着沉积的材料由于自旋而变薄,跨衬底的差异将变得更加细微并且更加难以检测。
[0072]
分配边缘检测提供了一种用于分析分配方案和相关联的随时间变化的流体覆盖率的方法。在流体被施加到衬底的过程中,衬底可以自旋以向外移动流体来覆盖衬底。衬底的自旋可以发生在流体分配开始之前、期间或之后,并且可以改变衬底在整个方案中的自旋的速度。随着衬底自旋,分配边缘检测技术提供了一种用于测量在任何时间点覆盖多少衬底的方法。对分配边缘的检测也可以用于向流体分配系统提供反馈,并且帮助确定分配过程的有效性。
[0073]
分配边缘检测技术可以使用多种检测和数据处理方法,包括一些用于检测分配开始帧的方法。在一个实施例中,首先识别分配方案并确定要用于分析的适当帧。例如,为了找到方案的开始,可以如上所述检测臂到视场中的移动、朝向衬底的向下移动、以及向下移动的结束。一旦检测到向下移动的结束,就可以基于最大强度变化使用预定像素集合来搜索衬底上的初始分配。
[0074]
从开始在衬底上分配流体开始,衬底上流体的初始轮廓和外边缘可以通过分析衬底上强度随时间的变化来找到。一旦找到分配的外边缘,就可以拟合形状,以基于相机角度来跟踪整个方案中向外的移动(例如,如果相机位于流体分配系统的角落中,则衬底上的圆形流体水坑将不会有圆形的图像图案)。类似于一系列具有不同半径的圆,先前确定形状的多次迭代可以从初始分配向外移动到晶圆的边缘进行拟合。然后,可以确定哪些像素落入形状的给定迭代内,但不在任何其他迭代内。然后,对于检测到分配后方案中的每一帧,可以在每次形状迭代内为每个像素集合计算强度。在一个实施例中,为每一帧计算强度差,并且可以使用可能的阈值或滤波器来忽略某些强度差。对于根据强度差计算的像素集合,接下来确定这些像素中的每个像素落入哪个形状迭代内。这然后可以用于检测方案中当前帧的分配边缘。一旦检测到方案中的每一帧的边缘,就可以计算针对每一帧检测到的每个水坑内的像素数量。另外,可以计算每个边缘内的像素数量与衬底内的总像素数量的比率。该计算提供了对整个方案中衬底的覆盖和覆盖变化率的深入了解。将认识到,也可以利用其
他计算来表征衬底上的流体的边缘。分析可以包括对整个图像帧的分析,或者仅包括对图像帧的像素子集(例如,在实际流体分配期间预期存在分配流体的像素)的分析。
[0075]
因此,用于跟踪水坑边缘的工作流程的一个示例性实施例可以如下。首先,确定要从相机数据中分析的适当帧。该确定可以基于如上所述的硬件移动检测和/或对分配开始的检测。因此,分析可以集中在时间上接近水坑形成的相关帧上。第二,初始分配边缘的外边缘是基于给定像素集合的强度差来确定的。第三,基于相机角度,形状与初始分配水坑边缘拟合。该形状然后用于跟踪整个方案中的水坑边缘。第四,在整个方案中,形状的多次迭代与当前帧拟合,从拟合前一帧的形状向外移动到衬底的边缘。例如,如果圆与初始水坑拟合,则每个圆的半径都比前一个圆稍大的多个圆将与当前帧拟合。第五,计算每一帧的差异,并且从落入形状的多次迭代的给定环或区域内的最大数量的点中找到边缘。在一个实施例中,可以在强度差分析之前应用数据过滤,以便限制需要处理的数据量。如果不进行过滤,现有的数据量会增加拟合数据的难度。此外,在一个实施例中,仅执行水坑最外面的数据点的拟合,以进一步增强计算的准确度和速度。另外,数据点和形状的过滤可以进一步基于对先前帧的跟踪拟合和水坑随时间的膨胀率。
[0076]
在衬底边缘检测、水坑监测和杯形件监测技术的第四实施例中,相机90可以用于评估抗蚀剂顶部上的导致显著宏观缺陷的显影液的润湿性问题。例如,可以检测到显影液回调。在该分析中,可以利用相机监测来检测显影液的水坑边缘。例如,边缘寻找算法可以在显影水坑中寻找任何非理想性。这种非理想性可以是,例如但不限于,衬底上的随机回调区域、随着显影剂水坑扩展在边缘处的水坑指进等。在确定水坑形成中的非理想性后,系统可以发出警报。在一个实施例中,警报可以用于指示潜在的衬底放置错误。在一些实施例中,潜在衬底放置错误的警报可以用于向机械臂提供放置错误的反馈以进行放置校正。
[0077]
在衬底边缘检测、水坑监测和杯形件监测技术的第五实施例中,利用了相机90是由室壁62界定的加工室内的视频场景内的固定物体的事实。在理解相机90固定的情况下,杯形件71的边缘在x和y切面中的关系可以用于提取杯形件位置信息。因此,通过在由相机检测到的图像的x(和/或y)中截取切面,可以根据强度、颜色和/或灰度差异或强度、颜色或灰度的梯度差异识别杯形件位置(即识别杯形件71在图像帧内的位置)。这种杯形件位置检测可以在存在或不存在衬底的情况下从相机图像执行。优选地,当臂移动不影响切面信号时,可以在工艺程序中的时间点捕获图像。检测到的杯形件位置可以用于监测,并且系统可以寻找杯形件位置的偏离。然后,当检测到偏离预期的杯形件位置时,可以在系统内提供警报。例如,在更换杯形件之后,可能会检测到由于使用了错误的杯形件或者杯形件放置偏离了预期的基线(例如,杯形件在更换期间没有正确地放置)而引起的偏离。在这种情况下,可能会生成警报。此外,如果杯形件在系统使用期间随着时间推移而移动,则可能会生成警报。
[0078]
如图1所示,控制器94可以联接到流体分配系统60(或者甚至其一部分),以设置和控制系统的各种工艺操作参数。如所示出的,控制器94可以联接到相机90和光源92。如信号线96所指示的,控制器94还可以联接到流体分配系统60的多个部件中的任何或所有部件,以接收来自部件的信息和/或控制部件。例如,控制器94可以从加工臂61、自旋吸盘64、驱动机构66、喷嘴68、喷嘴扫描臂72等接收信息并向其提供控制信息。控制器94通常还可以被配置为分析由流体分配系统收集的各种数据,并且在一些情况下针对各种工艺操作参数提供
反馈控制。因此,本文描述的用于数据处理和系统控制的技术可以由控制器94实施。注意,本文描述的(多个)控制器94可以以各种各样的方式实施。在一个示例中,控制器可以是计算机。在另一个示例中,控制器94可以包括被编程为提供本文所描述的功能的一个或多个可编程集成电路。例如,一个或多个处理器(例如,微处理器、微控制器、中央处理单元等)、可编程逻辑器件(例如,复杂可编程逻辑器件(cpld))、现场可编程门阵列(fpga)等)和/或其他可编程集成电路可以使用软件或其他编程指令进行编程,以实施本文针对控制器94描述的功能。应进一步注意的是,可以将软件或其他编程指令存储在一个或多个非暂态计算机可读介质(例如,存储器存储装置、闪存、动态随机存取存储器(dram)、可重编程存储装置、硬盘驱动器、软盘、dvd、cd-rom等)中,并且软件或其他编程指令当由可编程集成电路执行时使可编程集成电路执行本文所描述的过程、功能和/或能力。也可以实施其他变型。
[0079]
以上文描述的方式,可以通过使用由放置在流体分配系统内的相机收集的数据来提供对流体分配系统的智能控制。所收集的数据可以用于但不限于标记衬底定心的偏差、引入的衬底的表面能的偏差以及搅拌的非理想性/偏移。从相机图像收集的数据不限于特定形式。例如,在一个实施例中,可以收集颜色数据,并且可以利用检测到的颜色差异来识别上述各种特征,例如,衬底边缘、杯形件边缘、水坑等。在另一个实施例中,可以获得灰度信息,并且利用图像上的变化来识别特征。进一步地,可以仅利用信息的子集。例如,即使可以获得红绿蓝(rgb)通道颜色数据,也可以只分析一个通道来检测各种特征,如衬底边缘、杯形件边缘、水坑等。例如,r通道中的变化可以单独用于识别衬底边缘、杯形件边缘、水坑等。进一步地,将认识到,应用于图像数据的数据分析和数据处理技术可以以各种各样的方式完成,以便实现本文所讨论的结果,并且所描述的技术不限于特定方法。
[0080]
使用光反射测量旋涂膜的膜厚度
[0081]
在流体分配系统内使用相机的一个实施例中,相机用于监测在旋涂步骤期间从衬底反射的波长的强度。在旋涂衬底时随时间变化的反射强度可以用于监测和表征旋涂工艺。可以将随时间变化的反射强度与其他衬底进行比较,以识别衬底间的膜厚度变化。在一个实施例中,分析基于随时间变化的反射强度的峰值和/或谷值。
[0082]
因此,也可以控制图1至图3的流体分配系统60以在旋涂期间提供膜厚度监测技术。示例膜旋涂技术涉及溶解在溶剂中的聚合物。当涂覆材料干燥以蒸发溶剂时,留下了高度均匀的膜。通常,旋涂膜的膜厚度是在涂覆之后和/或应用后烘烤(pab)之后使用独立的光谱工具测量的。本文披露的流体分配系统60和技术允许在膜涂覆时实时监测膜厚度。另外,这种技术更有助于各种工艺控制方案。
[0083]
随着旋涂材料干燥,可以观察到可见的颜色变化,因为所得膜厚度动态地变化并最终稳定。流体分配系统60和相关联的相机90可以用于通过检测旋涂工艺期间的颜色变化来监测膜厚度均匀性。更具体地,在涂覆过程中由相机90获得的视频图像可以用于监测衬底间的膜厚度均匀性。具体地,由于涂覆的膜变干,在旋涂工艺期间从衬底反射的光发生变化。这种变化可以用于确定膜厚度是否与其他衬底(或基线衬底)一致。因此,干燥膜所呈现的动态颜色变化可以作为最终膜厚度的识别指纹,并且因此,可以围绕这种能力来建立工艺控制方案,以实时监测涂覆的膜的厚度。
[0084]
图7示出了随着时间的推移当衬底被旋涂时由相机90检测到的所有反射光的信号700的示例性曲线。如信号700所示,随着时间的推移,当膜干燥且反射率改变时,反射光的
强度值出现峰值和谷值。可以利用反射信号的各种不同的特性来表征和监测涂覆过程,包括但不限于各种峰值到谷值读数的幅值、峰值和谷值的位置、以及正弦周期在整个过程中变化的方式。此外,可以对信号数据执行更深入的数据处理,包括但不限于对信号进行各种变换(傅立叶变换、拉普拉斯变换等)并在这些数据集中寻找可能允许对给定膜厚度和/或涂覆工艺的特性性质进行更清楚分析的特性。进一步地,注意,在图7的示例信号700中,所收集的数据是针对可见光的所有波长。然而,数据可以被分解成rgb分量,或者甚至在单个波长或一些波长子集下进行分析。
[0085]
在一个实施例中,可以对旋涂工艺进行表征和监测,以通过沿时间轴跟踪峰值和/或谷值的位置来建立衬底间的膜厚度变化。图8展示了旋涂工艺期间七种不同衬底的反射数据。在图8的示例中,用相同的标准工艺处理五个衬底。典型的标准工艺采用1200至1800rpm的浇筑rpm。曲线802、804、806、808和810分别示出了随时间变化的反射光强度。两个衬底以不同的自旋速度旋涂。一个衬底以 50rpm的增加的rpm(与标准工艺相比)涂覆并由曲线814指示。另一个衬底以-50rpm的降低的rpm涂覆并由曲线812指示。
[0086]
在图8的示例中,来自图像相机的信号从rgb转换成灰度强度。然后灰度强度可以在衬底区域上平均,并随时间绘制。注意,即使利用相同的工艺,衬底批次之间的强度(竖直轴)也可能显著不同。这可能是由于使用不同的流体分配系统以及杯形件内部的光水平不恒定等因素造成的。然而,注意,对于曲线802、804、806、808和810中的所有五种情况,峰值和谷值的水平位置非常类似。每个峰值或谷值出现时的噪声与帧速率相当。对于干燥期间旋转速度改变50rpm的情况(曲线812和曲线814),峰值和谷值已经移动指示最终厚度将发生变化。该信号与噪声的比率用于判断能够检测到的最小厚度变化。
[0087]
注意,降低和增加rpm的工艺提供了大约 1.5%的膜厚度差异。在所示的示例中,通过将rpm改变50rpm,可以产生0.5nm的平均厚度变化。时间灵敏度对应于大约0.15秒的时间偏移,相当于大约1nm的膜厚度变化。根据信号中的噪声,可以通过监测时间偏移来检测不同的厚度变化量。在一个实施例中,大于0.3nm的厚度变化可以通过监测信号中的时间偏移来检测。
[0088]
如曲线802、804、806、808和810所指示的,来自根据相同工艺涂覆的衬底的结果表明,可以在衬底间获得可重复的信号。如图8所示,从以不同rpm处理的衬底获得的信号提供了时间轴上相对于标准工艺的位移。更具体地,图8中的箭头820、822、824、826、828和830指示曲线812与曲线814之间的峰值和谷值的位移。这种位移可以用于检测膜厚度的差异。图9展示了图10的图表上30.6s与31.5s之间的时间的放大视图,从而展示了位移828。从图9中还可以看出,尽管曲线802、804、806、808和810的峰值可以变化,但是对于相同的标准基线条件,峰值的出现时间是非常可重复的。此外,可以获得在不同自旋速度下浇铸的膜的峰值的清晰分辨率(以及因此相关联的膜厚度变化)。因此,即使衬底间的强度峰值可能显示出显著的变化和噪声,峰值的时间位置也可以用于表征和监测特定的旋涂工艺。以这种方式,获得多个衬底的随时间变化的反射强度数据,并且监测和/或表征包括比较多个衬底的反射强度数据。
[0089]
以这种方式,由旋涂室中的相机获得的检测到的反射数据可以用于实时监测和表征旋涂工艺。进一步地,这种数据可以被提供给如控制器94等控制器,以用于收集、记录、分析、工艺控制等。此外,数据分析可以以各种不同的方式执行,并且不限于关于图7至图9讨
论的方式。例如,在以上讨论中,描述了单个峰值的时间分辨率。然而,更详细的分析可以识别信号中的多个(或者甚至全部)峰值和谷值,并且以类似的方式使用其中的一些(或全部),以便为度量提供更多的数据。以这种方式,可以采用峰值和谷值的一系列时间步长以及这些峰值与谷值之间的时间增量来创建在给定衬底上涂覆的给定膜的指纹。进一步地,可以通过从分析中去除rgb通道之一来完成数据分析,或者甚至可以利用特定波长来完成分析。因此,光源92可以被配置为具有(多个)特定的期望波长,并且最佳波长可以用于给定膜/衬底配置。替代性地,对所收集的反射率波长数据的过滤可以在相机中完成,或者甚至由控制器中的软件执行。因此,该系统可以被配置为曝光和捕获被分析的波长的光谱。控制器还可以对记录的信号执行复杂的信号处理,以便去除某些噪声源并提高信噪比。
[0090]
根据上述技术收集的数据可以用于监测和/或表征过程,具体地用于识别衬底间的变化或检测涂覆过程中故障或偏移的发生。然而,由于数据可以在旋涂工艺期间实时收集,数据还可以进一步用于提供对旋涂工艺的实时控制。更具体地,自旋速度与膜厚度的众所周知的关系是厚度与自旋速度的平方根成正比。因此,由于可以获得实时膜厚度差数据,所以可以提供控制回路,由此可以在自旋加工期间校正自旋速度以获得正确的膜厚度。图10展示了示例性的控制回路。如图10所示,可以提供反馈控制过程1000。如图10所示,自旋电机控制块1002影响在由相机控制块1006监测的涂层杯形件控制块1004中获得的涂层。来自相机控制块1006的数据被反馈到控制器块1008,该控制器块可以向自旋电机控制块1002提供反馈控制,以便实时调整自旋速度,从而调整膜的最终厚度。以这种方式,实时监测由相机90获得的反射率数据可以用于在图1所示的流体分配系统60中施加膜期间提供实时膜厚度控制。
[0091]
用于自旋图案化反射衬底的数据分析技术
[0092]
在流体分配系统内使用相机的另一个实施例中,获得在旋涂衬底时随时间变化的反射光强度,并且执行信号处理技术以对系统内的移动做出解释。在一个实施例中,信号处理有助于最小化由位于旋涂材料之下的衬底上的图案的移动引起的对光反射的影响。所利用的信号处理技术可以包括数据平滑、仅分析反射能量的特定波长、变换数据(在一个实施例中利用傅立叶变换)、和/或分析所收集的数据像素的子集。
[0093]
更具体地,如上所述,可以利用相机90在流体分配系统60内收集反射率数据。然而,对所收集的数据的分析可能由于流体分配系统内各种部件的移动以及被涂覆的衬底上图案的存在而变得复杂。在一个实施例中,可以利用数据分析技术来去除或最小化衬底上方的移动零件的影响和/或由存在于被涂覆的衬底上的随着衬底自旋而改变取向的底层图案引起的反射变化。在一个实施例中,识别当涂覆材料首次离开分配喷嘴时获得的图像帧。从该点开始,可以为包含衬底的视频图像的任何像素生成反射强度随时间的曲线。然后可以平滑和/或变换数据以最小化由于来自衬底上电路图案的不同取向的反射而产生的更高频噪声。可以使用分析来确定应该包括哪些波长的光和哪些像素以达到最佳信噪比。然后可以记录反射曲线中的峰值和谷值并将其与先前的衬底进行比较,以如上所述确定厚度的任何偏移,和/或如上所述用于实时控制流体分配系统。
[0094]
为了比较上述峰值和谷值的时序,期望确保在每个衬底的相同时刻开始收集强度与时间图中的数据。这可以以各种不同的方式来完成。在一种方法中,设置边缘检测阈值以观察分配之前的图像帧与分配之后的图像帧之间的差异。首先,分配臂向目标位置的移动
可以通过在特定目标区域中使特定数量的像素检测臂来发出信号。然后,通过查看帧之间的差异并计数分配材料所在的目标区域中的指定数量的像素来检测分配。
[0095]
在衬底上具有反射图案的衬底的情况下,辨别信号可能更加困难。由衬底取向变化引起的强度变化可能超过由厚度变化引起的颜色变化。为了解决这个问题,可以采用多种技术。在一个实施例中,可以过滤数据以平滑数据,直到每个峰值和谷值的间隔落入预期范围内。例如,如图11所示,原始信号1102可以经受数据平滑算法。如信号1104和1106所示的平滑信号的两个示例在同一时间轴上示出(尽管只是为了便于说明而在强度轴上移动)。如所示出的,由于过滤后的数据去除了系统中的大部分噪声,因此得到的平滑信号可能更适合于检查峰值和谷值。
[0096]
在另一个实施例中,作为数据处理的一部分,可以从信号中去除某些波长,使得可以更准确地比较峰值和谷值以确定厚度变化。例如,在一个实施例中,来自相机图像的红色、蓝色或绿色波长信号可以在将信号转换成灰度之前被单独地关断。要去除的期望信号可以根据底层图案的衍射而变化。在一个实施例中,可以评估潜在rgb信号的所有七种排列以确定哪种排列为特定的底层图案提供最高的信噪比。
[0097]
图12a和图12b展示了去除波长的示例性效果。图12a展示了使用所有波长的数据。图12b展示了绿色波段(波长534-545nm)被去除的数据。如图12a所示,从共同过程中获得三个信号,即信号1202a、1204a和1206a。一个信号是通过将自旋速度增加50rpm来调整共同过程而获得的。图12b示出了来自共同过程的去除了绿色的三个信号(即信号1202b、1204b和1206b)的数据。来自自旋速度增加了50rpm的过程的数据显示为信号1208b。如图12a和图12b所示,绿色波段的去除改善了对峰值和/或谷值的识别。在示例中,对于1nm的厚度变化,噪声从大约0.2秒减少到0.1秒。
[0098]
在又另一个实施例中,可以解决由相机的帧速率与衬底的旋转速度之间的可变性引入的噪声。更具体地,根据旋转速度和帧速率,可以获得每个帧的图案化衬底的不同取向。这种差异将在检测到的信号中产生噪声。这种不匹配产生频率相对恒定的强度周期性波动。因此,期望识别并去除这种由不匹配导致的附加颜色变化。这种噪声可以通过利用傅立叶变换去除衬底取向效应来解决,因为频率相对恒定的强度周期性波动可以在傅立叶变换中观察为峰值。通过将不期望的频率设置为零并执行逆傅立叶变换,可以去除帧速率不匹配的影响。例如,对于30帧每秒(fps)的帧速率和1200或1800rpm的衬底旋转速度,不会发生不匹配。然而,对于1750和1775rpm的旋转速度,可能会发生不匹配。图13展示了来自八个衬底的数据,六个在1200或1800rpm下收集,一个在1750rpm下收集,并且一个在1775rpm下收集。强度与时间曲线的傅立叶变换如图13所示。如图13所示,该曲线的傅立叶变换清楚地展示了点1302处的1750rpm信号和点1304处的1775rpm信号的不期望反射的频率。
[0099]
另一种降噪方法通过时间图像数据逐个像素地检查强度。具体地,图案化衬底上的某些位置可能比其他位置提供更高的噪声。可以执行分析以识别衬底上噪声较小的位置,并且这些位置可以用于本文描述的膜厚度技术。因此,尽管图像数据可以包括多个像素,但是与观察到更少噪声的位置相对应的图像的像素可以用于膜厚度技术。一种确定将哪些像素用于特定图案化衬底的方法涉及当沉积膜干燥时分析衬底。对于这样的衬底,强度预期相对稳定。通过监测来自自旋干燥衬底的图像数据,可以确定图像的像素之间的变化。因此,具有高度变化的像素与更容易受到来自底层图案的不期望的反射影响的像素相
对应。可以从平均强度的计算中去除任何超过变化阈值的像素,如通过随时间的标准偏差或对应于系统反射的傅立叶变换中不期望频率的存在确定的。以这种方式,可以从分析中去除特定像素或像素组以降低图像数据中的噪声,并且该过程通过仅分析来自相机的多个像素的子集的图像数据来进行。
[0100]
如上所述,已经提供了用于在衬底上形成膜期间分析自旋的图案化反射衬底的多种数据分析技术。这些技术中的每一种都可以单独地使用,以提供改进的分析方法。替代性地,可以利用这些技术的各种组合。因此,如本文所描述的,这些技术可以单独地利用或组合利用。在一个实施例中,与旋涂工艺一起使用的图像分析工艺可以与一组这些技术一起使用,如图14所述。如图14所示,提供了相机图像分析过程1400。首先,在步骤1402中,可以确定分配状态的帧。然后,可以执行(一次或多次)由步骤1404、步骤1406、步骤1408和步骤1410构成的优化循环,直到在步骤1412处找到期望的条件。更具体地,在步骤1412处,发现条件使得系统中来自移动的噪声已经被充分去除,从而可以识别与衬底上的厚度偏移相对应的峰值或谷值偏移。更具体地,步骤1404包括确定与膜厚度相对应的强度的峰值和谷值。然后,步骤1406包括平滑数据以仅包含感兴趣的频率并更容易识别峰值。然后,步骤1408包括改变图像中检查的波长组合。然后,步骤1410包括去除变化超过阈值的像素。可以重复步骤1401、1406、1408和1410,直到如步骤1412的决策框所指示的找到期望条件。当找到期望条件时,然后可以执行步骤1414,该步骤包括运行校准衬底以将峰值偏移与厚度偏移关联。如上所述,将认识到,在一些实施例中,可以仅利用步骤1404、步骤1406、步骤1408和步骤1410的优化步骤的子集。此外,步骤1404、步骤1406、步骤1408和步骤1410所示的顺序仅仅是示例性的,并且这些步骤的顺序可以重新排列。以这种方式,可以利用用于在自旋衬底被膜涂覆时改进对该衬底的图像分析的一种或多种技术。
[0101]
利用流体分配系统相机进行膜厚度控制的工艺控制技术以及用于检测包括粘度变化的过程变化的其他过程变量
[0102]
本文收集的相机图像数据可以与各种各样的其他数据组合,以便更好地监测、表征和/或控制衬底加工工艺流程。在一个示例中,相机图像数据可以与从wis收集的数据组合。在另一个实施例中,相机图像数据可以与从其他流体分配系统部件收集的其他数据组合。更进一步地,图像数据可以与其他数据组合,如与所分配液体的来源相关的数据(哪个液体源瓶、液体源的装瓶时间等)。
[0103]
例如,上述技术可以用于确定流体分配系统中的膜厚度。进一步地,如所提及的,这些技术可以用于识别不同衬底加工流体分配系统之间的可变性。另外,所描述的技术可以用于提供对流体分配系统的实时控制,以便获得期望的膜厚度。工艺变量的各种不同的变化可能导致膜厚度的变化。这些变化可以包括要处理的引入衬底的变化、工艺设备的性能变化(自旋速度、温度、分配量等的不准确/变化)、以及被分配材料的变化。与被分配的材料相关的一个变量是粘度。材料粘度可能因多种原因而变化。例如,供应罐或瓶可以是供应给流体分配系统的液体材料的来源。当利用新瓶作为来源时,粘度可能与之前的瓶不同。进一步地,来自该来源的粘度可能随时间而变化。
[0104]
为了更好地对整个衬底工艺流程提供更好的工艺控制以对所讨论的工艺变化做出解释,从流体分配系统获得的相机图像数据可以与在工艺流程期间从衬底和/或工艺设备获得的其他数据组合。例如,如上所述,在流体分配系统中涂覆材料之后,衬底可以移动
到wis。在许多情况下,wis通常在衬底被涂覆并经受pab单元后在衬底工艺流程中使用。类似于关于流体分配系统60所描述的相机配置可以用于提供用于对wis中的衬底进行颜色分析的图像。颜色分析可以提供关于涂层厚度的信息。这种信息可能不包括上述自旋干燥过程的时间变化,并且可能更容易受到底层衬底可变性的影响。然而,在wis中获得的彩色图像数据确实说明了整个涂层和烘烤过程。
[0105]
通过将从流体分配系统获得的图像数据与随后在wis中获得的数据组合,可以提供更详细的信息以确定膜厚度、提供工艺控制和/或确定在工艺流程中是否出现了应该被标记的问题。
[0106]
此外,从工艺流程收集的其他数据也可以与wis图像数据和流体分配系统图像数据组合。例如,可以从流体分配系统中的传感器获得各种参数(自旋电机数据、温度、分配时间等)。另外,可以获得关于正在沉积的材料的状态的数据(瓶更换、瓶的使用年限等)。然后可以组合所有这些信息(或信息的子集),以便提供对成膜工艺流程的更好的工艺控制、表征和监测。图15示出了一种示例性工艺控制配置。如图15所示,可以从流体分配系统的非相机传感器收集数据,如框1502所示。如框1504所示,可以收集来自相机的流体分配系统图像数据。如框1506所示,可以收集wis图像数据。如框1508所示,可以收集材料状态数据。如图所示,所有收集的数据可以被提供给控制器94(如图1所示的控制器94)。控制器94然后可以基于对所提供的所有数据的分析来提供输出1510。输出1510可以用于向工艺流程的一些方面提供控制信号(例如对各种工艺变量的调整),可以用于标记一些工艺偏差或故障的存在,可以仅收集用于工艺的未来分析/表征等。以这种方式,利用流体分配系统的图像数据作为被分析数据的一个片段,可以对成膜工艺进行更复杂的分析。将认识到,不需要利用图15所展示的所有数据,而是可以利用数据的子集。例如,在另一个实施例中,可以仅利用来自流体分配系统传感器的数据、流体分配系统图像数据和材料状态数据。将认识到,也可以利用数据与流体分配系统图像数据的其他组合,包括与未示出的数据源的组合。
[0107]
将认识到,本文描述的衬底可以是任何期望进行衬底加工的衬底。例如,在一个实施例中,衬底可以是其上形成有一个或多个半导体加工层(所有加工层一起可以包括衬底)的半导体衬底。因此,在一个实施例中,衬底可以是已经经受了多个半导体加工步骤的半导体衬底,该多个半导体加工步骤产生了各种各样的结构和层,所有这些结构和层在衬底加工领域中都是已知的,并且这些结构和层可以被视为是衬底的一部分。例如,在一个实施例中,衬底可以是其上形成有一个或多个半导体加工层的半导体晶圆。尽管本文披露的概念可以在衬底工艺流程的任何阶段使用,但是本文描述的监测技术通常可以在衬底经受流体分配操作之前、期间或之后执行。
[0108]
图16至图21展示了用于使用本文所描述的加工技术的示例性方法。将认识到,图16至图21的实施例仅是示例性的,并且附加的方法可以利用本文所描述的技术。进一步地,可以将附加的加工步骤添加到图16至图21所示的方法中,因为所描述的步骤并非旨在是排他的。此外,步骤的顺序不限于图中所示的顺序,因为可能出现不同的顺序和/或可以组合地或同时地执行各种步骤。
[0109]
图16展示了监测流体分配系统的一个或多个特性的示例性方法。该方法包括在流体分配系统内提供衬底的步骤1605。该方法还包括获得流体分配系统内的衬底的相机图像的步骤1610。该方法还包括从相机图像中确定衬底的至少一个边缘的位置的步骤1615。该
方法还包括利用关于衬底的至少一个边缘的位置的信息来确定衬底在流体分配系统内的放置的步骤1620。
[0110]
图17展示了监测流体分配系统的一个或多个特性的示例性方法。该方法包括在流体分配系统内提供衬底的步骤1705。该方法还包括在衬底上形成液体水坑的步骤1710。该方法还包括获得在衬底上形成的水坑的相机图像的步骤1715。该方法还包括从水坑的相机图像中识别水坑的边缘的步骤1720。
[0111]
图18展示了监测流体分配系统的一个或多个特性的示例性方法。该方法包括在流体分配系统内提供杯形件的步骤1805。该方法还包括获得流体分配系统内的杯形件的相机图像的步骤1810。该方法进一步包括从相机图像中确定杯形件的至少一个边缘的位置的步骤1815。该方法还包括利用关于杯形件的至少一个边缘的位置的信息来分析杯形件在流体分配系统内的放置的步骤1820。
[0112]
图19展示了监测流体分配系统的一个或多个特性的示例性方法。该方法包括在流体分配系统内提供衬底的步骤1905。该方法还包括在衬底上旋涂材料的步骤1910。该方法进一步包括当在衬底上旋涂材料时利用相机来获得衬底随时间变化的图像数据的步骤1915。该方法还包括从图像数据中获得随时间变化的反射强度数据的步骤1920。该方法进一步包括利用随时间变化的反射强度数据来监测和/或表征衬底上的材料的旋涂的步骤1925。
[0113]
图20展示了监测流体分配系统的一个或多个特性的示例性方法。该方法包括在流体分配系统内提供衬底的步骤2005。该方法还包括在衬底上旋涂材料的步骤2010。该方法进一步包括当在衬底上旋涂材料时利用相机来获得衬底随时间变化的图像数据的步骤2015。该方法还包括从图像数据中获得随时间变化的反射强度数据的步骤2020。该方法进一步包括对反射强度数据使用信号处理技术以对流体分配系统内的移动做出解释的步骤2025。
[0114]
图21展示了监测、表征或控制衬底工艺流程的示例性方法。该方法包括在流体分配系统内提供衬底的步骤2105。该方法还包括获得流体分配系统内的衬底的相机图像的步骤2110,该相机图像是静止图像或视频图像。该方法进一步包括从相机图像中收集图像数据的步骤2115。该方法还包括将图像数据与其他衬底工艺流程相关数据组合以便监测、表征或控制衬底工艺流程的步骤2120。
[0115]
鉴于该描述,本发明的进一步修改和替代性实施例对于本领域技术人员将是显而易见的。因此,该描述将被解释为仅是说明性的,并且是为了教导本领域技术人员实施本发明的方式。应当理解的是,在本文示出和描述的本发明的形式和方法将被视为目前的优选实施例。均等技术可以替代本文所展示和描述的技术,并且本发明的某些特征可以独立于其他特征的使用来利用,所有这些对于受益于本发明的描述的本领域技术人员来说都将是显而易见的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。