1.本发明属于滚塑技术领域,涉及一种仿水磨石效果的滚塑产品及其制备方法。
背景技术:
2.滚塑成型是一种利用旋转的模具进行加工的塑料加工方式,其加工过程是:将塑料粉末或浆料投入模具,闭合后的模具在设备上进行旋转或摇摆,同时通过明火或热风对模具外部进行加热,塑料粉末或浆料在受热的状态下在模内内部翻转、流动,温度达到软化点后逐步涂布到模具内表面,熔融并凝结,将模具放于自然环境下或通过水、雾、风等介质进行冷却后拆模取出制品。
3.水磨石具有色彩丰富、形状可灵活设计、纹理雅致大方等特点,水磨石元素颇受设计师们的青睐,已经完美应用于居家住宅、商业空间、家具、饰品和灯具等行业中。塑料制品制成仿水磨石效果可以大大提高制品的美观性以及逼真性。
4.滚塑成型和其他塑料加工方式,如注塑、吹塑等一样,正常工艺下生产的制品,颜色都是均一的,要在同一个制品上实现仿水磨石效果必须使用特殊材料和工艺。
技术实现要素:
5.本发明提供了一种新颖的仿水磨石效果的滚塑产品及其制备方法,该滚塑产品具有不同颜色、表面具有仿水磨石质感,大大拓展了滚塑工艺制品的应用范围。
6.本发明的一个目的通过以下技术方案来实现:
7.一种仿水磨石效果的滚塑产品,由包括以下重量份原料制备而成:
8.线性低密度聚乙烯混料:60~80份,
9.色粉:0.1~0.3份,
10.回收塑料颗粒:1~3份。
11.作为优选,线性低密度聚乙烯混料由线性低密度聚乙烯a和线性低密度聚乙烯b混合而成,其中线性低密度聚乙烯a具有如下性质:密度为0.930~0.935g/cm3、熔融指数(190℃、2.16kg)为3~6g/10min、拉伸屈服强度为15~20mpa、冲击强度(-40℃)为22~28j/mm;
12.线性低密度聚乙烯b具有如下性质:密度为0.915~0.920g/cm3、熔融指数(190℃、2.16kg)为1.5~4g/10min、拉伸屈服强度为8~12mpa、冲击强度(-40℃)为30~40j/mm。
13.采用单一的线性低密度聚乙烯成分作为滚塑产品的基体材料无法满足产品性能要求,本发明将两种不同性质的线性低密度聚乙烯混合,综合两者的优势,大大提高滚塑产品的性能。
14.作为优选,线性低密度聚乙烯混料中,线性低密度聚乙烯a和线性低密度聚乙烯b的质量比为1:(2~4)。在该质量比下,两种线性低密度聚乙烯混合后性能更佳。
15.作为优选,线性低密度聚乙烯a和线性低密度聚乙烯b的粒径为40~70目。
16.本发明对仿水磨石效果的滚塑产品中的色粉不做具体限制,只要能赋予滚塑产品颜色(如红色、黄色、蓝色、白色、绿色、紫色、橙色、黑色等颜色)的色粉都可以应用于本发明
中。可以为有机色粉或无机色粉,无机色粉可以列举为铁红、镉红、镉黄、铬黄、钴黄、镉橙、铬橙、钴蓝、湖蓝、铁蓝、孔雀蓝、钴绿、铬绿、孔雀绿、群青、炭黑、钴紫、锰紫、群青紫、钛白粉、氧化铁黑、铜铬黑、炭黑等,有机色粉可以列举为:酞菁红、酞菁蓝、永固黄、永固紫、偶氮红等。具体应用到仿水磨石效果的滚塑产品中的色粉颜色视最终产品需求而定。色粉的粒径优选为0.2~2.5μm。
17.作为优选,本发明采用的回收塑料颗粒为回收线性低密度聚乙烯产品经粉碎形成的颗粒。
18.作为优选,回收线性低密度聚乙烯产品包括线性低密度聚乙烯基体和色粉。
19.回收塑料颗粒的基体成分为线性低密度聚乙烯,其与滚塑产品的线性低密度聚乙烯基体具有良好相容性,有利于回收塑料颗粒在线性低密度聚乙烯基体中的均匀分散;回收塑料颗粒中还包括色粉,因此回收塑料颗粒呈现一定颜色,具有一定颜色的回收塑料颗粒与线性低密度聚乙烯混料混合,产生点状彩色效果,形成仿水磨石效果。
20.回收塑料颗粒的颜色视最终产品需求而定,可以采用单一颜色的回收塑料颗粒,也可以采用多种颜色的回收塑料颗粒。
21.作为优选,回收塑料颗粒的粒径为0.5~2cm。
22.本发明的另一个目的通过以下技术方案来实现:
23.一种仿水磨石效果的滚塑产品的制备方法,包括以下步骤:
24.s1、将线性低密度聚乙烯混料和色粉混合形成粉料;
25.s2、在模具底部均匀撒落粉料,再均匀撒落回收塑料颗粒,旋转内轴,使得模具水平旋转,粉料和颗粒在模具底部平面流动,加热700~900s;
26.s3、模具停止旋转和停止加热后,开模,将模具翻转90
°
,然后旋转内轴,用火枪加热模具侧面(模具侧面即是与模具底面垂直的那面),并在模具侧面均匀散落粉料,当粉料呈透明状时,在模具侧面均匀撒落剩余回收塑料颗粒,使得回收塑料颗粒均匀粘在粉料表面,最后再在回收塑料颗粒表面均匀撒落粉料以防颗粒掉落,火枪停止加热,将模具回转90
°
(即将模具按相反方向翻转90
°
,回到步骤s2的位置),在模具底部均匀撒落粉料,合模;
27.s4、同时旋转内轴和外轴,并对模具加热,加热200~400s后,从模具出气孔内第一次加入粉料,再次加热500~800s,然后从模具出气孔内加入剩余粉料,再次加热1000~1500s;
28.s5、模具停止旋转和停止加热后,开模,自然冷却。
29.滚塑装置有2个转轴:内轴和外轴,按转臂中心线为旋转中心的是外轴,按转臂中心线垂直线为旋转中心的为内轴。
30.作为优选,加热温度为300~400℃。
31.作为优选,步骤s2均匀撒落粉料的质量为总的粉料重量的2~5%,均匀撒落回收塑料颗粒的质量为总的回收塑料颗粒重量的35~65%;
32.步骤s3中在模具侧面均匀散落粉料的质量为总的粉料重量的2~5%,在回收塑料颗粒表面均匀撒落粉料的质量为总的粉料重量的0.5~2%,在模具底部均匀撒落粉料的质量为总的粉料重量的10~20%;
33.步骤s4模具出气孔内第一次加入粉料的质量为总的粉料重量的30~45%。
34.作为优选,内轴转速为5~7r/min,外轴转速为2~4r/min。
35.与现有技术相比,本发明具有以下有益效果:
36.(1)本发明在线性低密度聚乙烯中添加回收塑料颗粒,成功制备了一种仿水磨石效果的滚塑产品,塑料制品制成仿水磨石效果可以大大提高制品的美观性以及逼真性;
37.(2)本发明的基体材料线性低密度聚乙烯由特定两种性质的线性低密度聚乙烯混合而成,综合两者线性低密度聚乙烯的优势,大大提高滚塑产品的性能;
38.(3)本发明制备的白色仿水磨石效果的滚塑产品,具有白色斑点,产品外观与石凳相似,用在户外能和户外环境融为一体;
39.(4)本发明制备的仿水磨石效果的滚塑产品具有仿水磨石质感,且可以实际需要制备出不同颜色,大大拓展了滚塑工艺制品的应用范围。
附图说明
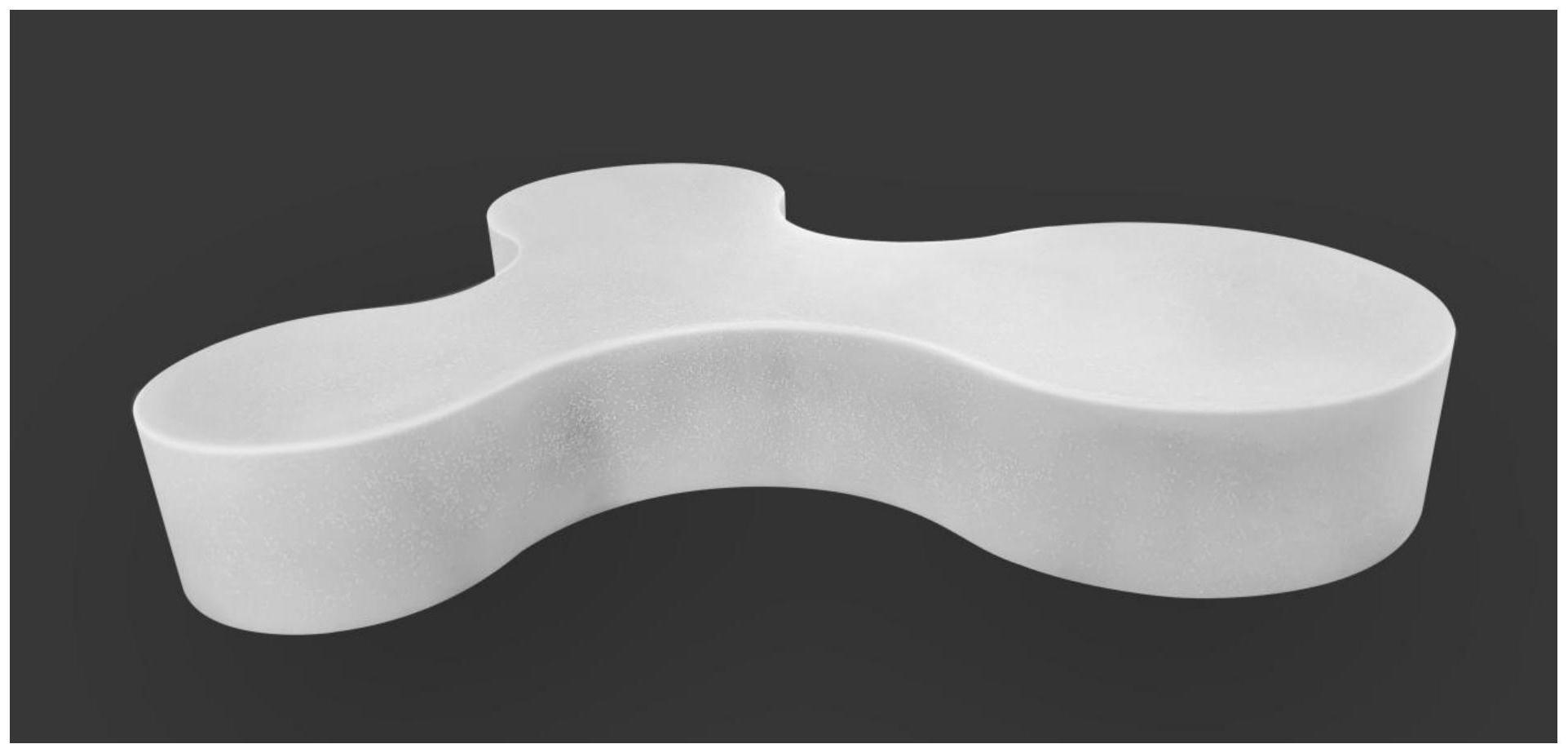
40.图1为本发明实施例1制备的仿水磨石效果的滚塑产品。
具体实施方式
41.下面通过具体实施例和附图,对本发明的技术方案作进一步描述说明,应当理解的是,此处所描述的具体实施例仅用于帮助理解本发明,不用于本发明的具体限制。如果无特殊说明,本发明的实施例中所采用的原料均为本领域常用的原料,实施例中所采用的方法,均为本领域的常规方法。
42.以下实施例中,线性低密度聚乙烯a为泰国scg的m3204,线性低密度聚乙烯b为中国石化镇海炼化公司的dfda-7042。
43.实施例1中的回收塑料颗粒为m3204与钛白粉(钛白粉质量为m3204树脂的0.2%)制备成的滚塑产品回收后经粉碎形成的粒径为0.5~2cm的颗粒;实施例2中的回收塑料颗粒为dfda-7042与钴蓝色粉(钴蓝色粉质量为dfda-7042树脂的0.18%)制备成的滚塑产品回收后经粉碎形成的粒径为0.5~2cm的颗粒;实施例3中的回收塑料颗粒由白色颗粒和蓝色颗粒以质量比1:3混合而成,白色颗粒为m3204与钛白粉(钛白粉质量为m3204树脂的0.2%)制备成的滚塑产品回收后经粉碎形成的粒径为0.5~2cm的颗粒,蓝色颗粒为dfda-7042与钴蓝色粉(钴蓝色粉质量为dfda-7042树脂的0.18%)制备成的滚塑产品回收后经粉碎形成的粒径为0.5~2cm的颗粒。
44.实施例1
45.本实施例的仿水磨石效果的滚塑产品的制备方法为:
46.s1、将16.75kg线性低密度聚乙烯m3204和50.25kg线性低密度聚乙烯dfda-7042混合,然后加入0.2kg钛白粉混合形成粉料;
47.s2、在模具底部人工均匀撒落1.8kg粉料,再均匀撒落0.8kg回收塑料颗粒,关闭外轴,旋转内轴,内轴转速为5r/min,使得模具水平旋转,粉料在模具底部平面流动,将模具加热至350℃,并保温加热800s;
48.s3、模具停止旋转和停止加热后,开模,将模具翻转90
°
,然后旋转内轴,用火枪加热模具侧面(火枪加热温度为350℃),并在模具侧面均匀散落2kg粉料,当粉料熔化呈透明状时,在模具侧面均匀撒落剩余回收塑料颗粒,使得回收塑料颗粒均匀粘在熔融粉料表面,最后再在回收塑料颗粒表面均匀撒落0.67kg粉料以防颗粒掉落,火枪停止加热,将模具回
转90
°
,在模具底部均匀撒落10kg粉料,合模;
49.s4、同时旋转内轴和外轴(内轴转速为5r/min,外轴转速为3r/min),并对模具加热,加热至350℃,保温加热300s后,从模具出气孔内第一次加入25kg粉料,再次加热600s,然后从模具出气孔内加入剩余粉料,再次加热1200s;
50.s5、模具停止旋转和停止加热后,开模,自然冷却。
51.得到的仿水磨石效果的滚塑产品如图1所示,白色的回收塑料颗粒分布在白色的线性低密度聚乙烯基体内,产生白色斑点,产品表面产生仿水磨石质感,该滚塑产品外观与石凳相似,应用在户外,能和户外环境融为一体。
52.实施例2
53.本实施例的仿水磨石效果的滚塑产品的制备方法为:
54.s1、将22kg线性低密度聚乙烯m3204和44kg线性低密度聚乙烯dfda-7042混合,然后加入0.18kg钴蓝色粉混合形成粉料;
55.s2、在模具底部人工均匀撒落2.6kg粉料,再均匀撒落0.92kg回收塑料颗粒,关闭外轴,旋转内轴,内轴转速为6r/min,使得模具水平旋转,粉料在模具底部平面流动,将模具加热至380℃,并保温加热850s;
56.s3、模具停止旋转和停止加热后,开模,将模具翻转90
°
,然后旋转内轴,用火枪加热模具侧面(火枪加热温度为380℃),并在模具侧面均匀散落2kg粉料,当粉料熔化呈透明状时,在模具侧面均匀撒落剩余回收塑料颗粒,使得回收塑料颗粒均匀粘在熔融粉料表面,最后再在回收塑料颗粒表面均匀撒落0.66kg粉料以防颗粒掉落,火枪停止加热,将模具回转90
°
,在模具底部均匀撒落12kg粉料,合模;
57.s4、同时旋转内轴和外轴(内轴转速为6r/min,外轴转速为3r/min),并对模具加热,加热至380℃,保温加热350s后,从模具出气孔内第一次加入27kg粉料,再次加热550s,然后从模具出气孔内加入剩余粉料,再次加热1100s;
58.s5、模具停止旋转和停止加热后,开模,自然冷却。
59.本实施例制备获得的仿水磨石效果的滚塑产品具有蓝色基体和蓝色斑点。
60.实施例3
61.本实施例的仿水磨石效果的滚塑产品的制备方法为:
62.s1、将14kg线性低密度聚乙烯m3204和56kg线性低密度聚乙烯dfda-7042混合,然后加入0.22kg钴蓝色粉混合形成粉料;
63.s2、在模具底部人工均匀撒落2.8kg粉料,再均匀撒落1.2kg回收塑料颗粒,关闭外轴,旋转内轴,内轴转速为5r/min,使得模具水平旋转,粉料在模具底部平面流动,将模具加热至330℃,并保温加热870s;
64.s3、模具停止旋转和停止加热后,开模,将模具翻转90
°
,然后旋转内轴,用火枪加热模具侧面(火枪加热温度为330℃),并在模具侧面均匀散落2.8kg粉料,当粉料熔化呈透明状时,在模具侧面均匀撒落剩余回收塑料颗粒,使得回收塑料颗粒均匀粘在熔融粉料表面,最后再在回收塑料颗粒表面均匀撒落0.7kg粉料以防颗粒掉落,火枪停止加热,将模具回转90
°
,在模具底部均匀撒落11kg粉料,合模;
65.s4、同时旋转内轴和外轴(内轴转速为5r/min,外轴转速为2r/min),并对模具加热,加热至350℃,保温加热330s后,从模具出气孔内第一次加入28kg粉料,再次加热580s,
然后从模具出气孔内加入剩余粉料,再次加热1300s;
66.s5、模具停止旋转和停止加热后,开模,自然冷却。
67.本实施例制备获得的仿水磨石效果的滚塑产品具有蓝色基体、蓝色和白色斑点。
68.最后应说明的是,本文中所描述的具体实施例仅仅是对本发明精神作举例说明,而并非对本发明的实施方式的限定。本发明所属技术领域的技术人员可以对所描述的具有实施例做各种各样的修改或补充或采用类似的方式替代,这里无需也无法对所有的实施方式予以全例。而这些属于本发明的实质精神所引申出的显而易见的变化或变动仍属于本发明的保护范围,把它们解释成任何一种附加的限制都是与本发明精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。