1.本发明属于货车运输用聚合物材料技术领域,具体涉及一种用于货车的防雨反光膜及其制备方法。
背景技术:
2.货物汽车运输有两种方式,一是平板货车运输,另一个是箱装货车运输,它们都有个重要事情就是运输货物的防雨防潮。货运途中有很多突发情况,物流运输物品的防雨防潮,货物耐湿性是指货物对水分或潮湿侵袭的抵抗能力。装运耐湿性差的货物,要有防雨防潮设置,防止雨水浸湿损坏货物。例如突遇暴雨,冰雪,那么对于运载的一些受天气影响比较大,或者不能碰雨水的货物就要比较谨慎保护,包括水泥,煤炭、金属制品、纸箱包装类产品等等。
3.例如要运载的是煤炭石块这些有菱有角的货物容易划伤薄膜,一般车载防雨方式是防雨布和覆盖膜联合使用,在使用几次之后,由于货物的因素或者绳子捆绑因素,造成防雨效果下降,为了防止货物潮湿,只有增加防雨布和覆盖膜厚度,使得成本大幅度上升;同时硬度增加不便使用,而且在北方运输中低温脆化现象严重。
技术实现要素:
4.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的主要目的在于提供一种用于货车的防雨反光膜,旨在解决现有车载防雨效果不佳,机械性能差导致的使用寿命短等的问题。本发明还提供了该用于货车的防雨反光膜的制备方法。
5.本发明的目的是通过以下技术方案实现的:
6.一种用于货车的防雨反光膜,所述防雨反光膜采用三层共挤吹膜法制备而成,包括外层、中层和内层,以质量百分比计:
7.所述外层包括:茂金属聚乙烯25~35%,线性聚乙烯45~55%,耐候母料3~7%,银色母料5~10%,高压聚乙烯5~10%;
8.所述中层包括:弹性体35~45%,线性聚乙烯35~45%,耐候母料3~7%,银色母料5~10%,红外阻隔剂3~10%,高压聚乙烯5~10%;
9.所述内层包括:茂金属聚乙烯25~35%,线性聚乙烯45~55%,耐候母料3~7%,绿色母料5~10%,高压聚乙烯5~10%。
10.优选地,其中外层和内层组分中所述茂金属聚乙烯的熔融指数为2g/10min,密度为0.918g/cm3;外层、中层和内层组分中所述线性聚乙烯的熔融指数为0.7-1.3g/10min,密度为0.917-0.923g/cm3;且外层、中层和内层中的所述高压聚乙烯的熔融指数为0.8g/10min,密度为0.923g/cm3。
11.优选地,其中所述弹性体为丙烯基弹性体,所述丙烯基弹性体的熔体流动速率为9.1g/10min,密度为0.862g/cm3。
12.优选地,其中以质量百分比计,所述耐候母料包括:受阻胺类光稳定剂8~12%,抗
氧化剂1~5%,分散剂1~2%,爽滑剂1~2%,开口剂1~2%,高压聚乙烯8~12%,粉状线性聚乙烯70~75%。
13.优选地,其中所述耐候母料通过如下制备方法获得:
14.a)按上述配比要求称取所述受阻胺类光稳定剂,抗氧化剂,分散剂,爽滑剂,开口剂,高压聚乙烯和粉状线性聚乙烯,在850-950r/min的转速下混合0.5-2min后,再在80-100r/min转速下低速混合2-4min,直至混合均匀;
15.b)采用同向双螺杆机进行挤出,挤出温度为130-190℃,换网器和模具的温度为185-195℃;
16.c)挤出后进行水冷拉条,先经过第一水槽降温到75-85℃,再经过第二水槽降温到50-60℃后,进行脱水热风浴干燥后切粒,待切粒冷却至30-45℃时,称重包装,即可。
17.优选地,其中所述耐候母料中高压聚乙烯的熔融指数为2-7g/10min,密度为0.923g/cm3;所述粉状线性聚乙烯的熔融指数为2.0g/10min,密度为0.91-0.925g/cm3。
18.优选地,其中所述外层:中层:内层的厚度比为1:2:1,所述外层、中层和内层的厚度分别为25-35μm,50-70μm和25-35μm。
19.一种根据上述的用于货车的防雨反光膜的制备方法,包括如下步骤:
20.将三层的组分加入三层共挤机进行熔融塑化后输出,将三层共挤机输出的材料输送至模具进口,三层融合成一层的膜坯再经过模具出口挤出后,通过内外冷却风机中的冷却风冷却成需要的膜泡。
21.优选地,其中所述三层共挤机的加工条件为:螺杆挤出速度为80转/分钟,挤出加工温度150-180℃,模具温度为185℃,吹胀比为(1.5-1.9):1。
22.优选地,其中所述内外冷却风机的进风口处设置有水冷交换器。
23.与现有技术相比,本发明至少具有以下优点:
24.本技术中的用于货车的防雨反光膜,采用三层结构配方设计,外层抗张耐磨反光避光防老化层,中层柔软耐拉伸避光防老化,内层抗张耐磨反光避光防老化层,使得该防雨反光膜具有优异的物理机械性能,耐低温性能、使用次数多,可重复使用次数高到50-150次(使用寿命长),且能够有效防止高温损害货物和货物变色等优点。具体的,在内外层的线性聚乙烯的基础上配伍茂金属聚乙烯使得该防雨反射膜具有优异的拉伸强度、耐磨损、抗撕裂、抗冲击、抗穿刺等性能,在中间层的线性聚乙烯中配伍弹性体可以降低防雨反射膜的重量、增加柔软度符合铺设苫盖的要求,同时使得该防雨反射膜具有优异的耐低温性能,能够很好的应用于温度较低的区域(比如北方的冬季);通过在外层和中层中均设置银色母料使得外层和中层能够反射紫外光、可见光保护货物色泽不变化不老化;而在中层中设置红外阻隔剂,使得中层能够反射红外光,进而降低货物升温,保护货物的热氧化,阻挡阳光保护货物;另外在内层中设置绿色母料,阻隔没有被外层和中层完全过滤掉的绿光,使得该防雨反光膜阻隔可见光达到99%以上;即同时在该防雨反光膜的复合结构上加入红外阻隔剂阻隔红外线的透过,加上复合结构上的银绿双色阻隔设计,保持该防雨反光膜内的空间温度基本恒定不上升。
附图说明
25.为了更清楚地说明本发明具体实施方式,下面将对具体实施方式或现有技术描述
中所需要使用的附图作简单地介绍。
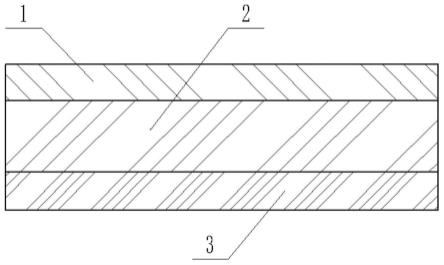
26.图1为本发明所提供的防雨反光膜的横截面结构示意图。
具体实施方式
27.下面结合附图和实施例对本发明作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本发明的保护范围。
28.当以范围、优选范围、或者优选的数值上限以及下限的形式表述某个量、浓度或其它值或参数的时候,应当理解相当于具体揭示了通过将任意一对范围上限或优选数值与任意范围下限或优选数值结合起来的任何范围,而不考虑该范围是否具体揭示。除非另外指出,本文所列出的数值范围值在包括范围的端点,和该范围之内的所有整数和分数。
29.除非另外说明,本文中所有的百分比、份数、比值等均是按重量计。
30.本文的材料、方法和实施例均是示例性的,并且除非特别说明,不应理解为限制性的。
31.一种用于货车的防雨反光膜,所述防雨反光膜采用三层共挤吹膜法制备而成,包括外层、中层和内层,以质量百分比计:
32.外层包括:茂金属聚乙烯25~35%,线性聚乙烯45~55%,耐候母料3~7%,银色母料5~10%,高压聚乙烯5~10%;
33.中层包括:弹性体35~45%,线性聚乙烯35~45%,耐候母料3~7%,银色母料5~10%,红外阻隔剂3~10%,高压聚乙烯5~10%;
34.内层包括:茂金属聚乙烯25~35%,线性聚乙烯45~55%,耐候母料3~7%,绿色母料5~10%,高压聚乙烯5~10%。
35.本实施例中其中外层和内层组分中的茂金属聚乙烯的熔融指数为2g/10min,密度为0.918g/cm3;具体的,优选美国埃克森美孚公司生产的exceedtm2018ca;本技术中的茂金属聚乙烯可以增加薄膜拉伸强度、耐磨损、抗撕裂、抗冲击、抗穿刺等性能,通过在内外层中设置茂金属聚乙烯,主要是应对不利环境,内层主要应对货物的摩擦和尖锐物穿刺,外层主要应对捆绑绳子的勒紧磨损和光照雨淋,整体控制冷热收缩,使得该防雨反光膜符合使用要求;
36.我们选择茂金属聚乙烯和线性聚乙烯在外层和内层中的质量百分比分别为25-35%、45-55%,以保证该防雨反光膜具有优异的拉伸强度、耐磨损、抗撕裂、抗冲击、抗穿刺、耐低温脆化等性能;当茂金属聚乙烯、线性聚乙烯在内层和外层中质量百分比均低于25%、45%时,该防雨反光膜的拉伸强度、耐磨损、抗撕裂、抗冲击、抗穿刺、耐低温脆化等综合性能不佳,而当茂金属聚乙烯、线性聚乙烯在内层和外层中质量百分比高于35%和55%时,则性能提高有限,且成本较高。
37.本技术中的银色母料,能够反射紫外光、可见光保护货物色泽不变化不老化;红外阻隔剂,使得中层能够反射红外光,进而降低货物升温,保护货物的热氧化,阻挡阳光保护货物;而绿色母料,能够阻隔没有被外层和中层完全过滤掉的绿光,使得该防雨反光膜阻隔可见光达到99%以上;具体的,本实施例中的银色母料选用广东美联新材料股份有限公司生产的el02007,绿色母料选用广东美联新材料股份有限公司生产的pe92161a,红外阻隔剂选用广州市新稀复合材料有限公司生产的二氧化硅。
38.本实施例中外层、中层和内层组分中线性聚乙烯的熔融指数为0.7-1.3g/10min,密度为0.917-0.923g/cm3;高压聚乙烯的熔融指数为0.8g/10min,密度为0.923g/cm3;具体的,线性聚乙烯优选北京北化腾达商贸有限公司生产的ll0209aa,高压聚乙烯优选大庆石化公司生产的ld2426f;本技术中通过添加高压聚乙烯,因为高压聚乙烯分子量分布比较宽,流动性能比较好,是为了改善加工性能而设计的,其可以改善茂金属聚乙烯和弹性体的脱离模具效果,使防雨反光膜的外观光泽度增加,使得该防雨反光膜的加工性能得以顺利进行。
39.我们选择高压聚乙烯在外层、中层和内层中的质量百分比均为5-10%,因为高压聚乙烯的分子量分布比较宽,流动性能比较好,以保证该防雨反光膜具有良好的加工性能,且其外观具有较好的光泽度;当高压聚乙烯在内层、中层和外层中质量百分比低于5%时,则会导致茂金属聚乙烯和弹性体的脱模效果较差,甚至无法达到很好的脱模的效果和产品外观性能导致其不能实现加工或者使用要求;而当高压聚乙烯在内层、中层和外层中质量百分比高于10%时,则性能提高有限,且成本较高。
40.优选地,其中弹性体为丙烯基弹性体,所述丙烯基弹性体的熔体流动速率为9.1g/10min,密度为0.862g/cm3,具体的,优选美国埃克森美孚公司生产的vistamaxxtm6202fl。本实施例中若弹性体用量过大会造成弹性变形值过大,耐热性能下降等缺陷;设置含有弹性体的中层主要是为了解决该防雨反光膜柔软、轻便的问题,降低重量便于铺设。
41.我们选择中层中弹性体的质量百分比为35-45%,以保证该防雨反光膜在降低本身重量的同时,增加其自身的柔软度;当弹性体在中层中质量百分比低于35%时,不能很好的起到降低防雨反光膜重量,增加其柔软度的目的,而当茂弹性体在中层中质量百分比高于45%时,则会造成该防雨反光膜的弹性变形值过大,耐热性能下降等缺陷。
42.优选地,其中以质量百分比计,耐候母料包括:受阻胺类光稳定剂8~12%,抗氧化剂1~5%,分散剂1~2%,爽滑剂1~2%,开口剂1~2%,高压聚乙烯8~12%,粉状线性聚乙烯70~75%。其中粉状线性聚乙烯和高压聚乙烯均作为载体,具体的,粉状线性聚乙烯的熔融指数不小于外层、中层和内层中的线性聚乙烯,具体的,粉状线性聚乙烯的熔融指数为2.0g/10min,密度为0.91-0.925g/cm3,粉状线性聚乙烯的比表面积大,对耐候母料中各个助剂的包裹保护能力强,容易分散助剂,而且成本低,便于降低该防雨反光膜的制作成本;高压聚乙烯由于分子量分布比较宽,流动性能比较好,是为了改善加工性能而设计的,其有助于耐候母料中各个助剂分散均匀,具体的,其中耐候母料中高压聚乙烯的熔融指数为2-7g/10min,密度为0.923g/cm3,进一步的,本技术中采用的其中耐候母料中高压聚乙烯的熔融指数为4g/10min;其中受阻胺类光稳定剂选用德国巴斯夫生产的chimassorb 944,或者北京天罡助剂有限公司生产的hs-362,其余抗氧化剂、分散剂、爽滑剂和开口剂均可以通过商业途径获得,且其也属于本领域常规使用的助剂,因此在本实施例中不在详述。
43.其中耐候母料通过如下制备方法获得:
44.a)按上述配比要求称取所述受阻胺类光稳定剂,抗氧化剂,分散剂,爽滑剂,开口剂,高压聚乙烯,粉状线性聚乙烯,在850-950r/min的转速下混合0.5-2min后,再在80-100r/min转速下低速混合2-4min,直至混合均匀;b)采用同向双螺杆机进行挤出,挤出温度为130-190℃,换网器和模具的温度为185-195℃;c)挤出后进行水冷拉条,先经过第一水槽降温到75-85℃,再经过第二水槽降温到50-60℃后,进行脱水热风浴干燥后切粒,待切粒冷
却至30-45℃时,称重包装,即可。
45.优选地,其中所述外层:中层:内层的厚度比为1:2:1,所述外层、中层和内层的厚度分别为25-35μm,50-70μm和25-35μm,进一步地,其中所述外层、中层和内层的厚度分别为30μm,60μm和30μm,
46.一种根据上述的用于货车的防雨反光膜的制备方法,包括如下步骤:
47.将三层的组分加入三层共挤机进行熔融塑化后输出,将三层共挤机输出的材料输送至模具进口,三层融合成一层的膜坯再经过模具出口挤出后,通过内外冷却风机中的冷却风冷却成需要的膜泡。具体的,其中三层共挤机为f16000型三层共挤16米机组,模具直径为2000mm,模具出口间隙为2.0mm,螺杆直径为180mm
×
3,长径比为30:1;且其中三层共挤机的加工条件为:螺杆挤出速度为80转/分钟,挤出加工温度150-180℃,模具温度为185℃,吹胀比为(1.5-1.9):1;生产出的最终产品规格为:宽度为8-12m,厚度为0.10-0.14mm。
48.其中内外冷却风机的进风口处设置有水冷交换器。
49.实施例1
50.如图1所示,本实施例中的用于货车的防雨反光膜,其采用三层共挤吹膜法制备而成,包括外层1、中层2和内层3,其中外层1、中层2和外层3的厚度比为1:2:1,且外层1、中层2和内层3的厚度分别为25μm,50μm和25μm,以质量百分比计:
51.所述外层包括:茂金属聚乙烯25%,线性聚乙烯55%,耐候母料5%,银色母料9%,高压聚乙烯6%;
52.所述中层包括:弹性体35%,线性聚乙烯45%,耐候母料5%,银色母料7%,红外阻隔剂3%,高压聚乙烯5%;
53.所述内层包括:茂金属聚乙烯25%,线性聚乙烯55%,耐候母料5%,绿色母料9%,高压聚乙烯6%。
54.本实施例中用于货车的防雨反光膜的制备方法,包括如下步骤:
55.1)耐候母料的制备:
56.a)称取8%受阻胺类光稳定剂,3%抗氧化剂,2%分散剂,2%爽滑剂,2%开口剂,8%高压聚乙烯,75%粉状线性聚乙烯,在850r/min的转速下混合2min后,再在100r/min转速下低速混合3min,直至混合均匀;b)采用同向双螺杆机进行挤出,挤出温度为130℃,换网器和模具的温度为185℃;c)挤出后进行水冷拉条,先经过第一水槽降温到75℃,再经过第二水槽降温到50℃后,进行脱水热风浴干燥后切粒,待切粒冷却至30℃时,称重包装。
57.2)将三层的组分加入三层共挤机进行熔融塑化后输出,将三层共挤机输出的材料输送至模具进口,三层融合成一层的膜坯再经过模具出口挤出,其中三层共挤机中螺杆挤出速度为80转/分钟,挤出加工温度150℃,模具温度为185℃,吹胀比为1.5:1,然后通过内外冷却风机中的冷却风冷却成需要的膜泡;
58.3)冷却后经过稳泡架稳定膜泡,由在线测厚仪360
°
旋转测量整个膜泡的厚度分布,并有厚度调节系统将信息反馈至自动风环,调节以得到符合要求的厚度;
59.4)将膜泡进入人字排夹成扁平的筒膜进入上牵引旋转装置,将筒膜展平后依次进入导辊进一步冷却,得到防雨反光膜;
60.5)将所得的防雨反光膜进入电晕处理装置,经过电晕处理后切边,进入下牵引装置分成单张进入前后收卷装置收卷后包装。
61.本技术中引用河南安阳塑化股份有限公司生产的珠江牌汽车普通苫盖膜作为对照组,其与对本实施例中的防雨反光膜进行进行性能测试,对比结果如下表所述:
[0062][0063]
实施例2
[0064]
本实施例中的用于货车的防雨反光膜,其采用三层共挤吹膜法制备而成,包括外层、中层和内层,其中外层、中层和外层的厚度比为1:2:1,且外层、中层和内层的厚度分别为30μm,60μm和30μm,以质量百分比计:
[0065]
所述外层包括:茂金属聚乙烯30%,线性聚乙烯50%,耐候母料5%,银色母料7%,高压聚乙烯8%;
[0066]
所述中层包括:弹性体38%,线性聚乙烯37%,耐候母料5%,银色母料7%,红外阻隔剂5%,高压聚乙烯8%;
[0067]
所述内层包括:茂金属聚乙烯30%,线性聚乙烯50%,耐候母料5%,绿色母料6%,高压聚乙烯9%。
[0068]
本实施例中用于货车的防雨反光膜的制备方法,包括如下步骤:
[0069]
1)耐候母料的制备:
[0070]
a)称取10%受阻胺类光稳定剂,3%抗氧化剂,1%分散剂,2%爽滑剂,1%开口剂,10%高压聚乙烯,73%粉状线性聚乙烯,在900r/min的转速下混合1min后,再在100r/min转速下低速混合2min,直至混合均匀;b)采用同向双螺杆机进行挤出,挤出温度为150℃,换网器和模具的温度为190℃;c)挤出后进行水冷拉条,先经过第一水槽降温到80℃,再经过第二水槽降温到55℃后,进行脱水热风浴干燥后切粒,待切粒冷却至40℃时,称重包装。
[0071]
2)将三层的组分加入三层共挤机进行熔融塑化后输出,将三层共挤机输出的材料输送至模具进口,三层融合成一层的膜坯再经过模具出口挤出,其中三层共挤机中螺杆挤出速度为80转/分钟,挤出加工温度165℃,模具温度为185℃,吹胀比为1.7:1,然后再通过内外冷却风机中的冷却风冷却成需要的膜泡;
[0072]
3)冷却后经过稳泡架稳定膜泡,由在线测厚仪360
°
旋转测量整个膜泡的厚度分
布,并有厚度调节系统将信息反馈至自动风环,调节以得到符合要求的厚度;
[0073]
4)将膜泡进入人字排夹成扁平的筒膜进入上牵引旋转装置,将筒膜展平后依次进入导辊进一步冷却,得到防雨反光膜;
[0074]
5)将所得的防雨反光膜进入电晕处理装置,经过电晕处理后切边,进入下牵引装置分成单张进入前后收卷装置收卷后包装。
[0075]
对本实施例中的防雨反光膜进行进行性能测试,结果如下表所示;
[0076][0077]
实施例3
[0078]
本实施例中的用于货车的防雨反光膜,其采用三层共挤吹膜法制备而成,包括外层、中层和内层,其中外层、中层和外层的厚度比为1:2:1,且外层、中层和内层的厚度分别为35μm,70μm和35μm,以质量百分比计:
[0079]
所述外层包括:茂金属聚乙烯35%,线性聚乙烯45%,耐候母料6%,银色母料5%,高压聚乙烯9%;
[0080]
所述中层包括:弹性体45%,线性聚乙烯35%,耐候母料5%,银色母料5%,红外阻隔剂5%,高压聚乙烯5%;
[0081]
所述内层包括:茂金属聚乙烯35%,线性聚乙烯45%,耐候母料5%,绿色母料8%,高压聚乙烯7%。
[0082]
本实施例中用于货车的防雨反光膜的制备方法,包括如下步骤:
[0083]
1)耐候母料的制备:
[0084]
a)称取12%受阻胺类光稳定剂,3%抗氧化剂,1%分散剂,1%爽滑剂,1%开口剂,12%高压聚乙烯,70%粉状线性聚乙烯,在950r/min的转速下混合0.5min后,再在100r/min转速下低速混合3min,直至混合均匀;b)采用同向双螺杆机进行挤出,挤出温度为190℃,换网器和模具的温度为195℃;c)挤出后进行水冷拉条,先经过第一水槽降温到85℃,再经过第二水槽降温到60℃后,进行脱水热风浴干燥后切粒,待切粒冷却至45℃时,称重包装。
[0085]
2)将三层的组分加入三层共挤机进行熔融塑化后输出,将三层共挤机输出的材料输送至模具进口,三层融合成一层的膜坯再经过模具出口挤出,其中三层共挤机中螺杆挤出速度为80转/分钟,挤出加工温度180℃,模具温度为185℃,吹胀比为1.9:1,然后再通过内外冷却风机中的冷却风冷却成需要的膜泡;
[0086]
3)冷却后经过稳泡架稳定膜泡,由在线测厚仪360
°
旋转测量整个膜泡的厚度分布,并有厚度调节系统将信息反馈至自动风环,调节以得到符合要求的厚度;
[0087]
4)将膜泡进入人字排夹成扁平的筒膜进入上牵引旋转装置,将筒膜展平后依次进入导辊进一步冷却,得到防雨反光膜;
[0088]
5)将所得的防雨反光膜进入电晕处理装置,经过电晕处理后切边,进入下牵引装置分成单张进入前后收卷装置收卷后包装。
[0089]
对本实施例中的防雨反光膜进行进行性能测试,结果如下表所示;
[0090][0091]
实施例4
[0092]
本实施例涉及一种用于货车的防雨反光膜,该防雨反光膜的组分与实施例2相同,防雨反光膜的制备方法与实施例2基本相同,不同之处为:在步骤2中的内外冷却风机的进风口处设置一水冷交换器,该水冷交换器可以多面进风;具体的,该防雨反光膜从三层共挤机挤出来时的温度为180℃以上,需要在短时间内将该温度降至65℃,现有的内外冷却风机一般均是直接采用外界环境中的空气作为冷却介质,但是外界环境中的空气随着季节的更替或者南北的差异具有较大的变化,导致生产过程中的冷却定型温度不稳定,而本技术通过在内外冷却风机的进风口处设置一水冷交换器,使得进入内外冷却风机的冷却风较直接进入内外冷却风机的风的温度相差10-20℃,进而大大提高了该防雨反光膜的冷却效率,进而保证了该防雨反光膜的质量稳定性;
[0093]
对本实施例中的防雨反光膜进行性能测试,结果与实施例2相当。
[0094]
对照组1
[0095]
本对照组所提供的防雨反光膜,其原材料组成与实施例2基本相同,不同之处在于耐候母料中的粉状线性聚乙烯的熔融指数为1.3g/10min或低于1.3g/10min(0.7g/10min),其制备方法与实施2相同,在实际制备过程中发现,当粉状线性聚乙烯的熔融指数为1.3g/10min或低于1.3g/10min(0.7g/10min),与外层、中层和内层中的线性聚乙烯的熔融指数相同或者更低时,则使得耐候母料无法对各个助剂形成很好的包裹保护,导致耐候母料中的各个助剂无法被分散均匀,进而导致该防雨反光膜的耐候性和力学性能均大大降低,甚至无法达到最低的标准要求。
[0096]
本技术中防雨反光膜在多个运输公司进行试验使用,截止至本发明申请之日,该防雨反光膜已经过两年多的实际试验使用,根据多个运输公司的回馈反应该防雨反光膜使用效果依然良好,完全不透水,有效保证货车中运输物资的防水要求;同时本技术人采用国家标准gb/t18833—2012,对该防雨反光膜与市面上普通的汽车防水薄膜(山东临沂清卫塑料有限公司生产的清卫牌汽车防雨膜,以及河南安阳塑化股份有限公司生产的珠泉牌汽车专用膜)进行耐老化对比测试,经过测试可知,该防雨反光膜的耐候性较普通的汽车防水薄膜提高了三倍以上,因此说明本技术所提供的防雨反光膜具有优异的耐候性。
[0097]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。