1.本实用新型涉及模切设备技术领域,特别是指一种电器铜箔贴膜的生产设备。
背景技术:
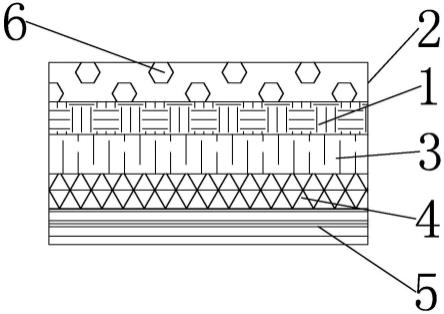
2.参考图1和图2所示,电器铜箔b贴膜一般由依次层叠的硅胶保护膜d、下层绝缘胶带c、铜箔b和上层绝缘胶带a,其中下层绝缘胶带c形状与铜箔b相同,用于将铜箔b贴合在蓝色硅胶保护膜d上,上层绝缘胶带a面积较小,用于将铜箔b贴合在电器上,使得电器被铜箔b遮挡的部分可以屏蔽信号。
3.现有的电器铜箔b贴膜设备工位繁多,整条流水线比较长,导致占地面积大、加工流程繁琐,并且加工的过程中在排废时容易将模切完的部分材料连同废料一起排走,导致产品的优良率降低,浪费生产材料。
技术实现要素:
4.本实用新型的目的在于提供一种电器铜箔贴膜的生产设备,实现简化生产流程、提高产品优良率。
5.为了达成上述目的,本实用新型的解决方案是:
6.一种电器铜箔贴膜的生产设备,包括沿生产流水线依次设置的第一加工机构、第二加工机构、第三加工机构和第四加工机构;所述第一加工机构用于在pet保护膜的上表面贴合离型膜,并切割离型膜的中线;所述第二加工机构用于在离型膜的上表面贴合上层绝缘胶带,并粗切上层绝缘胶带的外形;所述第三加工机构用于在上层绝缘胶带的上表面贴合铜箔、铜箔的上表面贴合下层绝缘胶带,并精切铜箔的外形;所述第四加工机构用于在下层绝缘胶带的上表面贴合硅胶保护膜,并精切硅胶保护膜的外形。
7.所述第一加工机构包括沿生产流水线设置的第一压合装置和第一切割装置,以及第一供料辊、第二供料辊、第一排废辊;所述第一供料辊、第二供料辊分别向所述第一压合装置输入离型膜和pet托底膜,离型膜位于pet托底膜的上表面且离型膜的离型面朝上;所述第一切割装置切割离型膜的中线;所述第一排废辊设置在所述第四加工机构之后,用于收卷pet托底膜。
8.所述第一压合装置包括上下设置的橡胶辊和钢棍;所述第一切割装置包括上下设置的第一刀辊和钢棍。
9.所述第二加工机构包括沿生产流水线设置的第二压合装置和第二切割装置,以及第三供料辊、第四供料辊、第二排废辊、第三排废辊;所述第三供料辊向所述第二压合装置输入上层绝缘胶带,上层绝缘胶带贴合在离型膜的上表面;所述第二排废辊排除上层绝缘胶带的自带膜废料;所述第四供料辊向所述第二切割装置的后端输入pe网纹膜,并与所述第三排废辊配合实现排除pe网纹膜和上层绝缘胶带的外框废料;所述第二切割装置粗切上层绝缘胶带的外形。
10.所述第二压合装置包括上下设置的橡胶辊和钢棍;所述第二切割装置包括上下设
置的第二刀辊和钢棍。
11.所述第三加工机构包括沿生产流水线设置的第三压合装置和第三切割装置,以及第五供料辊、第六供料辊、第四排废辊、第五排废辊、第六排废辊;所述第五供料辊、第六供料辊分别向所述第三压合装置输入铜箔和下层绝缘胶带,铜箔贴合在上层绝缘胶带的上表面,下层绝缘胶带贴合在铜箔的上表面;所述第四排废辊排除铜箔的自带膜废料;所述第五排废辊排除下层绝缘胶带的自带膜废料;所述第三切割装置精切铜箔的外形;所述第六排废辊排除铜箔的外框废料。
12.所述第三压合装置包括上下设置的橡胶辊和钢棍;所述第三切割装置包括上下设置的第三刀辊和钢棍。
13.所述第四加工机构包括沿生产流水线设置的第四压合装置和第四切割装置,以及第七供料辊、第七排废辊、第八排废辊;所述第七供料辊向所述第四压合装置输入硅胶保护膜,硅胶保护膜贴合在下层绝缘胶带的上表面;所述第七排废辊排除硅胶保护膜的自带膜废料;所述第四切割装置精切硅胶保护膜的外形;所述第八排废辊排除硅胶保护膜的外框废料。
14.所述第四压合装置包括上下设置的橡胶辊和钢棍;所述第四切割装置包括上下设置的第四刀辊和钢棍。
15.所述的一种电器铜箔贴膜的生产设备还包括第五加工机构,所述第五加工机构包括包括沿生产流水线设置的第五压合装置、第五切割装置和接片槽,以及第八供料辊、第九排废辊;所述第八供料辊向所述第五压合装置输入pet托底膜;所述第五切割装置将产品冲切成片状;所述第九排废辊设置在所述第五切割装置之后,用于收卷pet保护膜;所述接片槽设置在所述第五切割装置之后,用于收纳片状成品。
16.采用上述技术方案后,本实用新型实现传统生产工序的改进,依照生产顺序通过第一加工机构、第二加工机构、第三加工机构、第四加工机构依次对离型膜、上层绝缘胶带、铜箔、硅胶保护膜进行冲切,每次冲切时各材料都是胶面朝下,可避免排废时被排掉;同时,精切铜箔外形时连同上层绝缘胶带、下层绝缘胶带一起冲切,可以保证上层绝缘胶带、下层绝缘胶带与铜箔外形一致,完全杜绝传统工序中二次冲切时带来的误差,从而提高良品率;整体设备加工工序减少,从而简化了流水线的组成,减小占地面积和设备成本。
附图说明
17.图1为现有电器铜箔贴膜的俯视图;
18.图2为现有电器铜箔贴膜的主视图;
19.图3为本实用新型具体实施例的结构示意图;
20.图4为本实用新型具体实施例的冲切示意图;
21.附图标号说明:
[0022]1‑‑‑
第一加工机构;
ꢀꢀꢀꢀꢀꢀꢀ
11
‑‑
第一压合装置;
ꢀꢀꢀꢀꢀꢀ
12
‑‑
第一切割装置;
[0023]
13
‑‑
第一供料辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
‑‑
第二供料辊;
ꢀꢀꢀꢀꢀꢀꢀꢀ
15
‑‑
第一排废辊;
[0024]2‑‑‑
第二加工机构;
ꢀꢀꢀꢀꢀꢀꢀ
21
‑‑
第二压合装置;
ꢀꢀꢀꢀꢀꢀ
22
‑‑
第二切割装置;
[0025]
23
‑‑
第三供料辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24
‑‑
第四供料辊;
ꢀꢀꢀꢀꢀꢀꢀꢀ
25
‑‑
第二排废辊;
[0026]
26
‑‑
第三排废辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ3‑‑‑
第三加工机构;
ꢀꢀꢀꢀꢀꢀ
31
‑‑
第三压合装置;
[0027]
32
‑‑
第三切割装置;
ꢀꢀꢀꢀꢀꢀ
33
‑‑
第五供料辊;
ꢀꢀꢀꢀꢀꢀꢀꢀ
34
‑‑
第六供料辊;
[0028]
35
‑‑
第四排废辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36
‑‑
第五排废辊;
ꢀꢀꢀꢀꢀꢀꢀꢀ
37
‑‑
第六排废辊;
[0029]4‑‑‑
第四加工机构;
ꢀꢀꢀꢀꢀꢀꢀ
41
‑‑
第四压合装置;
ꢀꢀꢀꢀꢀꢀ
42
‑‑
第四切割装置;
[0030]
43
‑‑
第七供料辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44
‑‑
第七排废辊;
ꢀꢀꢀꢀꢀꢀꢀꢀ
45
‑‑
第八排废辊;
[0031]5‑‑‑
第五加工机构;
ꢀꢀꢀꢀꢀꢀꢀ
51
‑‑
第五压合装置;
ꢀꢀꢀꢀꢀꢀ
52
‑‑
第五切割装置;
[0032]
53
‑‑
接片槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54
‑‑
第八供料辊;
ꢀꢀꢀꢀꢀꢀꢀꢀ
55
‑‑
第九排废辊;
[0033]a‑‑‑
上层绝缘胶带;
ꢀꢀꢀꢀꢀꢀꢀb‑‑‑
铜箔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀc‑‑‑
下层绝缘胶带;
[0034]d‑‑‑
硅胶保护膜;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀe‑‑‑
第一刀线;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀf‑‑‑
第二刀线;
[0035]g‑‑‑
第三刀线;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀh‑‑‑
第四刀线;
[0036]
另,图3中“橡”代表橡胶辊、“光”代表光滑的钢棍,“d”代表刀辊,不同序号的刀辊,其刀具形状不同。
具体实施方式
[0037]
为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
[0038]
本实用新型为一种电器铜箔贴膜的生产设备,包括沿生产流水线依次设置的第一加工机构1、第二加工机构2、第三加工机构3和第四加工机构4;
[0039]
第一加工机构1用于在pet保护膜的上表面贴合离型膜,并切割离型膜的中线;
[0040]
第二加工机构2用于在离型膜的上表面贴合上层绝缘胶带a,并粗切上层绝缘胶带a的外形;
[0041]
第三加工机构3用于在上层绝缘胶带a的上表面贴合铜箔b、铜箔b的上表面贴合下层绝缘胶带c,并精切铜箔b的外形;
[0042]
第四加工机构4用于在下层绝缘胶带c的上表面贴合硅胶保护膜d,并精切硅胶保护膜d的外形。
[0043]
参考图3所示,示出了本实用新型的具体实施例。
[0044]
上述第一加工机构1包括沿生产流水线设置的第一压合装置11和第一切割装置12,以及第一供料辊13、第二供料辊14、第一排废辊15;第一供料辊13、第二供料辊14分别向第一压合装置11输入离型膜和pet托底膜,离型膜位于pet托底膜的上表面且离型膜的离型面朝上;第一切割装置12切割离型膜的中线,以满足生产需求;第一排废辊15设置在第四加工机构4之后,用于收卷pet托底膜。
[0045]
进一步地,上述第一压合装置11包括上下设置的橡胶辊和钢棍;第一切割装置12包括上下设置的第一刀辊和钢棍,第一刀辊的第一刀线e如图4的虚线所示。
[0046]
上述第二加工机构2包括沿生产流水线设置的第二压合装置21和第二切割装置22,以及第三供料辊23、第四供料辊24、第二排废辊25、第三排废辊26;第三供料辊23向第二压合装置21输入上层绝缘胶带a,上层绝缘胶带a贴合在离型膜的上表面;第二排废辊25排除上层绝缘胶带a的自带膜废料;第四供料辊24向第二切割装置22的后端输入pe网纹膜,并与第三排废辊26配合实现排除pe网纹膜和上层绝缘胶带a的外框废料;第二切割装置22粗切上层绝缘胶带a的外形。
[0047]
进一步地,上述第二压合装置21包括上下设置的橡胶辊和钢棍;第二切割装置22
包括上下设置的第二刀辊和钢棍,第二刀辊的第二刀线f如图4中的单点划线所示,切割出上层绝缘胶带a的大致形状。
[0048]
上述第三加工机构3包括沿生产流水线设置的第三压合装置31和第三切割装置32,以及第五供料辊33、第六供料辊34、第四排废辊35、第五排废辊36、第六排废辊37;第五供料辊33、第六供料辊34分别向第三压合装置31输入铜箔b和下层绝缘胶带c,铜箔b贴合在上层绝缘胶带a的上表面,下层绝缘胶带c贴合在铜箔b的上表面;第四排废辊35排除铜箔b的自带膜废料;第五排废辊36排除下层绝缘胶带c的自带膜废料;第三切割装置32精切铜箔b的外形;第六排废辊37排除铜箔b的外框废料。
[0049]
进一步地,上述第三压合装置31包括上下设置的橡胶辊和钢棍;第三切割装置32包括上下设置的第三刀辊和钢棍,第三刀辊的第三刀线g如图4中的双点划线所示,切割出铜箔b的精确形状,同时还冲切上层绝缘胶带a的多余废料、精切下层绝缘胶带c的外形(与铜箔b相同)。
[0050]
上述第四加工机构4包括沿生产流水线设置的第四压合装置41和第四切割装置42,以及第七供料辊43、第七排废辊44、第八排废辊45;第七供料辊43向第四压合装置41输入硅胶保护膜d,硅胶保护膜d贴合在下层绝缘胶带c的上表面;第七排废辊44排除硅胶保护膜d的自带膜废料;第四切割装置42精切硅胶保护膜d的外形;第八排废辊45排除硅胶保护膜d的外框废料。
[0051]
进一步地,上述第四压合装置41包括上下设置的橡胶辊和钢棍;第四切割装置42包括上下设置的第四刀辊和钢棍,第四刀辊的第四刀线h如图4中的实线所示,切割出硅胶保护膜d的精确形状。
[0052]
同时,硅胶保护膜d采用蓝色硅胶保护膜d,以便区分不同的原材料,工人检验产品时方便观察。
[0053]
此外,上述的离型膜、pet托底膜、上层绝缘胶带a、下层绝缘胶带c均可采用透明的膜材料。
[0054]
本实用新型还包括第五加工机构5,第五加工机构5包括包括沿生产流水线设置的第五压合装置51、第五切割装置52和接片槽53,以及第八供料辊54、第九排废辊55;第八供料辊54向第五压合装置51输入pet托底膜;第五切割装置52将产品冲切成片状(一片一般包含10个左右的产品);第九排废辊55设置在第五切割装置52之后,用于收卷pet保护膜;接片槽53设置在第五切割装置52之后,用于收纳片状成品。
[0055]
进一步地,上述第五压合装置51包括上下设置的橡胶辊和钢棍;第五切割装置52包括上下设置的第五刀辊和钢棍。
[0056]
以上“粗切”的概念,应理解为按照产品的大致轮廓进行粗略冲切,根据所需产品的大小不同粗切允许的公差也不同,具体可参照下文的描述以及附图中的刀线;而“精切”的概念,就是按照所需产品的轮廓形状进行精确冲切,以满足产品的尺寸公差要求为前提,确保良品率。
[0057]
通过上述方案,参考图4所示,本实用新型实现传统生产工序的改进,依照生产顺序通过第一加工机构1、第二加工机构2、第三加工机构3、第四加工机构4依次对离型膜、上层绝缘胶带a、铜箔b、硅胶保护膜d进行冲切,每次冲切时各材料都是胶面朝下,可避免排废时被排掉;同时,精切铜箔b外形时连同上层绝缘胶带a、下层绝缘胶带c一起冲切,可以保证
上层绝缘胶带a、下层绝缘胶带c与铜箔b外形一致,完全杜绝传统工序中二次冲切时带来的误差,从而提高良品率;整体设备加工工序减少,从而简化了流水线的组成,减小占地面积和设备成本。
[0058]
上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。