1.本技术涉及工业过程测量的领域,尤其涉及质量流量计控制系统。
背景技术:
2.仪表是显示数值的仪器总称,主要包括压力仪表、流量仪表以及各种分仪器等。仪表广泛应用于工业、农业、国防以及日常生活等各种领域,并且在各行各业的的运行过程中起到了重要的作用。
3.其中质量流量计是一种工业过程测量领域的新型测量仪表,能够与阀门配合使用实现定量填充,从而应用于流体制造的连续生产领域。例如在利用注塑机进行注塑成型时,需要对原料的流速和流量进行准确地控制,所以目前通常将质量流量计安装在注塑机的原料通路上,并利用plc控制电动球阀来实现对原料通路通断的控制。使用时,质量流量计对原料的流量进行监测,当原料的流量达到设定值时,质量流量计将信号传输给plc的上位机,然后plc将信号传输给电动球阀,从而使电动球阀关闭,实现对原料流量的控制。
4.当采用上述方案对原料流量进行控制时,由于需要利用plc的上位机来对电动球阀进行控制,而上位机与电动球阀之间通常为有线连接,这使得上述方案实际应用过程中,有时可能应用于高温、高湿或腐蚀性气体的环境中,使得用于连接上位机与电动球阀的电缆容易受到环境影响而老化腐蚀,从而影响原料流量的控制。
技术实现要素:
5.本技术提供一种质量流量计控制系统,用以解决现有技术中通过有线连接时电缆容易老化腐蚀,从而影响原料流量控制的问题。
6.本技术提供的一种质量流量计控制系统,包括质量流量计、电动阀以及控制器;所述控制器与所述质量流量计无线通信连接,并且所述控制器与所述电动阀的控制端连接。
7.进一步设置为,所述质量流量计内设有第一通信模块;
8.所述控制器包括印制电路板、处理模块、第二通信模块和阀门控制开关;所述处理模块、所述第二通信模块以及所述阀门控制开关均集成在所述印制电路板上;
9.所述第一通信模块与所述第二通信模块通信连接;所述处理模块与所述第二通信模块的控制端连接,所述处理模块与所述阀门控制开关的控制端连接,所述阀门控制开关与所述电动阀的控制端连接。
10.进一步设置为,所述控制器还包括供电模块,所述处理模块的电源端与所述供电模块的第一供电端连接,所述阀门控制开关的电源端与所述供电模块的第二供电端连接。
11.进一步设置为,所述控制器还包括通信接头和天线,所述通信接头和所述天线均连接在所述第二通信模块上。
12.进一步设置为,还包括保护壳体,所述印制电路板、所述处理模块、所述第二通信模块、所述阀门控制开关以及所述供电模块设置在所述保护壳体内部,所述通信接头和所述天线设置在所述保护壳体外侧。
13.进一步设置为,所述通信接头选用防水型通信接头;所述天线选用防水型天线。
14.进一步设置为,所述印制电路板固定安装在所述保护壳体内。
15.进一步设置为,所述印制电路板上穿设有至少一个连接螺钉,所述连接螺钉穿过所述印制电路板,并与所述保护壳体螺纹连接。
16.进一步设置为,所述保护壳体包括主体部和端盖,所述主体部与所述端盖可拆卸连接。
17.进一步设置为,所述端盖上穿设有至少一个固定螺钉,所述固定螺钉穿过所述端盖,并与所述主体部螺纹连接。
18.本技术提供一种质量流量计控制系统,包括质量流量计、电动阀以及控制器;控制器与质量流量计无线通信连接,并且控制器与电动阀的控制端连接。通过上述技术方案,质量流量计对原料的流量进行监测,当原料的流量达到设定值时,质量流量计将信号无线传输给控制器,控制器对信号进行分析处理,并控制电动阀实现对原料通路的控制,从而取代现有技术中的有线连接方式,确保了原料流量的准确控制。
附图说明
19.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
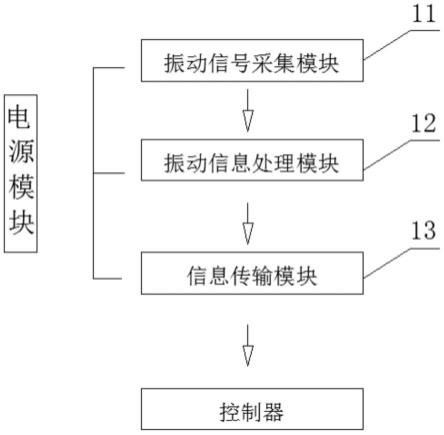
20.图1为本技术的系统框图;
21.图2为控制器的结构示意图;
22.图3为保护壳体的结构示意图。
23.附图标记说明:
24.1、质量流量计;11、第一通信模块;2、控制器;21、保护壳体;211、主体部;212、端盖;2121、固定螺钉;22、印制电路板;221、连接螺钉;23、处理模块;24、第二通信模块;241、天线;242、通信接头;25、阀门控制开关;26、供电模块;3、电动阀。
25.通过上述附图,已示出本技术明确的实施例,后文中将有更详细的描述。这些附图和文字描述并不是为了通过任何方式限制本技术构思的范围,而是通过参考特定实施例为本领域技术人员说明本技术的概念。
具体实施方式
26.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本技术的一些方面相一致的装置和方法的例子。
27.下面以具体地实施例对本技术的技术方案以及本技术的技术方案如何解决上述技术问题进行详细说明。下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例中不再赘述。下面将结合附图,对本技术的实施例进行描述。
28.本技术提供一种质量流量计控制系统,能够应用于工业过程测量,例如注塑机中原料流量、流速的监控与控制,从而保证注塑机能够正常使用,并且不会出现原料的浪费。以下以质量流量计控制系统在注塑机上的应用为例,并结合附图对质量流量计控制系统的
结构与组成进行描述。
29.一种质量流量计控制系统,参照图1,包括质量流量计1、电动阀3以及用于控制电动阀3的控制器2;其中质量流量计1和电动阀3均设置在注塑机的原料通路上,质量流量计1能够用于原料流量、流速的监控,而电动阀3则能够用于控制原料通路的通断以及通路大小,从而对原料流量、流速进行控制。而控制器2与质量流量计1无线通信连接,并且控制器2还与电动阀3的控制端连接,从而能够利用控制器2实现对电动阀3的控制。
30.通过采用上述技术方案,当利用注塑机进行注塑成型时,先利用质量流量计1设置一个预定值,然后使控制器2对无线信号进行处理,然后控制电动阀3关闭,从而使注塑机的原料通路关闭,进而实现对原料流量的控制。而利用本技术的质量流量计1控制系统能够取代现有技术中的有线连接方式,减小了线缆出现损坏的可能性,确保了原料流量的准确控制。
31.继续参照图1,其中所述质量流量计1内设有用于与控制器2进行无线通信的第一通信模块11;而控制器2则包括印制电路板22、处理模块23、第二通信模块24和阀门控制开关25;处理模块23、第二通信模块24以及阀门控制开关25均集成在印制电路板22上,从而能够通过电路印刷板更加容易地实现控制器2内各个组成部分的连接。
32.以下结合图2对控制器2内各个组成部分的具体连接结构进行描述,其中第一通信模块11与第二通信模块24通信连接。而处理模块23与第二通信模块24的控制端连接,从而能够通过第二通信模块24接收第一通信模块11的信号,或者向第一通信模块11发送信号;同时处理模块23还与阀门控制开关25的控制端连接,而阀门控制开关25则与电动阀3的控制端连接,从而在处理模块23在收到第一通信模块11的信号后能够通过阀门控制开关25实现对电动阀3的控制,进而实现对原料通路通断的控制。
33.当利用注塑机进行注塑成型时,首先质量流量计1通过第一通信模块11向控制器2发送无线信号,控制器2中的第二通信模块24接收无线信号,并将无线信号传输给处理模块23,使得处理模块23能够对无线信号进行分析处理,从而向阀门控制开关25发出指令,使得阀门控制开关25能够对电动阀3进行控制,使得电动阀3能够及时开启,而设置在注塑机原料通路上的质量流量计1则能够对原料的流量和流速进行监控。
34.当原料的流量达到质量流量计1的预定值时,质量流量计1再通过第一通信模块11向控制器2发送无线信号,并且控制器2中的第二通信模块24接收无线信号,然后将无线信号传输给处理模块23,使得处理模块23能够对无线信号进行分析处理,从而向阀门控制开关25发出指令,使得阀门控制开关25能够对电动阀3进行控制,使得电动阀3能够及时关闭,从而能够使原料通路断开;随后处理模块23将电动阀3关闭的无线信号通过第二通信模块24传输给质量流量计1,从而实现一次注塑成型。而当上述过程进行多次循环时,即能够通过质量流量计1控制系统实现对注塑机原料通路的循环控制。
35.容易理解的是,质量流量计1控制系统还能够对注塑机原料通路中原料的流速进行控制,本技术在此不再赘述。
36.为了使控制器2中上述组成部分的供电过程更加方便,所以在本技术中,示例性的,继续参照图2,控制器2还包括用于供电的供电模块26,供电模块26同样集成在电路印刷板上,并且处理模块23的电源端与供电模块26的第一供电端连接,阀门控制开关25的电源端与供电模块26的第二供电端连接,从而能够利用供电模块26对处理模块23以及阀门控制
开关25进行供电。
37.至于处理模块23可以选用多种数据处理器,本技术对此不作限制,在本技术中,示例性的,处理模块23选用mcu处理模块23。
38.而为了能够对控制器2起到一定的保护作用,所以在本技术中还设置有用于对控制器2起到保护作用的保护壳体21,参照图2和图3,印制电路板22、处理模块23、第二通信模块24、阀门控制开关25以及供电模块26均设置,保护壳体21内部。由于处理模块23、第二通信模块24、阀门控制开关25以及供电模块26均集成在电路印刷板上,所以只需将电路印刷板固定在保护壳体21内即可,至于电路印刷板与保护壳体21之间的固定方式,本技术不作限制,只要能够保证电路印刷板能够稳定安装在保护壳体21内,并且不会对控制器2的正常使用产生影响即可。
39.在本技术中,示例性的,参照图2,在印制电路板22上穿设有至少一个连接螺钉221,连接螺钉221穿过印制电路板22,并与保护壳体21螺纹连接,从而能够通过连接螺钉221将印制电路板22固定在保护壳体21上。至于连接螺钉221的数量,本技术不作限制,只要能够保证电路印刷板不会从保护壳体21上脱落即可,在本实施例中,示例性的,连接螺钉221设置为多个,从而能够使电路印刷板与保护壳体21之间的连接更加稳定。
40.为了能够使控制器2的安装过程更加方便,在本技术中,参照图3,保护壳体21包括主体部211和端盖212,并且端盖212可拆卸地连接在主体部211上,示例性的,端盖212上穿设有至少一个用于起到固定作用的固定螺钉2121,固定螺钉2121穿过端盖212,并与主体部211螺纹连接,从而使端盖212能够固定在主体部211上,在本实施例中,示例性的,固定螺钉2121设置为多个,从而能够使端盖212与主体部211之间的连接更加稳定。
41.通过采用上述技术方案,当安装控制器2时,将电路印刷板放置在主体部211内,然后将连接螺钉221穿过电路印刷板,旋紧连接螺钉221,使得连接螺钉221与保护壳体21螺纹连接,从而将电路印刷板安装在保护壳体21上,然后将端盖212盖设在主体部211上,再旋紧固定螺钉2121,使得固定螺钉2121穿过端盖212并与主体部211螺纹连接,从而将端盖212固定在主体部211上,进而能够使保护壳体21形成密封空间,并将控制器2安装在保护壳体21内。
42.容易理解的是,保护壳体21可以设置为多种形状,只要能够对控制器2起到一定的保护作用即可,本技术对此不作限制。
43.为了能够使第二通信模块24与第一通信模块11之间的信号传输更加稳定,在本技术中,参照图2和图3,控制器2还包括用于向第一通信模块11发送信号的通信接头242,以及用于接收第一通信模块11所发出信号的天线241,其中通信接头242和天线241均设置在保护壳体21的外侧,并连接在第二通信模块24上。
44.通过采用上述技术方案,当处理模块23向质量流量计1发出无线信号时,处理模块23上的第二通信模块24能够通过通信接头242向质量流量计1发出信号;而当质量流量计1向处理模块23发出信号时,处理模块23上的第二通信模块24能够通过天线241接收到质量流量计1上第一通信模块11所发出的信号,从而能够通过通信接头242和天线241使得第二通信模块24与第一通信模块11之间的信号传输更加稳定。
45.而由于通信接头242和天线241设置在保护壳体21的外侧,所以为了避免通信接头242和天线241受到液体的影响,所以在本技术中,通信接头242选用防水型通信接头;而天
线241则选用防水型天线,从而保证了通信接头242与天线241能够正常使用,减小控制器2出现损坏的可能性。
46.综上,当利用质量流量计1控制系统对原料通路中,原料流量和流速进行控制时,当利用注塑机进行注塑成型时,首先质量流量计1通过第一通信模块11向控制器2发送无线信号,控制器2中的第二通信模块24通过天线241接收无线信号,并将无线信号传输给处理模块23,使得处理模块23向阀门控制开关25发出指令,使得阀门控制开关25能够对电动阀3进行控制,并使电动阀3开启,而设置在注塑机原料通路上的质量流量计1则能够对原料的流量和流速进行监控。
47.当原料的流量达到质量流量计1的预定值时,质量流量计1再通过第一通信模块11向控制器2发送无线信号,并且控制器2中的第二通信模块24通过天线241接收无线信号,然后将无线信号传输给处理模块23,使得处理模块23能够对无线信号进行分析处理,从而向阀门控制开关25发出指令,使得阀门控制开关25能够对电动阀3进行控制,使得电动阀3能够及时关闭,从而能够使原料通路断开;随后处理模块23将电动阀3关闭的无线信号通过第二通信模块24和通信接头242传输给质量流量计1,从而实现一次注塑成型。而当上述过程进行多次循环时,即能够通过质量流量计1控制系统实现对注塑机原料通路的循环控制。从而取代现有技术中的有线连接方式,确保了原料流量的准确控制。
48.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由下面的权利要求书指出。
49.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求书来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。