1.本实用新型涉及自动化生产检测技术领域,尤其是指一种卡托件的自动注塑检测线。
背景技术:
2.目前的在卡托件的生产和检测中,都是以人工实现上下料的,而在人工对卡托件的半成品或者成品进行诸如搬运、注塑、人工脱模、人工把掉披锋及水口、周转、移动等动作时,都会对卡托件造成损伤,导致卡托件合格率降低,人力成本浪费。
技术实现要素:
3.本实用新型针对现有技术的问题提供一种卡托件的自动注塑检测线,自动化完成对于成品的注塑和检测动作,从而保证了成品合格率,且不会造成人力成本浪费。
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.本实用新型提供的一种卡托件的自动注塑检测线,包括移料机构、上料机构、注塑机以及检测机,所述上料机构用于上料半成品,所述移料机构用于把半成品送入所述注塑机,所述注塑机用于把半成品注塑成型为成品,所述移料机构还用于把成品移送至所述检测机,所述检测机用于对成品进行尺寸和外观检测。
6.进一步的,所述移料机构包括移料机器人、移料座以及两个夹料组件,所述移料座安装于所述移料机器人的末端,两个夹料组件均设置于所述移料座,两个夹料组件分别用于取放半成品或成品。
7.更进一步的,夹料组件包括水口夹组件、夹料驱动件、夹料板以及多个设置于夹料板的吸嘴,水口夹组件安装于所述移料座,夹料驱动件用于驱动夹料板升降,水口夹组件用于夹持半成品/成品,吸嘴用于吸住半成品/成品。
8.优选的,水口夹组件包括气动手指以及两个夹块,气动手指安装于所述夹料板,两个夹块分别安装于气动手指的两个夹持端;两个夹块彼此正对的一端分别设置有多条夹持槽。
9.进一步的,所述上料机构包括上料座以及两个均设置于所述上料座的送盘组件,送盘组件用于驱动载有半成品的载盘移动至所述移料机构的取料位置;送盘组件包括送盘平移件、送盘升降件、送盘限位座以及多个送盘定位件,送盘限位座设置于所述上料座,送盘限位座设置有限位口,送盘平移件用于驱动载盘移动至送盘升降件,送盘升降件用于驱动载盘上升至限位口处,多个送盘定位件均安装于送盘限位座,多个送盘定位件配合用于把载盘定位至限位口处以供所述移料机构取出半成品。
10.进一步的,所述检测机包括机体,所述机体设置有尺寸检测机构、中转机构、外观检测机构以及分拣机构,所述尺寸检测机构用于对成品的尺寸进行检测,所述中转机构用于把成品自所述尺寸检测机构移送至所述外观检测机构,所述外观检测机构用于对成品的外观进行检测,所述分拣机构根据尺寸检测结果和外观检测结果对成品进行分拣下料;
11.所述尺寸检测机构、外观检测机构的数量分别为至少一个。
12.更进一步的,所述尺寸检测机构包括尺寸检测治具、尺寸检测驱动件以及尺寸检测相机,所述尺寸检测治具用于装载成品,所述尺寸检测驱动件用于驱动所述尺寸检测治具来回移动,所述尺寸检测相机用于对所述尺寸检测治具上的成品进行拍摄检测;所述尺寸检测相机位于所述尺寸检测治具的一侧;
13.所述尺寸检测治具靠近所述尺寸检测相机的一侧设置有多个检测槽,检测槽用于装配成品。
14.更进一步的,所述中转机构包括中转平移件、中转升降件以及中转基座,所述中转基座设置有多个用于拾起成品的中转吸嘴,所述中转平移件用于驱动所述中转基座来回移动,所述中转升降件用于驱动所述中转基座升降。
15.更进一步的,所述外观检测机构包括外观检测治具、外观检测驱动件以及至少四个外观检测模组,所述外观检测治具设置有多个用于装载成品并使成品保持竖起状态的竖放件,所述外观检测驱动件用于驱动所述外观检测治具来回移动,外观检测模组用于对成品进行拍摄,至少四个外观检测模组分别位于所述外观检测治具的两侧。
16.更进一步的,所述分拣机构包括分拣机器人、分拣组件以及至少两个用于运输载具的下料组件,所述分拣机器人用于驱动所述分拣组件移动,所述分拣组件用于拾起所述外观检测机构所装载的成品。
17.本实用新型的有益效果:本实用新型通过移料机构、上料机构、注塑机以及检测机配合,实现了注塑与检测的自动化动作,避免了人力移送成品时对成品造成伤害,并提升了效率。
附图说明
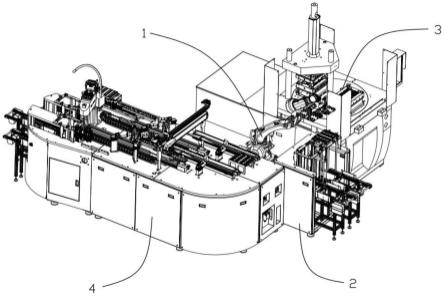
18.图1为本实用新型的示意图。
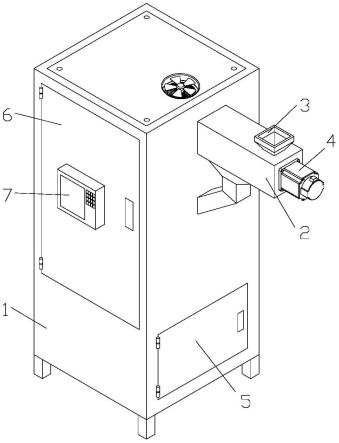
19.图2为本实用新型的注塑机的示意图。
20.图3为本实用新型的移料机构的示意图。
21.图4为本实用新型的夹料组件的示意图。
22.图5为本实用新型的上料机构的示意图。
23.图6为本实用新型的检测机的示意图。
24.图7为本实用新型的尺寸检测机构的示意图。
25.图8为本实用新型的中转机构的示意图。
26.图9为本实用新型的外观检测机构的示意图。
27.图10为本实用新型的竖放件的示意图。
28.图11为本实用新型的分拣组件的示意图。
29.图12为本实用新型的下料组件的示意图。
30.图13为本实用新型的尺寸检测流程图。
31.图14为本实用新型的外观检测流程图。
32.附图标记:1—移料机构,2—上料机构,3—注塑机,4—检测机,5—成品,6—载盘,11—移料机器人,12—移料座,13—夹料组件,21—上料座,22—送盘组件,23—送盘平移件,24—送盘升降件,25—送盘限位座,26—送盘定位件,27—限位口,31—机座,32—注塑
机构,33—上模,34—下模,35—转动盘,41—机体,42—尺寸检测机构,43—中转机构,44—外观检测机构,45—分拣机构,131—水口夹组件,132—夹料驱动件,133—夹料板,134—吸嘴,135—气动手指,136—夹块,411—龙门架,421—尺寸检测治具,422—尺寸检测驱动件,423—尺寸检测相机,424—尺寸检测光源,425—检测槽,426—拍摄孔,431—中转平移件,432—中转升降件,433—中转基座,434—中转吸嘴,441—外观检测治具,442—外观检测驱动件,443—外观检测模组,444—竖放件,445—治具翻转机构,451—分拣机器人,452—分拣组件,453—下料组件,4431—外观检测相机,4432—外观检测光源,4433—检测孔,4441—底座,4442—支撑件,4443—固定槽,4444—通孔,4521—分拣基座,4522—分拣吸盘,4523—分拣模组,4524—分拣升降件,4525—分拣夹持件,4531—下料传输件,4532—托起件,4533—下料升降件。
具体实施方式
33.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。以下结合附图对本实用新型进行详细的描述。
34.如图1至图13所示,本实用新型提供的一种卡托件的自动注塑检测线,包括移料机构1、上料机构2、注塑机3以及检测机4,所述上料机构2用于上料半成品5,所述移料机构1用于把半成品5送入所述注塑机3,所述注塑机3用于把半成品5注塑成型为成品5,所述移料机构1还用于把成品5移送至所述检测机4,所述检测机4用于对成品5进行尺寸和外观检测。
35.本实施例所述的半成品5为金属件,而成本则是半成品5进行注塑后成型的卡托件。
36.工作时,经上料机构2把半成品5进行上料,经移料机构1拾起半成品5并放入注塑机3内进行注塑成型而制得成品5;在注塑完成以后,由移料机构1把注塑机3内的成品5取出并移送至检测机4,经检测机4对成品5的外观和尺寸均进行检测,从而完成了自动化移料、注塑和检测的效果,提升了效率,也避免在移料过程中成品5被刮伤或者损坏而导致合格率降低。
37.本实施例所述的注塑机3,为目前现有的注塑机3,或者采用如下结构:所述注塑机3包括机座31、注塑机构32、上模33、下模34、转动盘35以及转动驱动件(图中未视出),转动盘35转动设置于机座31,转动驱动件用于驱动转动盘35转动,下模34的数量为两个,两个下模34均安装于转动盘35;注塑机构32用于驱动上模33升降。通过上述结构的设置,使得在一个下模34与上模33配合而对半成品5注塑成型时,移料机构1能够把半成品5放在另一个下模34上;而在成型后,转动盘35转动以使得两个下模34换位,让成品5能够在空气中降温一段时间后再被移料机构1取出,保证了成品5不会因温度过高而导致在被移送过程中发生变形,并提升了注塑的效率。
38.在本实施例中,所述移料机构1包括移料机器人11、移料座12以及两个夹料组件13,所述移料座12安装于所述移料机器人11的末端,两个夹料组件13均设置于所述移料座12,两个夹料组件13分别用于取放半成品5或成品5。
39.即本移料机构1具有两个夹料组件13,以使得当移料机构1通过一个夹料组件13把成品5从注塑机3取出后,能够通过另一个夹料组件13把半成品5放入注塑机3内,从而提升
了移料的效率。
40.具体的,夹料组件13包括水口夹组件131、夹料驱动件132、夹料板133以及多个设置于夹料板133的吸嘴134,水口夹组件131安装于所述移料座12,夹料驱动件132用于驱动夹料板133升降,水口夹组件131用于夹持半成品5/成品5,吸嘴134用于吸住半成品5/成品5。
41.该夹料驱动件132优选为气缸,在拾起半成品5时,夹料驱动件132驱动夹料板133下降,以使得吸嘴134能够下降至与半成品5接触,随后利用外界气源往吸嘴134输入负压而实现让吸嘴134拾起半成品5,从而能够避免夹持而使得半成品5表面被刮伤;由于在注塑成型后成品5表面必然连接有水口,因此在拾起成品5时,则由水口夹组件131夹住水口而实现对于成品5的拾起,以便于在移料过程中不会对成品5的表面造成损伤,保证了合格率。
42.具体的,由于成品5的体积较小,因此在拾起半成品5时,是通过一个吸嘴134吸住一个半成品5的方式实现的;而在注塑成型后,通常为两个相邻的成品5连接同一个水口,因此在同一排只需设置一个水口夹组件131即可。
43.优选的,水口夹组件131包括气动手指135以及两个夹块136,气动手指135安装于所述夹料板133,两个夹块136分别安装于气动手指135的两个夹持端;两个夹块136彼此正对的一端分别设置有多条夹持槽。
44.由于水口是否损伤不会影响到成品5的合格率,因此本实用新型通过气动手指135驱动两个夹块136彼此靠近的方式,实现夹持位于两个夹块136之间的水口,从而保证了移料的稳定性;而夹持槽的设置,则是用于增加夹块136与水口之间的压强,以保证夹块136与水口之间的摩擦力足够。
45.在本实施例中,所述上料机构2包括上料座21以及两个均设置于所述上料座21的送盘组件22,送盘组件22用于驱动载有半成品5的载盘6移动至所述移料机构1的取料位置;送盘组件22包括送盘平移件23、送盘升降件24、送盘限位座25以及多个送盘定位件26,送盘限位座25设置于所述上料座21,送盘限位座25设置有限位口27,送盘平移件23用于驱动载盘6移动至送盘升降件24,送盘升降件24用于驱动载盘6上升至限位口27处,多个送盘定位件26均安装于送盘限位座25,多个送盘定位件26配合用于把载盘6定位至限位口27处以供所述移料机构1取出半成品5。
46.即半成品5通过载盘6实现定位承托,而在上料时,由送盘平移件23把载盘6进行平移而移送至送盘升降件24,经送盘升降件24驱动载盘6上升至限位口27处,由多个送盘定位件26配合实现对于载盘6的定位,保证在移料机构1拾起载盘6上的半成品5时载盘6不会发生偏移,提升了移料机构1拾起半成品5的稳定和精度。
47.具体的,而送盘定位件26可包括抵触块和气缸,即抵触块用于与载盘6的侧壁抵触,而气缸则是推动载盘6以使得载盘6与抵触块可靠抵触,以保证定位效果。
48.实际使用时,该两个送盘组件22可分别用于上料和下料用,即一个送盘组件22用于把载有半成品5的载盘6上料至限位口27处;而在该载盘6上的半成品5被移料机构1拾取完而空载时,则可被移料机构1移送至另一个送盘组件22处,经该送盘组件22进行下料。该移动载盘6的方式,可通过移料机构1或者专门的结构(图中未视出)实现,载盘6可基于重量考虑经由注塑成型。
49.在本实施例中,所述检测机4包括机体41,所述机体41设置有尺寸检测机构42、中
转机构43、外观检测机构44以及分拣机构45,所述尺寸检测机构42用于对成品5的尺寸进行检测,所述中转机构43用于把成品5自所述尺寸检测机构42移送至所述外观检测机构44,所述外观检测机构44用于对成品5的外观进行检测,所述分拣机构45根据尺寸检测结果和外观检测结果对成品5进行分拣下料。
50.实际使用时,为了提升效率,所述尺寸检测机构42、外观检测机构44的数量分别为至少一个,如本实施例中为两个。该数量设置的目的在于:尺寸检测和外观检测的效率相较于移送和分拣稍慢,因此通过设置两个的尺寸检测机构42以及两个的外观检测机构44,能够有效让尺寸检测与外观检测的效率得以提升,达到了与移送和分拣相配合的效果。
51.工作时,成品5被上料至尺寸检测机构42,经尺寸检测机构42对成品5进行尺寸检测并记录检测结果后,由中转机构43把成品5自尺寸检测机构42移送至外观检测机构44,再经外观检测机构44对成品5进行外观检测以检测其外表是否有破损等现象,最后由分拣机构45根据尺寸检测机构42和外观检测机构44的检测结果,把成品5进行分拣,从而实现了自动化对成品5进行检测的功能,提升了效率。
52.在本实施例中,所述尺寸检测机构42包括尺寸检测治具421、尺寸检测驱动件422以及尺寸检测相机423,所述尺寸检测治具421用于装载成品5,所述尺寸检测驱动件422用于驱动所述尺寸检测治具421来回移动,所述尺寸检测相机423用于对所述尺寸检测治具421上的成品5进行拍摄检测;所述尺寸检测相机423位于所述尺寸检测治具421的一侧;
53.所述尺寸检测治具421靠近所述尺寸检测相机423的一侧设置有多个检测槽425,检测槽425用于装配成品5。
54.实际使用时,多个检测槽425并排设置在尺寸检测治具421的一侧,而尺寸检测驱动件422优选为由电机进行驱动的结构,属于常规部件;即在需要尺寸检测时,由外界的机械手或者人工的方式把成品5插入检测槽425内,成品5的一面会经检测槽425显露至外界,此时由尺寸检测驱动件422驱动尺寸检测治具421前移,使得尺寸检测驱动件422经过尺寸检测相机423而被尺寸检测相机423拍摄到成品5,从而能够识别成品5的尺寸以进行检测;随后尺寸检测驱动件422会继续驱动尺寸检测治具421直至尺寸检测治具421到达另一端后,由中转机构43拾起成品5并移送至外观检测治具441。
55.具体的,所述尺寸检测机构42还包括尺寸检测光源424,所述尺寸检测光源424设置有拍摄孔426,所述尺寸检测相机423通过所述拍摄孔426后对所述尺寸检测治具421上的成品5进行拍摄。该尺寸检测光源424为环形,即拍摄孔426位于尺寸检测光源424的中心处,从而让尺寸检测相机423在亮度足够的环境进行拍摄,保证了所拍摄图像的清晰度,从而提升了检测结构的可靠性。
56.在本实施例中,所述中转机构43包括中转平移件431、中转升降件432以及中转基座433,所述中转基座433设置有多个用于拾起成品5的中转吸嘴434,所述中转平移件431用于驱动所述中转基座433来回移动,所述中转升降件432用于驱动所述中转基座433升降。
57.具体的,该机体41设置有龙门架411,中转平移件431为由电机作为驱动的结构,中转升降件432为电缸或者气缸。即在尺寸检测完毕以后,由中转平移件431与中转升降件432配合驱动中转基座433移动,通过中转吸嘴434吸起成品5并移送至外观检测机构44处,达到了自动化转移的效果。
58.在本实施例中,所述外观检测机构44包括外观检测治具441、外观检测驱动件442
以及至少四个外观检测模组443,所述外观检测治具441设置有多个用于装载成品5并使成品5保持竖起状态的竖放件444,所述外观检测驱动件442用于驱动所述外观检测治具441来回移动,外观检测模组443用于对成品5进行拍摄,至少四个外观检测模组443分别位于所述外观检测治具441的两侧。即成品5放入竖放件444是保持竖起状态,经由外观检测驱动件442驱动外观检测治具441前移,并在前移过程中经由外观检测模组443对竖放件444上的成品5进行多角度的拍摄,从而达到全方位识别成品5外观的效果,保证了检测的可靠性。
59.具体的,外观检测模组443包括外观检测相机4431以及外观检测光源4432,外观检测光源4432设置有检测孔4433,外观检测相机4431通过检测孔4433对成品5进行拍摄。该外观检测光源4432优选为环形,通过增加外观检测相机4431拍摄的亮度,以保证外观检测相机4431能够清晰地拍摄到成品5的外观,从而完成外观检测动作。
60.具体的,所述外观检测机构44还包括治具翻转机构445,所述治具翻转机构445用于驱动所述外观检测治具441翻转。从而让成品5随着外观检测治具441进行翻转,以便于外观检测模组443进行更多角度、更全方位地拍摄。
61.具体的,竖放件444包括底座4441以及支撑件4442,底座4441安装于所述外观检测治具441,支撑件4442设置于底座4441的顶部,支撑件4442设置有固定槽4443,固定槽4443用于让成品5滑入以实现装配,固定槽4443的两侧分别连通有用于让外观检测模组443拍摄成品5的通孔4444。即成品5放入固定槽4443后,其两面会经通孔4444显露至外界,以便于外观检测模组443对其进行拍摄检测。优选的,外观检测模组443与竖放件444处于同一水平线且具有一定的角度,从而通过四个外观检测模组443配合即可达到检测效果。
62.在本实施例中,所述分拣机构45包括分拣机器人451、分拣组件452以及至少两个用于运输载具的下料组件453,所述分拣机器人451用于驱动所述分拣组件452移动,所述分拣组件452用于拾起所述外观检测机构44所装载的成品5。即分拣机器人451根据检测结果,把合格的成品5放入一个下料组件453所运输的载具上,把不合格的成品5放入另一个下料组件453所运输的载具上,从而完成了自动化分拣的效果。
63.具体的,所述分拣组件452包括分拣基座4521、均设置于所述分拣基座4521的多个分拣吸盘4522以及多个分拣模组4523,多个分拣吸盘4522用于吸住载具,分拣模组4523包括分拣升降件4524以及分拣夹持件4525,分拣夹持件4525用于夹持成品5,分拣升降件4524用于驱动分拣夹持件4525升降。即每个分拣模组4523用于拾起一个成品5,在动作时,分拣机器人451驱动分拣基座4521移动至竖放件444的正上方,再由分拣升降件4524控制分拣夹持件4525下降,再由分拣夹持件4525夹住成品5并把成品5与竖放件444分离,再由分拣机器人451驱动分拣基座4521移送至载具并往该载具放入合格的成品5,最后分拣机器人451把不合格的成品5放入另一载具处。
64.具体,下料组件453包括下料传输件4531、托起件4532以及下料升降件4533,下料传输件4531用于把载具传输至托起件4532,下料升降件4533用于驱动托起件4532升降。
65.实际使用时,下料传输件4531为传输带结构,下料升降件4533经由电机作为驱动源的结构,在输送载具时,由下料传输件4531把载具传输至托起件4532处,经托起件4532托住载具并由下料升降件4533带动载具上升,从而便于分拣组件452放入成品5;在载具被放满以后,下料传输件4531与下料升降件4533配合实现把载具送走的功能,并更换新的载具继续进行传输。
66.具体的,上料平移件的结构与下料传输件4531的结构大致相同,而上料升降件的结构与下料升降件4533的结构大致相同。
67.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
68.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。