1.本发明涉及纸产品包装工厂领域;更具体地,本发明的目标是一种用于包装纸产品(诸如,例如薄纸卷)的包装机。本发明的另一目标是一种优化最终产品包装步骤的纸产品加工生产线,以及一种包装方法。
背景技术:
2.纸产品,例如薄纸产品,特别是卫生纸卷、厨房纸巾、交错折叠纸产品、手帕纸、餐巾纸、纸巾、湿巾、清洁吸收纸等,在所谓的加工生产线上进行生产。
3.例如,薄纸卷是由大直径薄纸原木(所谓的主卷或母卷筒)生产的。一个或多个母卷筒解绕,以向复卷机供应一层或多层薄纸,复卷机形成原木或副卷筒,其轴向长度等于母卷筒的轴向长度,直径等于用于消费的成品的直径。来自母卷筒的薄纸层粘合在一起以形成卷纸材料,卷纸材料卷绕在复卷机的卷绕支架中的副卷筒上。
4.卷绕支架通常由多个机动的卷绕辊组成,如果必要的话,其与卷绕芯轴或尾座组合,例如在一些情况下,当围绕管状卷绕芯形成卷时。卷绕辊以足够的圆周速度保持旋转,并且与正在形成的副卷筒表面接触,从而将进行卷绕所需的力矩传递给该副卷筒。
5.然后,对副卷筒进行一系列进一步的处理,其中:封闭卷纸材料的尾缘,以防止其干扰生产过程的后续步骤,并切割成轴向尺寸等于用于消费的成品的轴向尺寸的单卷。在切割步骤期间,通常集中了在卷绕产品的连续性和厚度方面的一系列缺陷的副卷筒的端部被修剪,即,切掉。切割端部产生的废料被称为“边料”或“修剪物”;一旦它们已被切割,它们就会被收集起来并送到纸浆厂。
6.将所生产的卷供给至包装站点,保持其轴线水平。
7.一般来说,包装机中存在边料通常会导致使加工生产线效率低下的堵塞和停机时间。出于这个原因,通常在离开切割区域之前提供另一装置,这样可以消除卷的边料。工业中已知的这些装置通常使用抽吸系统、或机械捕集系统、或它们的组合,以使边料偏离供给路径或从供给路径落下,同时向前移动卷。在ep1511602、us7080738、ep0607761中公开了用于消除修剪物的装置的示例。由于抽吸系统,这些用于消除修剪物的装置通常复杂、嘈杂且耗能;最重要的是,它们不能确保完全消除边料。
8.包装站点主要具有入口装置,如传送带,将与水平轴线同轴的成行的卷推向形成成组的卷的成型站点,和可竖向运动的升降机,由此实现一层或多层具有水平轴线的相邻的成组的卷。然后,包装机将成组的卷用塑料或纸膜包裹,由此实现卷的包装。这种包装站点的示例在wo2009060490中公开。由包装机使用塑料或纸膜制成的包装通常分组并装在大塑料袋中。这些装袋机的示例在ep1442984、ep1771335中公开。
9.类似地,薄纸交错折叠产品,诸如,湿巾和纸巾,由大直径的母卷筒生产,一层或多层从母卷筒解绕。层可以粘合在一起,例如通过压花,然后折叠,从而形成成摞的交错折叠片材,使得取自成摞的交错折叠片材的片材的尾缘牵拉后续片材的前缘。有许多类型的具有两面或更多面的交错折叠产品。这种类型的机器例如在ep2462044、ep1630118中公开。一
般情况下,单摞交错折叠的片材包装在纸板箱中或包裹在薄纸板中。其他类型的折叠的、但不是交错折叠的产品是餐巾纸和手帕纸,它们的生产过程是已知的并且公开于例如wo2010/092609、ep1599404中。这些产品中的每一种都需要特定类型的包装,例如在ep1400450、ep1260437中已知且描述的。
10.这些包装站点,即使由于可靠的操作而受到市场的赞赏,但仍可以改进。
11.事实上,用于生产和包装薄纸产品的机器的市场要求适合于逐渐提高生产速度并因此提高包装速度的生产线。
12.在生产灵活性方面,以及因此在同一生产线上不同产品的包装灵活性方面,市场进一步要求不断增加地运行机器,从而尽可能减少为更换产品而设置生产线所需的停机时间。
13.此外,市场通常要求更环保的包装系统,即,比已知系统更具可持续性。
技术实现要素:
14.本发明的目标是提供一种包装机,用于包装薄纸产品,以及承载包装机的加工生产线,适于满足生产纸产品的需要,纸产品诸如为卫生纸卷、厨房纸巾卷、餐巾纸、手帕纸、交错折叠产品等。更特别地,本发明的重要目标是提供一种适合于加快包装步骤的用于包装薄纸产品的包装机,以及一种适合于以更有效且灵活的方式加工卷、餐巾纸和交错折叠产品的加工生产线。
15.本发明的另一目标是提供一种用于卷和/或其他纸产品的包装机,包装机使用灵活,即,允许处理需要不同包装方法的产品。
16.通过用于包装纸产品的包装机实现了以下将更好地描述的这些和其他目标,包装机包括:
17.至少一个载体输送器,待包装的薄纸产品布置在至少一个载体输送器上;
18.在载体输送器的旁边的至少一个侧区域,薄纸产品在至少一个侧区域处被包装;
19.至少一个机器人,其适于从至少一个载体输送器拾取薄纸产品并将薄纸产品放入至少一个侧区域。
20.实际上,薄纸产品一旦离开相应的成型机,如复卷机、折叠和交错折叠机、初级包装机,就被带到沿着主方向运动的至少一个载体输送器上。因此,机器人可以在短时间内操作许多产品。至少一个包装区域设置在至少一个载体输送器的旁边,使得大的空间可用于同时处理更多的包装。
21.优选地提供多个机器人,其优选地沿着供给方向设置在载体输送器上方。
22.根据优选实施方式,一个或多个机器人是并联机器人,优选是斯图尔特(stewart)平台类型。在实践中,并联机器人包括可动的平台,在可动的平台上设置操作构件,用于拾取卷,并且该平台通过多个铰接的致动臂连接到固定的平台,如果必要的话,这些致动臂的长度可以改变,由此以受控的方式改变两个平台之间的距离。
23.可以使用其他类型的机器人,例如被称为scara机器人的开链型机器人,即,具有三个轴线的机器人,其中两个轴线用于在水平面中运动,而第三个用于使夹持工具在正交于平面的方向上运动。
24.根据一些实施方式,至少一个载体输送器具有平行于供给方向并且适于接收平行
的成行的薄纸产品的多个道。这允许将薄纸产品简单地布置在至少一个载体输送器上。
25.根据优选实施方式,至少一个载体输送器由多个相邻的传送带形成,传送带限定了平行于供给方向并且适于接收平行的成行的薄纸产品的多个道。由于可以根据需要改变例如每条传送带的速度,因此多条传送带在卷操作方面具有更大的灵活性。
26.适当地,根据优选实施方式,当待包装的产品是卷时,至少一个载体输送器限定了针对卷的平坦的面的搁置表面;这意味着卷布置成其中心轴线正交于载体输送器。这允许以更稳固且更准确的方式移动卷。在其他实施方式中,卷的轴线水平布置。
27.在交错折叠产品或餐巾纸的情况下,可以将产品供给到搁置在平坦的面上的载体输送器。在这种情况下,交错折叠产品可以被供给到已经预包装的载体输送器,即,用塑料或纸膜卷绕,或者甚至预包装在小箱中(在初级包装步骤中,在本发明的包装机的上游的加工生产线中执行)。
28.在一些实施方式中,纸产品,例如成摞的交错折叠片材或卷,被供给到部分地包裹(即,用纸片材部分地卷绕)的载体输送器;例如,在部分地包裹的卷中,两个平坦侧是自由的,而在交错折叠产品(例如,湿巾)中,两个横向侧(成摞的片材在该处可见)是自由的。
29.根据优选实施方式,当产品是卷时,适当地提供用于将卷直立设置以使其轴线处于竖向位置的装置;该装置设置在至少一个载体输送器的入口处。在实践中,该装置允许翻转卷的轴线,例如,90
°
,由此使卷从与加工生产线中的切割步骤之后卷的典型布置相一致的其轴线水平的布置运动到其轴线是竖向的布置,使得其平坦的基部搁置在表面上。
30.以已知的方式,纸卷可以设有轴向中空的中心圆柱形芯,例如由纸板或硬化纸制成,或者简单地设有没有芯的轴向腔,或者在中心区域也完全用纸层填充。
31.根据优选实施方式,至少一个侧包装区域包括平行于至少一个载体输送器的传送带。这允许例如将产品从至少一个载体输送器移到侧传送带,在侧传送带处执行包装的至少一部分;从这里开始,包装或其一部分平行于至少一个载体输送器运动,由此提高包装生产率。
32.至少一个载体输送器和至少一个包装区域的至少一个传送带的运动方向可以是相同的,即,它们根据生产需要在相同的方向上运动,或者可以是相反的,即,它们在相反的方向上运动。
33.至少一个包装区域的至少一个载体输送器和至少一个传送带的速度可以根据生产需要而不同。
34.根据现有技术,术语“载体输送器”、“输送带”、“传送带”等是指支撑机构,产品搁置在支撑机构上,支撑机构在通过运动机构控制的期望方向上运动,其可以包括一个或多个柔性元件,诸如,平带、网、网格等,例如借助于回程辊和运动辊、或刚性元件(例如由多柔性刚性塑料元件(诸如flexlink&生产的那些)、链条等形成的)、或可在产品搁置在其上的供给方向上旋转的一系列辊等运动。
35.优选提供两个不同的侧包装区域,布置在载体输送器的相对侧处。通过这种方式,例如,可以在不同的侧包装区域实现差异化包装,例如针对特定包装区域的包装类型,由此增加生产线的灵活性。
36.根据实施方式的优选变型,在至少一个侧包装区域上提供多个箱,机器人将纸卷放在多个箱处。优选地,在至少一个侧包装区域上,箱水平地或略微倾斜地布置,以方便薄
纸产品的插入。优选地,箱如此倾斜,使得上面略微面向载体输送器。
37.根据优选实施方式,至少一个侧包装区域包括包裹站点,产品在包裹站点处被包裹在塑料或纸膜中;如有必要的话,侧包装区域包括沿着侧包装区域的侧延伸部串联布置的多个卷绕站点。
38.根据优选实施方式,至少一个侧包装区域包括装袋站点,在该装袋站点处,如果必要的话,成组的产品被包裹在膜中,插入袋中,优选是塑料袋。
39.根据优选实施方式,本发明的包装机适于在至少一个侧包装区域上形成成组的产品并处理这些成组的产品,以便对成组的产品进行包装;通过将由至少一个机器人操作的产品直接定位在至少一个包装区域上或通过在至少一个包装区域上工作的至少一个分组装置来获得组。
40.在一些实施方式中,在载体输送器的两侧上提供两个侧包装区域,包括例如传送带,纸产品被插入箱中和产品包装被简单地包裹在膜中都分别在传送带上实现。两种类型的包装的产品可以是同一种,也可以是不同种。箱中的纸产品可能是不同类型的。
41.在另外的实施方式中,在载体输送器的两侧上提供两个侧包装区域,包括例如传送带,并且在这两个区域上实现纸产品被插入箱中或产品包装被简单地包裹在膜中。两种类型的包装的产品可以是同一种,也可以是不同种。
42.根据实施方式的变型,本发明的包装机包括两个载体输送器,不同类型的纸产品优选地被供给到这两个载体输送器,在两个载体输送器之间提供传送带,箱优选地被供给到传送带。
43.实际上,可以具有支撑不同类型的产品的两个平行的载体输送器,在这两个载体输送器之间布置有传送带(因此其位于两个载体输送器的旁边)。在这种情况下,机器人从两个载体输送器拾取产品,并在中心传送带上对产品至少部分地进行包装。中心传送带优选被供应有纸板箱,纸板箱可以填充有不同的产品。例如,可以形成包括以下产品中的一种或多种的箱:卫生纸卷、厨房纸巾卷、手帕纸、湿巾、餐巾纸、和其他产品。折叠产品,诸如,湿巾、餐巾纸和手帕纸,可在到达载体输送器上时并且因此在被包装于纸板箱中之前已经预包装。
44.根据优选实施方式,如果在至少一个传送带上提供箱,至少一个机器人将产品放在箱内侧,则这些箱来自为至少一个传送带供应箱的箱成型站点。
45.箱成型站点优选地设有用于纸板坯料的储存模块、用以将纸板坯料送到坯料被折叠所处的模块的第一运动装置,胶合模块与折叠坯料的模块相关联,用于胶合坯料边缘以形成箱,以及将成型的箱送到至少一个传送带的第二运动装置。
46.该箱成型站点优选地布置在至少一个传送带的旁边,其中纸板坯料从储存模块到成型模块的供给方向优选平行并相反于传送带的运动方向。
47.根据优选实施方式,本发明的包装机包括识别装置,用于识别在至少一个载体输送器上运动的产品。
48.用于识别在至少一个载体输送器上运动的产品的该识别装置能够识别,即,辨认纸产品在该至少一个载体输送器上的位置。
49.优选地提供电子管理程序,该电子管理程序适于使用于机器人的控制器与由识别装置辨认的产品的类型相关联,机器人涉及以下动作:拾取产品并将产品移向问题产品被
包装所处的至少一个侧包装区域。
50.优选地,在更多类型的纸产品的情况下,电子管理程序适于使用于机器人的控制器与由识别装置辨认的产品的每种类型相关联,机器人涉及以下动作:拾取产品并将产品移向特定产品被包装所处的至少一个侧包装区域。
51.在一些实施方式中,机器人设置在传送带上方,并且被控制成拾取不同的纸产品并将它们插入箱中或将它们移向包装区域,以实现包含至少部分地彼此不同的纸产品的包装或箱。
52.根据一些实施方式,包装机包括辨认机构,用于辨认至少一个包装区域上的至少一个输送器上的箱,适于识别和/或辨认箱在至少一个输送器上的位置,并通过电子程序来向至少一个机器人指示将拾取的产品放在哪里。
53.这些辨认机构包括例如一个或多个视觉系统(摄像机、光学传感器、光电池等),其布置在至少一个包装区域的入口处,即,靠近相应的传送带的起始处(箱进入所处的点)。
54.根据优选实施方式,包装机包括至少排出区域,用于排出在至少一个载体输送器上运动的废品,例如,不合格产品,即,具有缺陷的产品或生产废料,生产废料如来自将纸卷筒切割成纸卷的冲切机的边料。
55.在一些实施方式中,提供了一种电子管理系统,适于使用于机器人的控制器与布置在至少一个载体输送器上并由识别装置辨认的生产废料相关联,机器人涉及以下动作:拾取废卷或产品并将其移向排出区域。
56.至少一个排出区域优选地设置在至少一个载体输送器的端部处;以这种方式,废料不会被至少一个机器人拾取,会通过载体输送器移向排出区域,在排出区域处,废料进入(例如,落在)载体输送器的端部处。
57.根据一些实施方式,成组的产品形成在平行于载体输送器的至少一个传送带上,产品适于在另一包装模块中包装,该另一包装模块又可以包括至少一个包裹站点和/或至少一个装袋站点。在本发明的实施方式中,另一包装模块包括形成塑料膜或纸膜的连续管的类型的包装站点,成组的产品进入该包装站点,使得在管部分的端部处制成封闭接头,以形成袋。
58.另一包装模块优选地布置在平行于载体输送器的传送带的端部处,并且离开传送带的成组的产品由此被供给到另一包装模块;该另一包装模块优选地设置在该传送带的端部处。
59.根据优选实施方式,提供产品识别装置,其包括至少摄像机,优选地布置在至少一个载体输送器上方。该至少一个摄像机优选地对应于产品进入至少一个载体输送器的位置而提供。
60.例如,如果至少一个载体输送器设有用于产品的多个道,则可以提供单个摄像机来控制所有道,或者可为每个道提供一摄像机,或为限定的成组的道提供一摄像机(使得所提供的摄像机的数量可以多于一个但少于道的数量)。
61.根据优选实施方式,识别装置包括布置在至少一个机器人上的摄像机。
62.在一些实施方式中,提供了与至少一个载体输送器相关联的一个或多个摄像机,以及与机器人相关联的摄像机。
63.在一些实施方式中,摄像机识别不合格的纸产品,即,不满足期望质量标准的产
品。
64.在一些实施方式中,摄像机识别纸产品的边料。
65.在本发明的优选实施方式中,被摄像机识别的不合格产品被排出。
66.在像纸卷这样的产品的情况下,不合格可能由例如切割歪斜的冲切机、由由于印花机或压花机故障引起的颜色污迹、由未胶合的纸层、由卷自由边缘的错误封闭等导致的。
67.在如折叠片材的产品的情况下,不合格可以是例如错误形成的摞、染色的纸层、未按要求压花的纸层等。
68.在预包装产品的情况下,不合格可以是例如过度变形的包装、打开或部分打开的包装等。
69.术语“摄像机”指的是任何光学视觉系统,优选是数字类型的。
70.根据优选实施方式,在诸如纸卷的纸产品的情况下,识别装置包括光电池或光学传感器、摄像机等,其沿着载体输送器布置并适于验证优选为比预设测量高的卷的存在,并且这些卷由至少一个机器人拾取。例如,高于给定高度的卷由机器人拾取并带到包装区域,而低于给定高度的卷被视为废料或边料且不由机器人拾取,并且例如落到设置在载体输送器的端部处的排出区域上。
71.根据优选实施方式,至少一个机器人包括用于拾取和释放产品的操作构件,其优选是带有钳口的类型的钳子类夹持工具,产品被保持在钳口之间,或者,如果产品是卷的形式,则为扩张型,适于插入卷的没有材料的中心孔内侧,并扩张压抵孔的壁。
72.根据另外的实施方式,操作构件是吸盘类型的。
73.根据一些实施方式,传送纸产品的至少一个载体输送器终止于另一包装区域,使得纸产品被连续地供给到至少一个载体输送器(即,不必被至少一个机器人放入侧包装区域),到至少一个另一包装区域上,其优选的类型为包括包裹站点,和/或装袋站点、和/或形成塑料膜或纸膜的连续管的类型的包装站点,在该处成组的产品进入,使得在管部分的端部处制成封闭接头以形成袋。这些站点的示例在ep1655230、ep1899228、ep1254839、ep1771335、ep2766266、bo2008a000431中公开。
74.在本说明书中,术语“卷绕站点”可以指所谓的包裹机,即,这样的站点,成组的产品被包裹在平坦的膜条带(由塑料、纸或其他材料制成)中,围绕该组折叠(并且因此该站点可以包括用于将膜条带围绕成组的产品折叠的一个或多个装置),其与装袋站点或管包装站点不同,在装袋站点处,将成组的产品插入预成型袋中,在管包装站点处,将成组的产品插入膜管,然后切割并在侧面处封闭。
75.因此,在上述情况下,在载体输送器上提供的第一纸产品可以被至少一个机器人拾取并放在至少一个传送带上,而第二纸产品可以留在至少一个载体输送器上移向设置在至少一个载体输送器的端部处的另一包装站点,或者,第二纸产品可以由至少一个机器人拾取,以方便地在至少一个载体输送器上分组,以被供给到另一包装站点。此外,在上述结构中,可以根据具体需要选择是通过仅供应至少一个侧传送带,还是通过仅供应布置在载体输送器的端部处的另一包装站点来进行包装。
76.根据另一方面,本发明的另一目标是用于将卷绕成母卷筒的纸层加工成纸产品的加工生产线,该生产线包括根据上述一种或多种配置的包装机。
77.根据一些实施方式,该加工生产线包括用于加工不同薄纸产品的两个或更多个分
支,其终止于共用的包装机,使得在该共用的包装机上可以有不同类型的纸产品,例如,卫生纸卷、厨房纸巾卷、手帕纸、餐巾纸、湿巾、和其他已知产品。
78.加工生产线优选为包括分支的类型,分支用于通过加工卷绕成母卷筒的纸层来生产纸卷,分支包括:
79.拆卷机,用于解绕至少一个母卷筒,纸层卷绕成至少一个母卷筒,
80.复卷机,适于通过卷绕从至少一个母卷筒解绕的至少一个纸层来生产副卷筒,副卷筒的直径基本等于待生产的卷的直径,
81.一个或多个冲切机,适于将该副卷筒切割成纸卷。
82.根据优选实施方式,待切割的副卷筒具有在轴向方向上有区分的图案或压花,使得冲切机切割副卷筒,以具有带不同图案或压花的卷,适于随后在载体输送器上运动。例如,在加工设备内侧在母卷筒的拆卷机和卷绕较小直径的副卷筒的后续的卷绕机之间提供用于区分的压花或印花的装置。在其他实施方式中,已经沿着其轴线以区分的方式压花或印花的卷筒是到达加工生产线的拆卷机的母卷筒。
83.至少一个冲切机优选地适于将副卷筒纵向切割成纸卷,并且切割该副卷筒的端部,由此产生称为“边料”的两种废料;边料充分地适于在包装机的至少一个载体输送器上移动直到与包装机相关联的排出区域。以这种方式,可以省略现有技术生产线的部件,即,用于消除与冲切机相关联的边料的机器,从而有利于经济性和卷筒切割区域中的生产线的规模。
84.根据另一方面,本发明的另一目标是一种用于包装纸产品的方法,包括以下步骤:
85.从母卷筒开始,通过用于加工纸层的至少一个加工生产线生产纸产品,
86.使最终甚至部分地预包装的产品移到至少一个载体输送器上,
87.通过机器人使产品从至少一个载体输送器移到布置在载体输送器的旁边的至少一个侧包装区域;
88.在至少一个包装区域上制作包含多个产品的包装。
89.优选地,如果产品是纸卷,则产品在进入载体输送器之前,通过将其轴线从水平位置带到竖向位置而将其直立设置。
90.根据优选实施方式,机器人是并联机器人,优选是斯图尔特平台类型。
91.根据优选实施方式,机器人是开链型的,优选是scara机器人。
92.根据优选实施方式,该方法提供用于识别在载体输送机上移动的产品,以及用于使所识别的产品移到特定的包装区域。
93.根据优选实施方式,该方法提供用于识别在至少一个载体输送器上移动的至少两种类型的产品,并且用于使所识别的产品移到特定的包装区域,以便在同一包装机上实现至少两种不同类型的产品的包装,即,实现:包含有区分的产品的相同包装,或两种类型的包装,每个包装包含相同类型的产品。
94.根据优选实施方式,该方法提供用于也沿着载体输送器至少部分地传送由载体输送器上游的生产产生的纸废料,并且用于使废料移到至少一个排出区域。优选地,如果产品是卷,则废料是副卷筒的边料,要包装的卷从副卷筒产生。
95.优选地,废料沿着至少一个载体输送器移动直到其端部,由此在输送器的端部处优选地通过重力落入排出区域。
96.根据优选实施方式,在至少一个侧包装区域上,提供顶部开口的至少一个箱,多个产品由一个或多个机器人插入到箱中;箱优选地适于平行于至少一个传送带移动。
97.根据优选实施方式,箱在一侧倾斜,使得产品可以通过重力朝向箱的一侧滑动。
98.优选地,至少一个侧包装区域被限定在平行于至少一个载体输送器移动的至少一个传送带上。
99.根据一些实施方式,至少一个传送带相对于至少一个载体输送器的移动方向在相同的方向上或在相反的方向上移动。这种配置不仅允许更好地平衡机器人和处理进入的产品,而且在工厂所需的操作和空间方面也具有显著的优势。
100.优选地,在至少一个侧包装区域上,来自至少一个传送带的多个产品由一个或多个机器人包裹在膜中,以制成卷包装。
101.根据一些实施方式,多个产品在至少一个侧包装区域上被装袋。
102.根据优选实施方式,提供了布置在至少一个载体输送器的两侧处的两个侧包装区域。
103.根据优选实施方式,提供了两个载体输送器,并且一个侧包装区域布置在两个载体输送器之间。
附图说明
104.通过跟随以下说明和示出了本发明的非限制性实施方式的附图将更好地理解本发明。更具体地:
105.图1是具有根据本发明的包装机的加工生产线的示意性平面图;
106.图1a是图1的示例的变型的根据本发明的包装机的示意性平面图;
107.图1b是图1和图1a的示例的变型的根据本发明的包装机的示意性平面图;
108.图2是根据本发明的加工生产线的包装机的一部分的示意性立体图;
109.图3是针对具有根据本发明的包装机的加工生产线的用于将纤维素层加工成纸卷的加工设备的示意性侧视图;
110.图4是根据本发明的包装机的变型的示意性平面图;
111.图5是根据本发明的包装机的变型的示意性轴测视图;
112.图6a-6h示出一些实施方式中的载体输送器的布置的概括图,载体输送器适于在包装之前传送产品,其中传送带形成侧包装区域。
具体实施方式
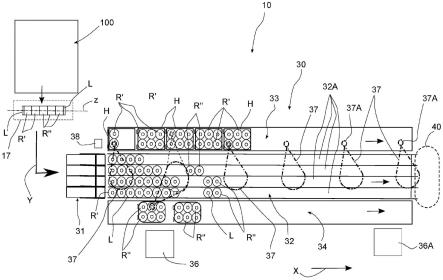
113.参照图1至图3,根据本发明的包装机整体由数字30指示。在该示例中,包装机是用于包装纸卷的机器。
114.在同样的附图中,根据本发明的用于纸卷(例如,薄纸卷)的加工生产线整体用数字10指示。
115.因此,加工生产线10接连地包括用于将卷绕成母卷筒的纸层加工成纸卷的加工设备100,以及包装机30。
116.用于将卷绕成母卷筒的纸层加工成纸卷的加工设备100可以具有多个站点,图3中示意性地指示了一些站点。在一些实施方式中,设备100包括拆卷机11,一个或多个大直径
的卷(所谓的主卷或母卷筒b1和b1”)布置在拆卷机11处,例如纤维素层(诸如,薄纸层)的卷纸材料的层v11、v1”卷绕在一个或多个大直径的卷(所谓的主卷或母卷筒b1和b1”)上。本领域技术人员已知不同类型的拆卷机,并且不同类型的拆卷机能够以不同的方式实现。因此,其细节将不在这里描述。在图示的示例中,提供了两个母卷筒b1和b1”,其供应两个层v11、v1”,但应当理解,母卷筒的数量和从拆卷机11供应的层的数量可以是不同的。
117.针对层v1’、v1”的一个或多个处理站点可以布置在拆卷机11的下游。例如,可以提供印花站点或单元,用于单独地对一个或两个层印花,或者在将一个或两个层粘合在一起之后对其进行印花。在一些实施方式中,除了印花站点或单元之外或者作为印花站点或单元的替代,可以提供压花单元16。在压花单元16中可以对层v1和v1”进行压花和粘合,例如,胶合,以便形成多层卷纸材料n。
118.卷纸材料n被供给到已知类型的复卷机13,例如,连续自动周边复卷机,在复卷机13处,卷纸材料被卷绕在具有或不具有内部卷绕芯的副卷筒或原木b2上。本领域技术人员也已知复卷机,并且在这里不再对复卷机进行详细描述。
119.由复卷机13生成的副卷筒b2具有最终自由边缘,所谓的尾缘或尾端,其应被固定至副卷筒b2的外部圆柱形表面,以便防止副卷筒在随后的处理过程中打开。为此,在复卷机13的下游,可以提供用于密封自由边缘的机器14,其通过胶合、压花、机械层间粘合、或以任何其他适当的方式封闭每个副卷筒b2的最终边缘。
120.通常,在机器14的下游提供积聚器15,用于密封自由边缘,积聚器15将加工设备分成两个部分,这两个部分可以具有波动的生产速度,即,在设备的两个部分中不同地随着时间变化的生产速度。积聚器15形成一种罐或储存器,允许复卷机的生产速度相对于积聚器15的下游的机器的生产速度变化,其中提供冲切机12,将副卷筒b2再分为单个卷r。本领域技术人员也已知冲切机,并且在这里将不对冲切机进行详细描述。
121.冲切机12也允许切割副卷筒b2的端部,通常称为“边料”l,对应于比最终卷r的尺寸(在轴向长度方面)低的尺寸的卷。边料l是应从移动的卷流移除的废料。
122.在该示例中,压花单元16诸如用以使层以及由此副卷筒b2具有不同的图案或压花带。冲切机12被配置为根据不同的带之间的界面切割卷,从而获得具有不同图案或压花的最终卷(例如,两种不同类型的卷r'和r”)。
123.离开冲切机的卷r的轴线z是水平的。冲切机优选地具有两个或更多个切割通道,副卷筒b2被布置在所述两个或更多个切割通道处并且在切割期间渐进地向前运动。冲切机12的每个通道对应于将卷r朝向包装机输送的一个传送带或多个运动带17。在一些配置中,提供单个运动带17,各个通道借助于侧堤分开,或用于每个通道的运动带17,每个通道借助于侧堤分开。
124.相反,用于形成折叠产品(诸如,湿巾、面巾纸、或纸巾)的加工生产线(这里未具体图示)设有交错折叠机,而不是复卷机13。因此,最终产品不是卷,而是不同摞的交错折叠的纸层。在这种情况下,用于封闭自由边缘的机器被省略,但提供了用于包裹一摞交错折叠的片材的外边缘的机器。通常,纸片材用于包裹。可以提供或可以不提供积聚器15。在这种情况下,再次提供冲切机12,用于将被包裹的摞切割成待包装的成品。替代地,产品可以不需要被包裹在纸中,而是插入在小纸板箱中被切割。
125.加工机器的另一示例是由用于生产餐巾纸的机器构成(这里未具体图示)。在这种
情况下,代替交错折叠机,提供了折叠机,折叠机充分折叠纸以形成折叠的连续卷纸,然后将其切割以形成具有本领域技术人员已知的经典的1/4、1/8、1/6折叠的餐巾纸。用于餐巾纸的交错折叠机和折叠机是本领域技术人员已知的并且将不在此描述。图1的示意图基本上适合用于形成折叠产品(诸如,湿巾、面巾纸或纸巾)的加工生产线和用于形成餐巾纸的生产线,前提是将卷r视为纸片材包,并且省略了装置31。
126.再次参考上述具体示例,卷r(r’和r”)通过一系列运动带17朝向包装机30运动,保持卷的轴线水平。以同样的方式,交错折叠的产品和折叠的产品通过运动带17朝向包装机30输送。
127.在包装机30的入口处,设置装置31,用于将卷r直立设置,使得其轴线z处于竖向位置。这种类型的机器在本领域中是已知的,并且在ep2001772中描述了其示例。
128.一旦直立设置,卷r由直立设置装置31输送到沿着方向x运动的载体输送器32。适当地,卷r以其平坦的基部搁置在由载体输送器限定的可动表面上,例如,在回程辊之间的循环中移动。载体输送器上的卷r例如根据平行于供给方向的线布置。为了便于这种布置,可以提供道32a,其限定在相同的载体输送器上。在优选的配置中,道32a对应于冲切机12的供给通道,即,只有一个道32a对应于冲切机12的每个通道。在这种情况下,直立设置装置31也管理单个通道的卷。
129.在该示例中,包装机30还包括在载体输送器32的两侧的一对区域,在同一载体输送器上运动的卷在该一对区域上被包装。特别地,第一侧区域33沿着载体输送器32的一侧设置,第二侧区域34沿着载体输送器32的相对位置设置。
130.适当地,这些侧包装区域33和34由两个相应的传送带限定,分别为第一传送带和第二传送带,为了简单起见,用与侧区域33和34相同的附图标记表示,平行于载体输送器32移动。卷沿着第一传送带33和第二传送带34被包装。因此,包装在形成的同时与在载体输送器上移动的卷同时(不必以相同的速度)运动,这导致包装时间减少。
131.显然,传送带33和34的运动速度和类型与载体输送器的运动速度和类型不同。例如,传送带之一的运动可能是不连续的,即,主要以因运动时间而中断的停机时间为特征,而相反,载体输送器的运动至少对于给定的卷生产周期,优选地以基本连续的运动为特征。
132.在其他配置中,包装区域33和34中的一个或两者具有用于卷或成组的卷的供给系统,由推动卷的一些水平杆构成。水平杆可以通过以环形方式围绕滑轮驱动的链条系统运动,从而形成平行于载体输送器32的水平杆的路径。如果卷r随着水平布置的卷绕芯向前运动,则这种配置是优选的,使得杆作用在卷的平坦的面上。为了使卷r向前运动,可以使用本领域技术人员已知的其他适当的等效的系统。
133.图1示出了两种不同类型的包装的示例。例如,在载体输送器上,源自第二卷筒b2的两个不同类型的卷r’和r”移动,第二卷筒b2设有两种不同类型的压花带,需要实现两种不同的包装,一种用于每种类型的卷。边料l也在载体输送器32上。
134.例如,在第一包装传送带33上设置用于布置(自动地或在操作员的帮助下)顶部开口的纸板箱h的位置。第一卷r’取自载体输送器32并放入箱h中。箱优选地与卷r’平行于载体输送器32移动,并且正在填充,同时载体输送器向前移动,从而实现第一类型的包装。纸板箱的移动不是完全水平的,而是略微倾斜的,使得卷与箱在相同的倾斜方向上布置。
135.站点36例如沿着第二传送带34设置,用于根据已知的包装方法将卷r”包裹在包装
膜中。适于使用膜包装的机器在ep1655230、ep1899228、ep1254839中公开。卷r”被带到例如包裹站点36。这些正在形成的包装不同于上述的第一箱型,只有在已于包裹站点中完成之后才通过第二传送带34移动,或者它们在随后的包裹站点之间移动(如果沿着该区域提供更多的站点)以依次完成包裹操作,直到完成包装。一种可能的非限制性配置是这样一种情况,一旦其轴线水平布置,卷r”在传送带34中被分组为更多行和更多层,以被供给到传统的包装机。例如,卷r”可以被分组为由两行或更多行组成的两层或更多层。成组的卷r”借助于传统的系统被供给到包裹站点36,传统的系统诸如为带、由平行链条承载的上述水平杆、以及本领域技术人员已知的其他适当的系统。
136.在这种情况下,包装机设有至少一个分组装置,用于形成可以根据传统的包裹顺序包裹在塑料或纸膜中的成组的产品。分组装置用参考数字36a指示。
137.例如,包装模块可以设置在传送带34的端部处,设有升降机,升降机将成组的卷从与传送带34的高度相同的较低高度带到较高高度。在这种运动期间,成组的卷得到部分地环绕成组的卷的塑料或纸膜。随后的包裹顺序等同于已知包装机的包裹顺序,如ep1655230、ep1899228中所述。在进一步的配置中,升降机将成组的卷提升到较高高度,而不会“遇到”包裹膜。一旦升降机结束其行程,推动器将成组的卷推向由塑料或纸膜制成的管并推入该管内侧,使得其如ep1771335中所述进行包装。
138.其他类型的包装可以通过袋设置在传送带34或33上。在这种情况下,竖向布置的袋在传送带34上传送,卷被直接放置在传送带34上。袋开口可以与传送带33或34处于同一高度;在这种情况下,优选的是,将传送带33或34更换为用于更容易地传送开口朝上的袋的链系统。封闭系统设置在传送带33或34的端部处,用于例如通过焊接封闭袋的开口端。替代地,可以如上所述对产品进行分组,并将成组的产品朝向如itbo2008a000431中所述的装袋机输送通过传送带33或34。袋通常是预成型的,在其一端处具有手柄,在另一端处具有开口,产品经过开口被插入。一旦袋已被填充,开口端被密封,例如借助于焊接或其他适当的系统。卷可以被包装在袋中,其中轴线z水平地或竖向地布置。
139.例如,图1a示出了一示例(图1的示例的变型),其中包裹站点36设置在传送带34的端部处,使得纸产品例如通过分组模块36a被供给到该站点36的包装模块;另一包装模块优选地位于该传送带的端部处。
140.再次参考图1a,示出了成型站点80的示例,成型站点80用于形成布置用以供应传送带33的箱h。例如,该成型站点80设有用于纸板坯料h1的储存模块81、用以将纸板坯料h1传送到随后的折叠模块83的第一运动装置82,在折叠模块83处,坯料被折叠,胶合模块85与折叠坯料的折叠模块83相关联,用于胶合坯料边缘以形成箱h,以及将成型的箱传送到传送带33的第二运动装置84。
141.在该示例中,箱成型站点80布置在传送带80的一侧处,其中纸板坯料h1从储存模块81到成型模块82的供给方向优选平行(但相反)于传送带33的运动方向。
142.通过沿着载体输送器32的路径布置(例如,串联悬挂于载体输送器32上方)的至少一个机器人37且更优选地多个机器人37,使卷r从载体输送器32移到侧包装区域。
143.图1b示出了一示例(图1和1a中所图示的情况的变型),其中运送纸产品的载体输送器32终止于另一包装区域,使得纸产品被连续地供给到同一载体输送器32(即,不必被机器人37运动到侧包装区域),到该另一包装区域。例如,该包装区域包括分组模块36a和用于
将成组的产品包裹在膜中的随后的包裹站点36,和/或装袋站点、和/或包装站点,其类型为形成塑料膜或纸膜的连续管,在该处成组的产品进入,使得在管部分的端部处形成封闭接头以形成袋(这些站点的示例在ep1655230、ep1899228、ep1254839、ep1771335、ep2766266、bo2008a000431中公开)。
144.例如,在另外的包装区域中,提供包裹器,即,这样的站点,成组的产品被包裹在围绕成组的产品折叠(并且因此可以包括用于围绕成组的产品包封平坦的膜条带的一个或多个包封装置)的平坦的膜条带(由塑料、纸、或其他材料制成的膜)中。
145.因此,在上述示例中,在载体输送器32上提供的第一纸产品可以被机器人37拾取并放在传送带33-34上,而第二纸产品可以留在载体输送器32上移向设置在载体输送器32的端部处的另一包装站点36。或者,第二纸产品可以由机器人37拾取,以方便地在载体输送器32上分组并被供给到另一包装站点36,因此省略了分组模块。此外,在上述结构中,可以根据具体需要选择是通过仅供应侧传送带33-34,还是通过仅供应布置在载体输送器的端部处的另一包装站点36来进行包装。
146.再次参考图1b,传送带33和34由如上所述形成箱的站点80供给。
147.适当地,机器人37是并联的机器人,即,它们具有借助于万向接头连接到底座的三个臂。这些类型的机器人通常在市场上销售;这些机器人的示例有abb irb360 flex picker、omron hornet和fanuc serie m-3。在实践中,每个机器人37(参见图2的示图)包括可动平台37a,操作构件37b设置在可动平台37a上,用于拾取和释放卷。可动平台37a通过多个铰接的致动臂连接到固定平台37c,固定平台37c例如在载体输送器32上方,致动臂能够以受控方式改变两个平台之间的距离。
148.在其他配置中,代替并联的机器人,可以使用开链型的scara(选择顺应性装配机器人臂)型机器人。这些机器人的示例是abb销售的abb irb910sc和omon销售的“ecobra”。
149.操作构件37b例如由适于夹取卷的一对钳子或铗钳形成。铗钳可以是带钳口的类型,卷被保持在钳口之间。这种铗钳配置会是有用的,例如,如果生产线和包装机未设有用于直立(即,根据竖向轴线)设置卷的装置,并且卷因此布置成其圆柱形侧面搁置在载体输送器上,即,它们根据水平轴线z布置。这种铗钳配置也可以用于完全填充有纸层(也在其中心区域,即,未设有轴向孔)的卷。
150.如果卷具有轴向孔,例如,圆柱形孔,例如由芯限定的圆柱形孔,则铗钳可以是扩张型的,即,可以插入卷腔中并且可以扩张压抵腔壁。
151.替代地,操作构件37b可以是吸盘型的,优选地是吸盘。这种类型的操作构件对于操作预包装的交错折叠或折叠的产品更有用。
152.适当地,包装机30可以包括识别装置38,用于识别在载体输送器上移动的卷,以及电子管理程序,适于使用于给定机器人37的控制器与识别装置辨认的卷类型(r’或r”)相关联,给定机器人37用于拾取卷并使其移向期望的侧包装区域。
153.在实践中,识别装置38(优选地与载体输送器的起始部分相对应地布置)验证卷的类型和其在载体输送器上的位置,并将信息发送给机器人37。知道载体输送器上的卷的坐标和载体输送器的速度的机器人能够可靠地拾取卷并将其带到期望的包装区域33-34。如果仅提供一种类型的卷,则识别装置仅辨认卷在载体输送器上的位置。
154.识别装置包括例如视觉系统,包括例如摄像机39,或者在其他示例中包括更多的
摄像机。
155.此外,可以为载体输送器的所有道提供一摄像机,布置在道上方,或为每个道提供一摄像机,或为给定的成组的道提供一摄像机。
156.在其他示例中,识别装置还包括其他视觉系统,诸如,摄像机,其紧固至机器人38的操作构件,以允许机器人自主地识别卷。
157.如果在载体输送器上也供给边料l,即,具有比待包装的卷的高度低的高度的卷,识别装置也能够识别这些边料卷并控制机器人,使得机器人拾取边料卷并将其带到排出区域40。同样适用于被视觉系统辨认为有缺陷的,且因此不能被包装并应被排出的卷r。
158.关于要排出的边料l和/或卷r,电子管理程序的操作的优选实施方式为,识别装置辨认要排出的边料和卷,并且不命令机器人37拾取它们。因此,要排出的边料l和卷r沿着整个载体输送器32移动并落到设置在同一载体输送器的端部处的排出区域40上。
159.在其他示例中(参见图2),识别装置包括一个(或多个)光电池或一个(或多个)光学传感器39a(以虚线示出),其沿着载体输送器32布置(优选地在其初始处),适于验证是否存在比预设测量值高的卷,使得这些卷由至少一个机器人拾取。例如,比给定高度高的卷被机器人37拾取并带到包装区域,而比给定高度低的卷被认为是边料,不被机器人拾取,落到设置在载体输送器的端部处的排出区域40上。
160.在这里未图示的一些示例中,包装机包括辨认机构,用于识别相应的传送带上的箱,适于识别和/或辨认传送带上的箱的位置,并通过电子程序来指示相应的机器人所取的产品应放置在何处。这些辨认机构包括,例如,布置在至少一个包装区域的入口处,即,靠近相应的传送带的起始(箱进入所处的点)处,的一个或多个视觉系统(摄像机、光学传感器、光电池等)。
161.在下文中,将说明上述情况的另外的变型。
162.第一变型例如涉及载体输送器的设计。在上面限定的情况下,载体输送器限定了一单个表面,待包装的产品搁置在该单个表面处。然而,载体输送器可以例如由平行的传送带形成,其总宽度等于载体输送器的宽度,它们彼此独立,并且限定了用于卷的道。这些平行的传送带可以具有不同的运动速度,以便根据需要优化生产时间。
163.在前面的示例中,已经描述了在载体输送器的两侧提供两个侧包装区域的情况。在其他示例中,可以仅提供一个侧包装区域,例如,以传送带的形式。
164.在前面的示例中,已经描述了在载体输送器的两侧提供两个侧包装区域的情况,其中一区域设有待填充的箱,另一区域设有用于将卷包装在膜中的包裹站点、装袋站点或包装站点。显然,在其他示例中,在两个侧包装区域提供相同的包装方法,例如,包装在箱中,或包裹在膜中,或装袋。
165.可以仅提供一个侧包装区域,例如,以传送带的形式。
166.在前面的示例中,已经说明了在至少一个包装区域中提供了至少一个传送带的情况,并且在该传送带上,产品在已通过至少一个机器人将其放置的区域中被直接包装。在其他示例中,产品通过至少一个机器人或通过至少一个不同的分组机在至少一个包装区域中分组,然后由沿着至少一个包装区域布置的包装站点包装。
167.在前面的示例中,已经说明了提供多个机器人的情况。在最简单的情况下,可以仅使用一个机器人。
168.在前面的示例中,已经说明了加工设备包括拆卷机、压花单元(或印花机)、复卷机、和冲切机的情况。在其他示例中,拆卷机可以是适于接收多个母卷筒的类型,多个母卷筒的不同的宽度等于应自其生产的在同一拆卷筒线上安装的卷的宽度(并且,如果必要的话,具有不同的精整加工,如不同的印花和压花,因此获得不同类型的卷),复卷机将来自这些母卷筒的层卷绕以直接(无需副卷筒)形成在同一卷绕轴线上的卷,因此无需将卷筒切割成卷。
169.在前面的示例中,已经说明了加工生产线由设有加工设备的单个分支形成的情况。在其他示例中,可以提供两个(或更多个)分支,每个分支都设有加工设备,每个都生产相应的纸卷。分支终止于通用的包装机。
170.如已经提到的,在另一示例中,包装机30可以通过交错折叠机和/或通过折叠机由形成卫生纸卷和/或厨房纸巾的加工生产线的一个或多个分支供给。每条生产线的运动带17将相应的产品输送到载体输送器32,载体输送器32适于同时传送不同类型的纸产品,诸如,湿巾、餐巾纸、手帕纸、纸卷等,加之切割纸卷产生的边料。这样,识别装置38识别不同类型的产品,允许机器人将不同类型的产品包装在袋、箱等中。这样,就家用的纸产品而言,所获得的包装满足家庭或个人的需求。也在这种情况下,识别装置38识别应与边料一起排出的不合格产品和次品。例如,预包装的交错折叠或折叠的产品可能有封闭缺陷,它们可能会部分打开或变形。图1的示图基本上也适用于这个示例,只要卷r被认为是普通纸产品(湿巾、餐巾纸、手帕纸、纸卷、它们的预包装等),如果必要的话没有装置31。
171.在另一配置中,例如图4所示,包装机130包括两个优选平行的载体输送器132’和132”,具有一个或多个相应的道132a’和132a”,用于从加工生产线或分支传送不同类型的产品。
172.例如,在第一载体输送器132’上,可以有来自同一加工分支100或不同加工分支100’和100”的第一类型的卷r’和第二类型的卷r”,如上所述,连同相应的边料l和任何不合格的卷m。
173.在第二载体输送器132”上,可以有来自相应的加工分支102’、102”、102
”’
的其他类型的产品,诸如,卷包装、折叠产品、交错折叠产品v、餐巾纸t、手帕纸f,如有必要的话预包装,连同相应的不合格产品d(针对每种类型)。
174.在两个载体输送器132之间设置包装区域,由传送带133限定,设置在两个载体输送器上的产品在传送带133上可以被包装。要填充有在两个载体输送器132上的不同类型的产品的纸板箱h和/或预成型的袋例如被输送到传送带133。传送带133可以相对于两个载体输送器132在相同的方向上或者在相反的方向上移动。
175.在该配置中,机器人37布置在将传送带133与载体输送器132’和132”分开的区域上方的两条生产线上,在这种情况下,例如,与相应的载体输送器132相邻的生产线的机器人操作与该相邻的载体输送器相关的产品。在另一配置中,机器人37布置在传送带133上方并且操作来自两个载体输送器的产品。
176.识别装置38被提供用于检测产品并将其位置传送给机器人以便对其进行适当操作,如前面示例所解释的。可以提供用于每个载体输送器的识别装置38。在这两种情况下,识别装置38都适于识别并排出边料和/或不合格产品。
177.在可能的变型中,代替中心传送带133上的箱,可以在传送带133的端部处设置传
统的包装站点,用于包裹或装袋操作。在这种情况下,机器人37在中心传送带133上形成成组的产品(相同类型产品的组或不同产品的组),然后由传送带133输送到包装站点(这些类型的站点例如在ep1771335、ep1899228、ep1655230、ep2766266、bo2008a000431中描述)。
178.在图1的解决方案的一可能的变型中,提供中心载体输送器232,两个大致平行的传送带233邻近载体输送器232,机器人237布置在两个大致平行的传送带233上方。也在该配置中,在载体输送器232上可以传送相同类型的产品,例如,卫生纸卷r或厨房纸巾(在该示例中,卷r的轴线水平布置)、手帕纸f、餐巾纸、湿巾等,或这些纸产品的一组或子组(即,彼此不同的产品)。在一些情况下,一些产品可能会被供给到已预包装的载体输送器。例如,一组卫生纸卷可以被包裹在膜中,或者一组餐巾纸或手帕纸可以被包裹在纸片材中或包含在纸板箱中。
179.同样在这种配置中,载体输送器232可以相对于传送带233(箭头f2)在相反的方向上运动(箭头f1)。换言之,在纸产品沿着由载体输送器232支撑的方向向前运动时,箱h被传送带233传送并沿着相反的方向向前移动。传送带和载体输送器可以具有相反的移动方向,并且也可以根据包装的类型具有不同的速度,以优化包装机的包装周期、减少次数、并提高生产率。在本发明的简化配置中,提供仅一个载体输送器232和仅一个传送带233,其布置成彼此大致平行并且根据相同的方向或根据相反的方向移动,其中产品的传送速度可以与箱的传送速度相等或不同;换言之,基于优化包装机的生产率的循环,供给箱的速度可以比供给纸产品的速度更快,反之亦然。
180.图6a-6h示出了在一些优选实施方式中仅载体输送器332的布置的概要图,其适于在包装之前传送产品,传送带333形成侧包装区域。用于包装产品和布置它们的方法,以及使用的产品的类型没有示出,因为它们可以尽可能多样化,结合上面说明的示例(仅一种类型的产品的使用,或混合产品的使用);包装在用于相同类型的产品或用于混合产品的箱中;包裹站点的使用等)。各个部件的运动方向由箭头指示。
181.图6a示出了一个载体输送器和布置在载体输送器的侧面处且在相同的方向上运动的一个单个的包装传送带。
182.图6b示出了一个载体输送器和布置在载体输送器的侧面处且在相对于其相反的方向上运动的仅一个包装传送带。
183.图6c示出了一个载体输送器和布置在载体输送器的侧面处且在相对于其相同的方向上运动的两个包装传送带。
184.图6d示出了一个载体输送器支撑产品和布置在载体输送器的侧面处且在相对于其相反的方向上运动的两个包装传送带。
185.图6e示出了一个载体输送器支撑产品和布置在载体输送器的侧面处且在相对于彼此相反的方向上运动的两个包装传送带,即,一个在与载体输送器相同的方向上运动,另一个在相反的方向上运动。
186.图6f示出了布置在一个包装传送带的相对侧处的两个载体输送器,所有三个在相同的方向上运动。
187.图6g示出了布置在一个包装传送带的相对侧处的两个载体输送器,两个载体输送器在相同的方向上运动,该相同的方向与传送带的运动方向相反。
188.图6h示出了布置在一个包装传送带的相对侧处的两个载体输送器,两个载体输送
器相对于彼此在相反的方向上运动,即,一个载体输送器在传送带的相同的方向上运动,并且另一个载体输送器在相反的方向上运动。
189.如上所述,在相同的配置中,各种载体输送器和传送带的速度可以根据生产要求而不同。
190.使用上述本发明的包装机,相对于整合在传统的加工生产线中的现有技术的包装机可以获得巨大的优势。
191.首先,本发明的包装机可根据生产目标进行扩展,因此非常灵活。
192.此外,其允许同时生产两种或更多种不同设计的纸产品包装。
193.此外,其允许以可能的最佳方式实现包含不同类型的产品的包装。
194.在两个或更多个纸产品生产分支的情况下,可以用一个分支继续生产,而另一分支停止以改变设计。
195.如果使用产品识别装置,则可以提供内在质量控制。
196.应当理解,所示内容纯粹代表本发明的可能的非限制性实施方式,其形式和布置可以在不背离本发明所基于的构思的范围的情况下变化。所附权利要求中的任何附图标记仅出于便于根据以上描述和附图阅读的目的而提供,并不以任何方式限制保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。