一种基于fpga识别的红枣机图像校正方法
技术领域
1.本发明涉及分选设备技术领域,具体涉及一种基于fpga识别的红枣机图像校正方法,以此展开对系统稳定性的控制。
背景技术:
2.近年来随着红枣分拣技术的研发及发展,目前机器分拣已经逐步替代了人工分拣,人工分拣存在主观判断,且人工分拣效率低下,无法满足市场需求。由于红枣分拣设备厂家间的激烈竞争及客户需求的不断提高,为了稳住市场占有额,对于分拣设备的稳定性提出了更高的要求。目前,红枣分拣设备具体具有几个问题:
3.(1)自动校正红枣分拣机运行过程中出现的编码器信号丢失、链条松紧造成的图像通道划分不准确;
4.(2)自动依据模板图像亮度调整由于光源衰减或者灰尘影响图像的亮暗问题;
5.(3)预警分拣机由于外物造成的滚轮脱落问题。
技术实现要素:
6.针对上述现有技术的不足,本发明提供了一种基于fpga识别的红枣机图像校正方法,以此展开对系统稳定性(图像通道划分校正及滚轮脱落监测)的控制,具体包含以下步骤:
7.步骤s1:获取原始图像的rgb原始图像中值滤波值;
8.步骤s2:依据rgb2hsi,中值滤波后的rgb值转为hsi;
9.步骤s3:多张图像对应抽样行求均值并保存;
10.步骤s4:图像实时取多张图像求均值与保存值一一对应类比,如果多行均值均有较大误差(系统存在其余算法去除红枣及脏污的影响),调整相机曝光;
11.步骤s5:在s4基础上,如果检查出图像通道划分标准线存在误差,误差原因可能是编码信号或者链条松紧问题造成,针对误差具有实时调整功能;
12.步骤s6:在s4基础上,实时监测滚轮是否存在脱落。
13.优选的,步骤s3还包含以下步骤:
14.s3.1:对于确定大小的图像,正常开始工作前依据s分量及测量工装确定的标准亮度抽行计算图像多行均值,抽样行数量依据精度需求,抽样行依据图像各区域等距间隔抽样;
15.s3.2:抽样行均值取多张图像对应行的累计和求均值,抽样行数量决定了均值数量,求得均值后保存。
16.优选的,步骤s4还包含以下步骤:
17.s4.1:正常开机前,排除红枣及脏污的影响,实时读取图像,依据s3步骤中间隔取样方法一一对比;
18.s4.2:抽样行均值误差判断标准依据误差行数量及误差程度确定,设置为系统参
数可调,存在误差时自动调整相机曝光。
19.优选的,步骤s5还包含以下步骤:
20.s5.1:通道划分标准线位置位于滚轮中心,首先rgb图像转为灰度图,通过连通域算法运算确定滚轮坐标位置,从而计算滚轮中心点坐标;
21.s5.2:依据在彩色图片中标记的绿线位置(通道划分基准线,绿线依据精度需求调整数量),通过对比绿线位置与滚轮中心点坐标,进而确定调整采集图像时刻,采集图像依据编码器脉冲信号。
22.优选的,步骤s6还包含以下步骤:
23.s6.1:通过图像亮度或者r分量确定是否存在滚轮,图像依据正确的通道划分区域计算;
24.s6.2:通过计算n个区域中,中间m个区域任意一个或者多个区域面积数值小于设定的阈值即为存在脱落,然后向上位机报警,其中,n>m。
25.藉由本发明的方法,可达到以下有益效果:
26.(1)自动调整图像亮暗,减少人为因素干预;
27.(2)自动调整图像通道划分,机器智能化度进一步加强;
28.(3)自动监测滚轮是否脱落,以免造成卡物体等一系列危险故障。
附图说明
29.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
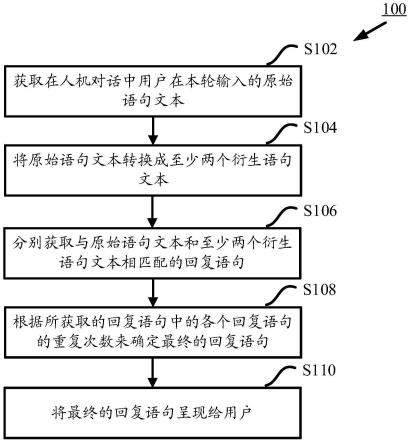
30.图1是本技术实施例1的流程图;
31.图2是本技术实施例4中滚轮上的影像图;
32.图3是本技术实施例4中滚轮上的影像图;
33.图4是本技术实施例5中滚轮上的影像图。
具体实施方式
34.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
35.实施例1
36.由于现有设备对于图像亮暗问题、编码信号缺失、链条松紧、滚轮脱落造成的故障自动校正或者预警度不够,进而造成分拣效果差及卡物体等问题。
37.为此,如图1所示,本技术实施例公开了一种基于fpga识别的红枣机图像校正方法,以此依据图像展开对系统稳定性(图像偏移校正及滚轮脱落检测并预警)的控制,本技术的实施例具体包括如下步骤:
38.步骤s1:获取原始图像的rgb原始图像中值滤波值;
39.步骤s2:依据rgb2hsi,中值滤波后的rgb值转为hsi;
40.步骤s3:多张图像对应抽样行求均值并保存;
41.步骤s4:图像实时取多张图像求均值与保存值一一对应类比,如果多行均值均有较大误差(系统存在其余算法去除红枣及脏污的影响),调整相机曝光;
42.步骤s5:在s4基础上,如果检查出图像通道划分标准线存在误差,误差原因可能是编码信号或者链条松紧问题造成,针对误差具有实时调整功能;
43.步骤s6:同样在s4基础上,实时监测滚轮是否存在脱落。
44.实施例2
45.基于实施例1,步骤s3具体还包含以下步骤:
46.s3.1:对于确定大小的图像,正常开始工作前依据s分量及测量工装确定的标准亮度抽行计算图像多行均值,抽样行数量依据精度需求,抽样行依据图像各区域等距间隔抽样;
47.s3.2:抽样行均值取多张图像对应行的累计和求均值,抽样行数量决定了均值数量,求得均值后保存。
48.上述本技术实施例2中的技术方案,至少具有如下的技术效果或优点:
49.(1)抗干扰能力强,排除灰尘粉末等的干扰;
50.(2)fpga算法运算效率高。
51.实施例3
52.基于实施例1,步骤s4具体还包含以下步骤:
53.s4.1:正常开机前,排除红枣及脏污的影响,实时读取图像,依据s3步骤中间隔取样方法一一对比;
54.s4.2:抽样行均值误差判断标准依据误差行数量及误差程度确定,设置为系统参数可调,存在误差时自动调整相机曝光。
55.上述本技术实施例3中的技术方案,至少具有如下的技术效果或优点:
56.灯源长时间工作后亮度衰减造成图像变暗,进而影响了分选效果,针对此种情况,解决了人为维护等成本增加的问题。
57.实施例4
58.基于实施例1,步骤s5具体还包含以下步骤:
59.s5.1:通道划分标准线位置位于滚轮中心,如图2所示。首先rgb图像转为灰度图,通过连通域算法运算确定滚轮坐标位置,从而计算滚轮中心点坐标;
60.s5.2:依据在彩色图片中标记的绿线位置(通道划分基准线,绿线依据精度需求调整数量),通过对比绿线位置与滚轮中心点坐标,进而确定调整采集图像时刻,采集图像依据编码器脉冲信号。图3是典型的绿线位置偏离滚轮中心点较多,通过偏离的距离调整采集时刻。通过这样的算法处理达到相机自动调整划分的目的,而且不影响吹出红枣时刻的准确度。
61.上述本技术实施例4中的技术方案,至少具有如下的技术效果或优点:
62.(1)对于调试人员首次调试时几乎是傻瓜式操作,只要把相机摆正调整好焦距即可,红枣区域自动划分,智能化进一步提高;
63.(2)机器在客户现场运作过程中出现的划分不准问题自动校正,减少售后人员出勤频次。
64.实施例5
65.基于实施例1,步骤s6具体还包含以下步骤:
66.s6.1:滚轮脱落如图4所示。通过图像亮度或者r分量确定是否存在滚轮,图像依据
正确的通道划分区域计算,图4中分为8个区域;
67.s6.2:通过计算8个区域中,中间6个区域任意一个或者多个区域面积数值小于设定的阈值即为存在脱落,然后向上位机报警。
68.上述本技术实施例5中的技术方案,至少具有如下的技术效果或优点:
69.(1)fpga并行处理,运算速度快,达到实时监测实时报警的目的;
70.(2)及时预警以免造成的卡枣漏枣及链条损坏等一系列危险故障。
71.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。