1.本技术涉及物料识别领域,尤其涉及一种标签识别调位机构。
背景技术:
2.目前,随着电动车行业的发展,带动了电池行业。其中,电池在制作的过程中,需要进行电池检测,为了检测的更加方便,往往在电池上贴上标签。
3.但是,在相关技术中,由于电池在输送过程中,任意两组电池之间都是分开间隔的,所以当电池运输至电池检测区时,每次运输的电池最终放置于电池检测区的位置状态可能不同,可能出现偏移、影响标签识别的情况。
4.针对上述相关技术,存在电池在电池检测过程中,由于位置状态不同导致标签识别质量较低的问题。
技术实现要素:
5.为了提高电池检测过程中的标签识别质量,本技术提供一种标签识别调位机构。
6.一种变距运输机构,包括机架、用于识别标签的识别装置、用于放置电池的放置装置和用于调节电池位置的调位装置;
7.所述识别装置连接于所述机架,所述放置装置连接于所述机架,所述调位装置连接于所述机架,所述识别装置设于所述放置装置的上方,所述调位装置穿设于所述机架,所述调位装置连接于所述放置装置;
8.所述调位装置包括用于推动电池的第一限位件和阻挡电池的第二限位件,所述第一限位件滑移连接于所述放置装置,所述第二限位件固定连接于所述机架,所述第一限位件能够推动电池,使得电池的一端抵压所述第二限位件的一侧。
9.通过采用上述技术方案,当电池放置于放置装置上时,第一限位件通过滑移推动电池运动至第二限位件,使得无论电池处于放置装置上的任意位置,最终都会被推动至抵压第二限位件处。当识别装置的识别区位于第二限位件处,此时每个电池检测的部位均相同,当该部位贴上标签后,即能够稳定地识别标签内容,从而提高识别质量。
10.优选的,所述调位装置还包括第一驱动组件,所述第一驱动组件包括第一安装件、第一汽缸、第一输出件和第一连接件,所述第一安装件的一端固定连接于所述机架,所述第一汽缸固定连接于所述第一安装件,所述第一汽缸的输出端连接于所述第一输出件,所述第一输出件连接于所述第一连接件,所述第一限位件连接于所述第一连接件。
11.通过采用上述技术方案,采用汽缸推动第一限位件的优势在于,因为汽缸的驱动行程是固定的,当汽缸的驱动行程终点为第二限位件处,那么汽缸推动电池至第二限位件时,不会对电池产生压力,从而保护电池不会受到挤压损坏。
12.优选的,所述放置装置包括能够相对于机架滚动的第一滚动件、能够相对于机架滚动的第二滚动件和用于驱动第一滚动件和第二滚动件的第二驱动组件,所述第一滚动件连接于所述机架,所述第二滚动件连接于所述机架,电池放置于所述第一滚动件和所述第
二滚动件之间,电池的表面抵压于所述第一滚动件和第二滚动件。
13.通过采用上述技术方案,第一滚动件和第二滚动件能够滚动,所以当电池放置于第一滚动件和第二滚动件之间,电池能够随之发生相对于机架转动;且由上述可知,电池会被推动至第二限位件处,再随着两组滚动件滚动,那么,标签即使贴在同一部位的不同角度上,都能够将标签调整至识别装置的识别检测区。
14.优选的,还包括皮带、第三滚轮和第四滚轮,所述第三滚轮设于所述第四滚轮上方,所述第三滚轮通过皮带连接于所述第四滚轮;所述第二驱动组件的输出端连接于所述第三滚轮,所述第一滚动件的一端设为第一滚轮部,所述第二滚动件的一端设为第二滚轮部,所述第三滚轮设置于所述第一滚轮部和所述第二滚轮部之间,且沿所述皮带传送方向依次为第三滚轮、第一滚轮部、第四滚轮和第二滚轮部。
15.通过采用上述技术方案,通过第三滚轮、第一滚轮部、第四滚轮和第二滚轮部的几何关系,且第三滚轮作为主动轮,从而使得仅采用一个驱动电机就可以实现第一滚轮部和第二滚轮部的转动方向相同;且保证了第一滚轮部和第二滚轮部的转动速度和角速度相同,从而提高电池在转动过程中的稳定性。
16.优选的,所述识别装置包括识别件和安装架体,所述识别件连接于所述安装架体,所述安装架体上开设有弧形槽,所述弧形槽沿竖向向上逐渐远离于电池,所述识别件穿设于所述弧形槽,所述识别件滑移连接于所述弧形槽的槽壁。
17.通过采用上述技术方案,由于不同尺寸的电池,电池的长度不一致,所以当不同尺寸的电池贴上标签的位置相对于远离第二限位件的长度也不同,因此,识别件滑移连接于弧形槽的槽壁,能够调节识别件的识别角度,从而扩大识别件的识别范围,进而提高整体调位机构的调节能力。
18.优选的,所述识别装置还包括第三驱动组件,所述第三驱动组件固定连接于所述机架,所述第三驱动组件的输出端连接于所述安装架体,所述安装架体能够相对于电池竖向移动。
19.通过采用上述技术方案,由于不同尺寸的电池,电池的半径大小不同,比如:1号电池的直径大小为34.2mm,7号电池的直径大小为8.00mm,所以安装架体竖向移动后,从而使得整体机构能够适配识别不同尺寸的电池。
20.优选的,所述放置装置设有四组,四组所述放置装置沿所述机架长度放置方向依次设置,任意相邻两组所述放置装置之间的距离相等。
21.通过采用上述技术方案,放置装置采用多组,可以一次性检测多组电池从而提高整体机构的检测效率。
22.优选的,所述第一限位件设置于所述第一滚动件和所述第二滚动件之间,所述第一限位件能够相对于所述第一滚动件和所述第二滚动件水平滑移。
23.通过采用上述技术方案,第一限位件的位置使得第一限位件在滑移过程中不会接触第一滚动件和第二滚动件,因此,第一滚动件和第二滚动件的转动速度不会发生改变,或者出现卡死的情况;第一限位件的设置维持了第一滚动件和第二滚动件的转动状态,从而维持了整体机构的检测质量。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1. 第一限位件通过滑移推动电池运动至第二限位件,使得无论电池处于放置装
置上的任意位置,最终都会被推动至抵压第二限位件处。当识别装置的识别区位于第二限位件处,此时每个电池检测的部位均相同,当该部位贴上标签后,即能够稳定地识别标签内容,从而提高识别质量。
26.2. 电池会被推动至第二限位件处,再随着两组滚动件滚动,那么,标签即使贴在同一部位的不同角度上,都能够将标签调整至识别装置的识别检测区。
27.3. 从而使得仅采用一个驱动电机就可以实现第一滚轮部和第二滚轮部的转动方向相同;且保证了第一滚轮部和第二滚轮部的转动速度和角速度相同,从而提高电池在转动过程中的稳定性。
附图说明
28.图1是本技术实施例的整体结构示意图。
29.图2是本技术实施例的另一角度整体结构示意图。
30.图3是本技术实施例的第一滚轮部和第二滚轮部的结构放大示意图。
31.附图标记说明:1、机架;2、识别装置;21、识别件;22、安装架体;221、弧形槽;23、第三驱动组件;231、第三电机;232、第三输出件;233、第三连接件;3、放置装置;31、第一滚动件;311、第一滚轮部;32、第二滚动件;321、第二滚轮部;33、第二驱动组件;331、第二驱动电机;332、安装座;333、输出杆;34、皮带;35、第三滚轮;36、第四滚轮;4、调位装置;41、第一驱动组件;411、第一安装件;412、第一汽缸;413、第一输出件;414、第一连接件;42、第一限位件;43、第二限位件。
具体实施方式
32.以下结合附图1-附图3对本技术做进一步详细说明。
33.本技术实例公开了一种标签识别调位机构,用于提高电池检测过程中的标签识别质量。
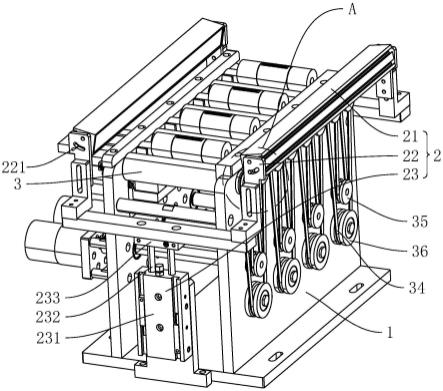
34.参照图1和图2,一种标签识别调位机构,包括机架1、用于识别标签的识别装置2、用于放置电池的放置装置3和用于调节电池位置的调位装置4。具体的,识别装置2连接于机架1,放置装置3连接于机架1,调位装置4连接于机架1;其中,识别装置2设置于放置装置3的上方,调位装置4穿设于机架1,使得调位装置4能够调整电池放置的位置,带动电池处于识别装置2的识别检测区。
35.参照图1,放置装置3设有四组,所以能够同时放置四组电池,且通过调位装置4带动电池至识别检测区,来提高电池的检测效率。放置装置3包括能够相对于机架1滚动的第一滚动件31、能够相对于机架1滚动的第二滚动件32和用于驱动第一滚动件31和第二滚动件32的第二驱动组件33,其中,第一滚动件31设置于机架1上,第二滚动件32设置于机架1上,第二驱动组件33通过皮带34连接于第一滚动件31和第二滚动件32,使得第一滚动件31和第二滚动件32能够滚动。第一滚动件31和第二滚动件32之间具有间距,电池放置于间距内,且电池的表面抵压于第一滚动件31和第二滚动件32,从而电池能够被滚动的第一滚动件31和第二滚动件32带动而产生滚动,电池上的标签也能够随之转动。
36.参照图1和图2,第二驱动组件33包括第二驱动电机331、安装座332和输出杆333,其中,第二驱动电机331连接于安装座332,安装座332固定连接于机架1,第二驱动电机331
的输出端连接于输出杆333,使得输出杆333转动。放置装置3还包括第三滚轮35和第四滚轮36,输出杆333穿设于机架1,且输出杆333连接于第三滚轮35;此外,第一滚动件31的一端设为第一滚轮部311,第二滚动件32的一端设为第二滚轮部321,而且,第一滚轮部311和第二滚轮部321设于第三滚轮35的上方,第三滚轮35设于第四滚轮36的上方,并采用皮带34连接;且沿皮带34传送方向依次为第三滚轮35、第一滚轮部311、第四滚轮36和第二滚轮部321。这样设置使得仅通过一个驱动电机即可以完成第一滚动件31和第二滚动件32的滚动,且可以维持第一滚动件31和第二滚动件32滚动的线速度和角速度相同,从而维持电池的运动状态。
37.参照图2,调位装置4包括第一驱动组件41、第一限位件42和第二限位件43,其中,第一驱动组件41连接于第一限位件42,第一限位件42设置于第一滚动件31和第二滚动件32的间距中,且第一限位件42能够相对于机架1水平滑移,第二限位件43固定连接于机架1。从而,第一驱动组件41能够驱动第一限位件42滑移,第一限位件42推动电池至第二限位件43处,电池到达第二限位件43处,再通过第一滚动件31和第二滚动件32的滚动,电池上的标签能够处于检测范围之内。
38.参照图2,第一驱动组件41包括第一安装件411、第一汽缸412、第一输出件413和第一连接件414,第一安装件411的一端通过螺栓固定连接于机架1,第一汽缸412的一端通过螺栓固定连接于第一安装件411,第一汽缸412的输出端连接于第一输出件413,第一输出件413穿设于机架1,第一连接件414连接于第一输出件413,第一连接件414设于机架1内部,第一限位件42设有四组,四组均连接于第一连接件414。从而,第一连接件414能够通过第一汽缸412的固定推动行程,将四组第一限位件42推动,第一限位件42带动电池,从而使得电池停止与第二限位件43处。
39.参照图1和图2,识别装置2包括用于识别电池标签的识别件21、安装架体22和第三驱动组件23,第三驱动组件23通过螺栓固定连接于机架1,第三驱动组件23的输出端连接于安装架体22,识别件21连接于安装架体22上,使得识别件21能够识别位于第二限位件43处的电池上的标签。即使每个电池上的标签贴的角度不同,通过推动和转动依然能够使得标签朝向识别装置2。
40.参照图1,第三驱动组件23包括第三电机231、第三输出件232和第三连接件233,第三电机231通过螺栓固定连接于机架1,第三电机231的输出端连接于第三连接件233,第三连接件233连接于第三输出件232,从而实现第三输出件232的竖向移动,进而实现安装架体22的竖向移动。
41.参照图3,安装架体22上开设有弧形槽221,且在本实施例中,弧形槽221沿竖向向上逐渐远离于电池,识别件21通过弧形槽221安装于安装架体22上,且识别件21穿设于弧形槽221,使得识别件21能够滑移连接于弧形槽221的槽壁。所以当第三电机231驱动安装架体22竖向移动时,识别件21会沿着弧形槽221的槽壁滑移,进而改变识别的角度,从而适配不同尺寸的电池标签位置。
42.本实施例的实施原理:第一驱动组件41能够驱动第一限位件42滑移,第一限位件42推动电池至第二限位件43处,电池到达第二限位件43处,再通过第一滚动件31和第二滚动件32的滚动,电池上的标签能够处于检测范围之内,因此能够实现提高检测过程中的标签识别质量;再通过第三电机231调节识别件21的识别范围,从而识别不同尺寸的电池上的
标签。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。